TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025078366
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2023190868
出願日
2023-11-08
発明の名称
モールドパウダーおよび鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B22D
11/108 20060101AFI20250513BHJP(鋳造;粉末冶金)
要約
【課題】凝固殻の緩冷化と潤滑の促進とを両立することのできる、モールドパウダーおよび鋼の連続鋳造方法を提供する。
【解決手段】鋼の連続鋳造用モールドパウダーであって、F含有量が30質量%以上、Na
2
O含有量が1質量%以上10質量%以下、SiO
2
含有量が1質量%以上15質量%以下、T.CaO濃度が40質量%以上であり、凝固点が1100~1300℃であることを特徴とするモールドパウダー。T.CaO、Na
2
O、SiO
2
含有量は、モールドパウダー中のCa、Na、Siがいずれもすべて酸化物であるとしてみなした際の質量濃度を意味する。さらにAl
2
O
3
を2~5質量%含有する。上記モールドパウダーを用いることを特徴とする鋼の連続鋳造方法。
【選択図】なし
特許請求の範囲
【請求項1】
鋼の連続鋳造用モールドパウダーであって、F含有量が30質量%以上、Na
2
O含有量が1質量%以上10質量%以下、SiO
2
含有量が1質量%以上15質量%以下、T.CaO濃度が40質量%以上であり、凝固点が1100~1300℃であることを特徴とするモールドパウダー。
モールドパウダー中の金属元素とFの含有量相対質量比を評価し、金属元素がすべて酸化物であるとみなして、前記金属元素の相対質量比に基づいて金属酸化物の相対質量比を算出し、全金属酸化物とFの合計含有量が100質量%となるように金属酸化物とFの含有量(質量%)を算出する。T.CaO、Na
2
O、SiO
2
含有量は、前記算出したCa、Na、Siの各酸化物の含有量(質量%)を意味する。
続きを表示(約 140 文字)
【請求項2】
さらにAl
2
O
3
を2~5質量%含有することを特徴とする請求項1に記載のモールドパウダー。
【請求項3】
請求項1または請求項2に記載のモールドパウダーを用いることを特徴とする鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造用のモールドパウダーおよび鋼の連続鋳造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鋼の連続鋳造においては、鋳型内の溶鋼表面にモールドパウダーを添加して鋳造する。モールドパウダーは、主にCaO,SiO
2
、Al
2
O
3
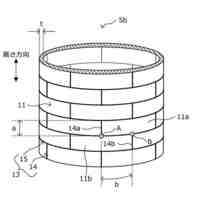
などの酸化物、フッ素化合物、炭素などの粉体を混合したものが使用される。鋳型上部から溶鋼表面に添加されたモールドパウダーは、溶鋼から受ける熱によって溶融し、溶鋼表面にモールドパウダーの溶融層を形成する。この溶融層は、鋳型と凝固殻の間に流入し、モールドパウダーフィルム(以降、フィルムと略記)を形成する。このモールドパウダーの主な機能として、(1)溶鋼の再酸化防止と保温、(2)溶鋼から浮上する介在物の捕捉、(3)鋳型と凝固殻の潤滑、(4)凝固殻からの抜熱制御がある。本発明は(3),(4)に関連するものである。
【0003】
鋳型と凝固殻との間に形成するフィルムは鋳型の冷却によって形成される結晶相部分と、液相の二相からなる。フィルムの結晶相は伝熱抵抗が大きく、凝固殻の冷却速度を低減する働きがある。一方液相は、潤滑剤として作用し、鋳型と凝固殻との焼き付きを防止する働きがある。
【0004】
鋼の連続鋳造において、鋳片表面および内部に欠陥が生じることがあり、これらは鋼材品質に悪影響を及ぼす。そのため、鋳片表面および内部の欠陥発生の低減が求められる。なかでも、C濃度が0.08~0.25質量%の中炭素鋼は凝固殻が不均一に成長し、縦割れと呼ばれる鋳片欠陥を生じやすい。縦割れの防止には、鋳型上部で凝固殻が形成されるごく初期において、凝固殻を緩冷却化し、凝固殻を均一に成長させることが有効である。その方法として、下記特許文献に示す様なモールドパウダーを使用した鋳造方法が開発されてきた。
【0005】
特許文献1では、結晶の晶出を促進させるべく、モールドパウダーの塩基度およびF量を調整し、凝固点を1250℃以上と高く設計している。凝固点が高いモールドパウダーは、鋳型と凝固殻間に流入するフィルムの結晶相の晶出が促進される。
【0006】
特許文献2には、SiO
2
とCaOを主成分として含み、K
2
O、Na
2
O、Li
2
Oをそれぞれ所定量含有し、Fを3.0~15.0%含有し、結晶化温度(凝固点と同一)が1080~1280℃であり、初晶種がカスピダインであることを特徴とするモールドパウダーが開示されている。K
2
Oは結晶化温度を大きく変化させずに表面張力を大きく低下させるので、緩冷却を高い水準で維持させるとともに、表面張力が大きく低下するので凝固シェルとモールドの間に(溶融フィルムが)流入しやすくなる、としている。
【0007】
特許文献3には、CaO、SiO
2
およびフッ素化合物を基本成分とし、CaF
2
含有率が60重量%以下(F換算で29.2%以下)、さらにNa
2
O、Cを含有する連続鋳造用モールドパウダーが開示されている。CaF
2
含有量の調整により、パウダーの凝固点の低下と粘性の低下を図っており、またカスピディンを主体とする結晶析出を図っている。CaF
2
含有率が60%を超えるとカスピディンの析出が少なくなるとしている。
【先行技術文献】
【特許文献】
【0008】
特開2011-147979号公報
特開2021-074782号公報
特開平11-320058号公報
【非特許文献】
【0009】
P. P. Fedorova, et. al., Russian Journal of inorganic chemistry 61 (2016) 1472.
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1~3に記載されているような、結晶相の晶出を促進させたモールドパウダーの場合、結晶相が晶出したフィルムは液相のフィルムと比較して伝熱抵抗が大きいため、凝固殻の抜熱を低減させる働きがある。一方、モールドパウダーによる緩冷却化と潤滑の確保の両立は難しい。即ち、凝固点を高める等の手段でモールドパウダーの結晶化を促進した場合、鋳型上部の初期凝固部において緩冷却化することには有効であるが、鋳型下部においてはパウダーフィルムの液相部分が過少となって鋳型内潤滑が不足することとなる。逆に凝固点を低く設計すると鋳型内潤滑は作用するが、緩冷却効果が弱いという課題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
鉄道車輪
8日前
日本製鉄株式会社
鉄道車輪
8日前
日本製鉄株式会社
冷却構造体
20日前
日本製鉄株式会社
クランク軸
12日前
日本製鉄株式会社
冷却構造体
20日前
日本製鉄株式会社
脱りん方法
19日前
日本製鉄株式会社
高炉の操業方法
1日前
日本製鉄株式会社
高炉の操業方法
21日前
日本製鉄株式会社
粒度分布測定方法
18日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
耐火被覆梁及び床構造
4日前
日本製鉄株式会社
床構造及び床構造の施工方法
4日前
日本製鉄株式会社
温度測定装置及び温度測定方法
13日前
日本製鉄株式会社
温度測定装置及び温度測定方法
13日前
日本製鉄株式会社
コークス品質のばらつき推定方法
21日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
18日前
株式会社小松製作所
耐摩耗部品
22日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
18日前
日本製鉄株式会社
モールドパウダーおよび鋼の連続鋳造方法
21日前
日鉄テックスエンジ株式会社
安全帯取付具
21日前
日本製鉄株式会社
センサの保護構造、センサの取付方法および試験体
19日前
大阪富士工業株式会社
ハースロール及びその製造方法
19日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
5日前
日本製鉄株式会社
液体金属脆化割れ予測方法及び液体金属脆化割れ予測プログラム
今日
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、及び高炉操業制御プログラム
19日前
日本製鉄株式会社
水素充填方法、水素充填装置、試料解析方法および試料解析装置
今日
日本製鉄株式会社
粒度改善型地盤改良材料の混合率予測方法および軟弱地盤改良方法
21日前
日本製鉄株式会社
装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラム
1日前
日本製鉄株式会社
高炉の炉況判断方法、高炉の炉況判断装置、及び高炉の炉況判断方法のプログラム
4日前
日本製鉄株式会社
疑似セグメンテーションモデル生成装置及び疑似セグメンテーションモデル生成方法
19日前
日本製鉄株式会社
液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法
5日前
日本製鉄株式会社
バッテリーセル間の冷却構造、バッテリーモジュール、及び、バッテリーパック
11日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
芝浦機械株式会社
成形機
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ