TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064724
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174682
出願日
2023-10-06
発明の名称
金属リングの製造方法及び金属リング
出願人
株式会社UACJ
代理人
名古屋国際弁理士法人
主分類
B21K
21/06 20060101AFI20250410BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】大径かつ長尺の複層構造の金属リングが得られる、金属リングの製造方法を提供する。
【解決手段】本開示の一態様は、アルミニウム又はアルミニウム合金の第1リングの内側に、アルミニウム又はアルミニウム合金の第2リングを嵌め込む工程と、第2リングが第1リングに嵌め込まれた合体リングを鍛造する工程と、を備える金属リングの製造方法である。鍛造する工程では、合体リングの周方向における一部を圧縮装置によって厚さ方向に圧縮する工程と、圧縮する工程の後、合体リングを圧縮装置に対し、合体リングの周方向に相対的に移動させる工程と、を交互に繰り返す。
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム又はアルミニウム合金の第1リングの内側に、アルミニウム又はアルミニウム合金の第2リングを嵌め込む工程と、
前記第2リングが前記第1リングに嵌め込まれた合体リングを鍛造する工程と、
を備え、
前記鍛造する工程では、前記合体リングの周方向における一部を圧縮装置によって厚さ方向に圧縮する工程と、前記圧縮する工程の後、前記合体リングを前記圧縮装置に対し、前記合体リングの周方向に相対的に移動させる工程と、を交互に繰り返す、金属リングの製造方法。
続きを表示(約 710 文字)
【請求項2】
請求項1に記載の金属リングの製造方法であって、
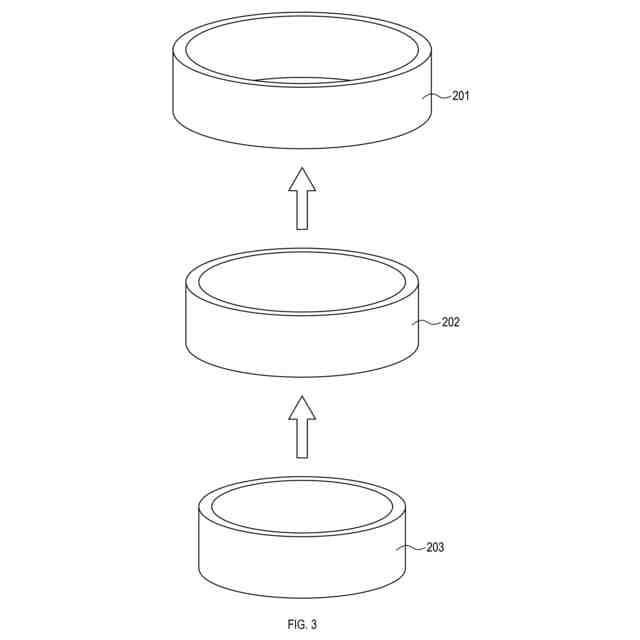
前記嵌め込む工程では、熱膨張させた前記第1リングの内側に前記第2リングを挿入し、前記第1リングを冷却する、金属リングの製造方法。
【請求項3】
請求項1に記載の金属リングの製造方法であって、
前記移動させる工程では、前記合体リングを周方向に回転させる、金属リングの製造方法。
【請求項4】
請求項1から請求項3のいずれか1項に記載の金属リングの製造方法であって、
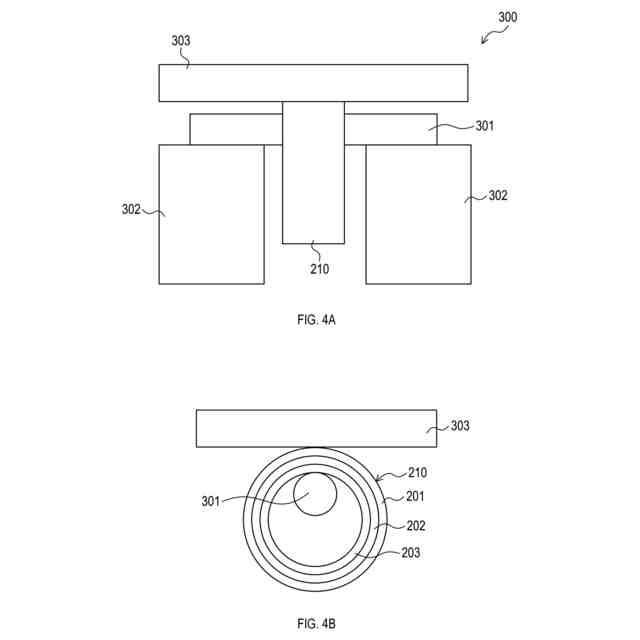
前記圧縮装置は、
前記合体リングに挿通される芯材と、
前記合体リングの径方向外側から、前記芯材に向けて前記合体リングを押圧するプレス部と、
を有する、金属リングの製造方法。
【請求項5】
請求項1から請求項3のいずれか1項に記載の金属リングの製造方法であって、
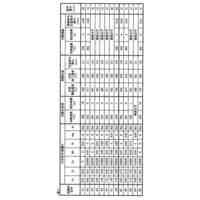
前記鍛造する工程では、外径が300mm以上3000mm以下、かつ長さが200mm以上1500mm以下であるか、又は外径が300mm以上1000mm以下、かつ長さが200mm以上3000mm以下の金属リングを得る、金属リングの製造方法。
【請求項6】
アルミニウム又はアルミニウム合金の第1層と、
前記第1層の内側に配置されたアルミニウム又はアルミニウム合金の第2層と、
を備え、
外径が300mm以上3000mm以下、かつ長さが200mm以上1500mm以下であるか、又は外径が300mm以上1000mm以下、かつ長さが200mm以上3000mm以下である、金属リング。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属リングの製造方法及び金属リングに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
2つの金属リングを嵌め合わせた後、リングローリングによって、内側の金属リングの外周面と外側の金属リングの内周面とを密着させる技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2002-1461号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のリングローリングを用いた圧接方法は、装置の構造上、圧力を加えることができる面積に限界が存在する。そのため、大径かつ長尺の複層構造の金属リングを製造することができない。
【0005】
本開示の一局面は、大径かつ長尺の複層構造の金属リングが得られる、金属リングの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
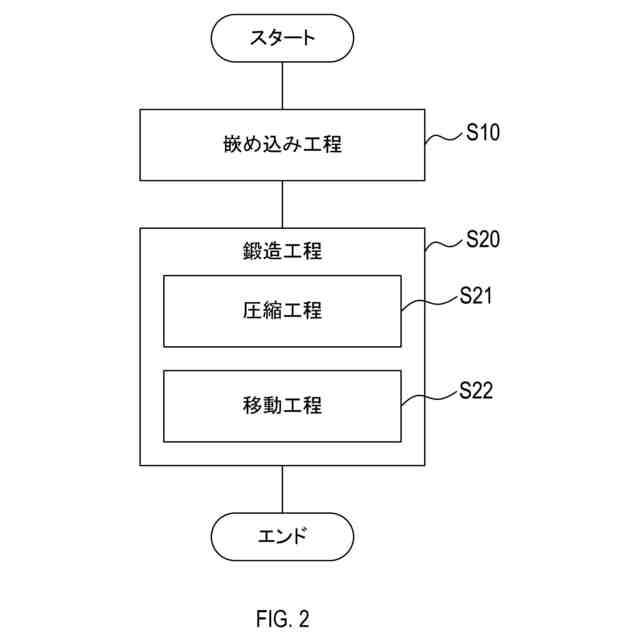
本開示の一態様は、アルミニウム又はアルミニウム合金の第1リングの内側に、アルミニウム又はアルミニウム合金の第2リングを嵌め込む工程と、第2リングが第1リングに嵌め込まれた合体リングを鍛造する工程と、を備える金属リングの製造方法である。鍛造する工程では、合体リングの周方向における一部を圧縮装置によって厚さ方向に圧縮する工程と、圧縮する工程の後、合体リングを圧縮装置に対し、合体リングの周方向に相対的に移動させる工程と、を交互に繰り返す。
【0007】
このような構成によれば、合体リングを部分的に圧縮し、その後、圧縮する部分を変えるステップを繰り返すことで、大径かつ長尺の合体リングに対し鍛造を行うことができる。そのため、大径かつ長尺の複層構造の金属リングが得られる。
【図面の簡単な説明】
【0008】
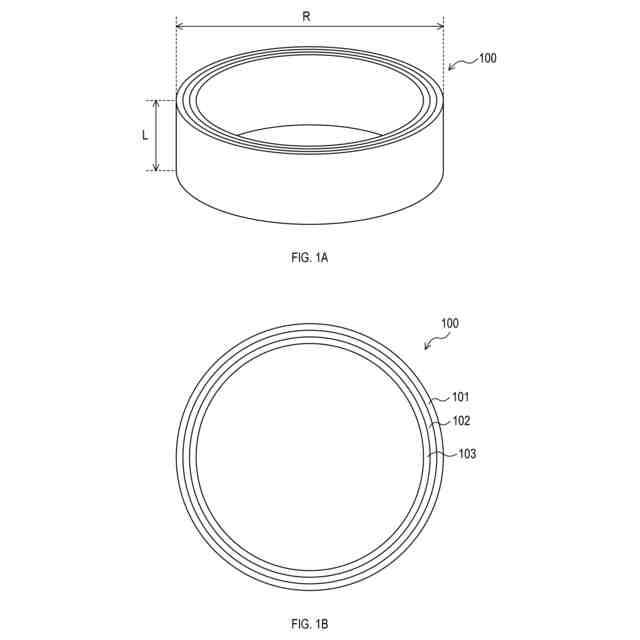
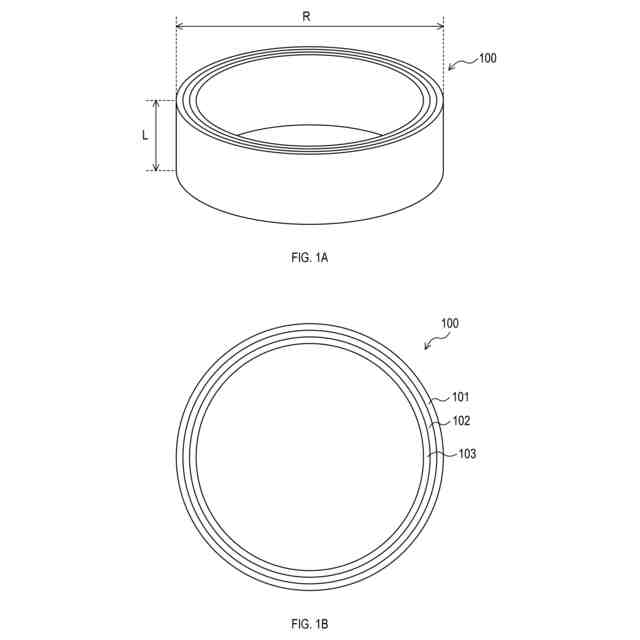
図1Aは、本実施形態における金属リングの模式的な斜視図であり、図1Bは、図1Aの金属リングの模式的な平面図である。
図2は、本実施形態における金属リングの製造方法のフローである。
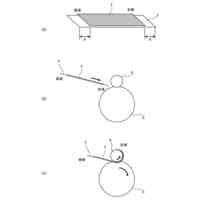
図3は、図2の金属リングの製造方法における嵌め込み工程の手順を示す模式図である。
図4Aは、図2の金属リングの製造方法における鍛造工程で用いる圧縮装置の模式的な側面図であり、図4Bは、図4Aの圧縮装置の模式的な正面図である。
【発明を実施するための形態】
【0009】
以下、本開示が適用された実施形態について、図面を用いて説明する。
[1.第1実施形態]
[1-1.構成]
<金属リング100>
図1A及び図1Bに示す金属リング100は、互いに組成の異なる複数の金属層を有するクラッド材である。
【0010】
具体的には、金属リング100は、第1層101と、第2層102と、第3層103とを備える。第1層101は、金属リング100の最外層を構成している。第2層102は、第1層101の内側に配置されている。第3層103は、第2層102の内側に配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社UACJ
アルミニウム合金箔及びその製造方法
16日前
UBE株式会社
導電性熱可塑性樹脂組成物及びその製造方法
2日前
株式会社UACJ
アルミニウム圧延板、アルミニウム部材及びこれらの製造方法
24日前
株式会社UACJ
プレス成型用アルミニウム合金クラッド材の製造方法、プレス成型用アルミニウム合金クラッド材、およびプレス成型品
28日前
個人
棒鋼連続引抜装置
2か月前
個人
ヘッダー加工機
8日前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス金型
7日前
トヨタ紡織株式会社
プレス装置
1か月前
工機ホールディングス株式会社
ニブラ
29日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社トラバース
パンチング加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
23日前
株式会社アマダ
曲げ加工機
2か月前
株式会社TMEIC
監視装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社不二越
転造加工用平ダイス
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1日前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社カネミツ
筒張出部形成方法
4か月前
本田技研工業株式会社
鍛造用金型
3か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トックス プレソテクニック株式会社
接合装置
2か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
日本製鉄株式会社
圧延装置
3か月前
株式会社IKS
滑り止め構造
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
28日前
日産自動車株式会社
金属板の曲げ加工方法
29日前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ