TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025070014
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180021
出願日
2023-10-19
発明の名称
インクリメンタル成形方法
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B21D
22/18 20060101AFI20250424BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金型を用いずに板材を成形するインクリメンタル成形において形状の精度を向上させる。
【解決手段】本発明は、板材Pを押圧して加工する逐次成形において逐次成形の後に板材の周辺を拘束した状態で残留応力の制御を行い、スプリングバックをなくす、または低減させる工程を有する。そして、残留応力の制御後に得られる板材の形状と目標形状との形状差から工具軌道を目標形状から補正する。
【選択図】図7
特許請求の範囲
【請求項1】
板材を押圧して加工する逐次成形において、
前記逐次成形の後に前記板材の周辺を拘束した状態で残留応力の制御を行い、スプリングバックをなくす、または低減する工程を有し、その後に得られる形状と目標形状との形状差を用いて前記逐次成形の工具軌道を前記目標形状から補正するインクリメンタル成形方法。
続きを表示(約 610 文字)
【請求項2】
前記残留応力は、応力を除去することによって制御される請求項1に記載のインクリメンタル成形方法。
【請求項3】
前記残留応力は、前記板材を加熱することによって除去される請求項2に記載のインクリメンタル成形方法。
【請求項4】
前記板材は、加熱した雰囲気に接触させることによって加熱される請求項3に記載のインクリメンタル成形方法。
【請求項5】
前記板材は、除去したい前記残留応力の部位を局部的に加熱する請求項3に記載のインクリメンタル成形方法。
【請求項6】
前記板材の加熱は、電流によるジュール熱の付与によって行う請求項3に記載のインクリメンタル成形方法。
【請求項7】
前記板材は、加熱した気体を吹き付けることによって加熱される請求項3に記載のインクリメンタル成形方法。
【請求項8】
前記板材は、輻射伝熱によって加熱される請求項3に記載のインクリメンタル成形方法。
【請求項9】
前記残留応力は、前記板材に応力を付与することによって制御される請求項1に記載のインクリメンタル成形方法。
【請求項10】
前記残留応力は、前記板材に硬度の高い粒状部材を衝突させることによって付与される請求項9に記載のインクリメンタル成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、インクリメンタル成形方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
車体パネルのような部品は、金型を用いたプレス加工以外にも、修理品のような部品を少量しか生産しない場合等に利用される金型を使用しない加工方法によっても生産され、このような加工方法はダイレス成形と呼ばれ得る。
【0003】
ダイレス成形は、ロボット等に装着させた工具により板材を少しずつ変形させるインクリメンタル成形を応用した方法である。ダイレス成形に関する技術には、インクリメンタル成形において板材にスプリングバックが生じることを想定して工具経路を修正する形成制御ユニットを備えたシステムが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-1381号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
インクリメンタル成形では、加工をしただけではスプリングバックにより形状が大幅に変形し得るため、板材を加工した際には、板材の形状を凍結させる必要がある。本発明者らは、インクリメンタル成形をしたうえで形状を凍結させる際に板材の寸法精度を向上させることについて鋭意検討している。
【0006】
本発明の目的は、金型を用いずに板材を成形する方法において形状の精度を向上させることである。
【課題を解決するための手段】
【0007】
本発明の一態様は板材を押圧して加工する逐次成形において、逐次成形の後に板材周辺を拘束した状態で残留応力の制御を行い、スプリングバックをなくす、または低減する工程を有する。工具軌道は、その後に得られる形状と目標形状との形状差を用いて目標形状から補正する。
【発明の効果】
【0008】
上記成形方法によれば、金型を用いない成形方法において形状の精度を向上させることができる。
【図面の簡単な説明】
【0009】
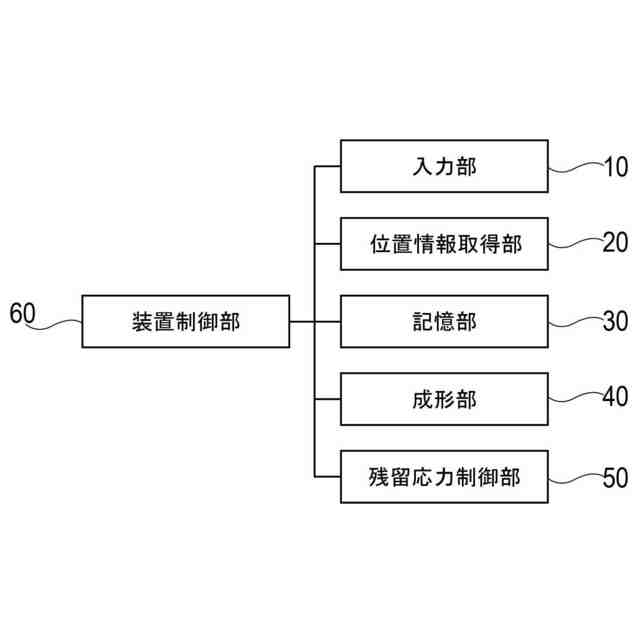
実施形態に係るインクリメンタル成形方法の装置構成を示すブロック図である。
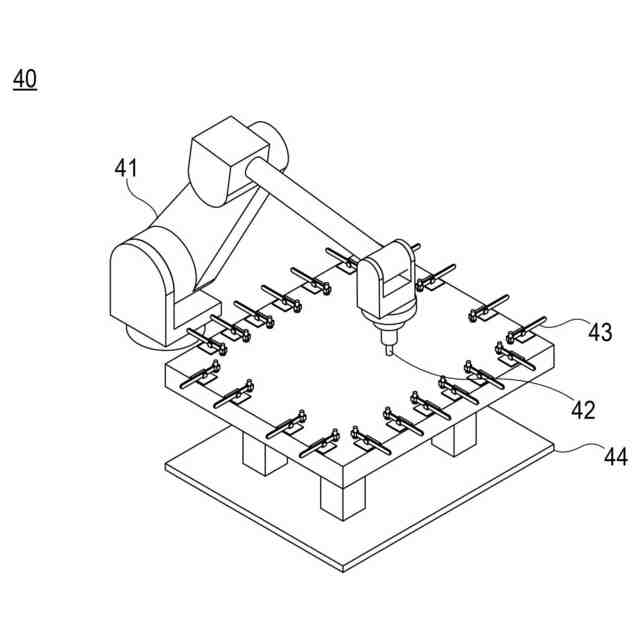
実施形態に係るインクリメンタル成形の装置を構成する成形部について示す図である。
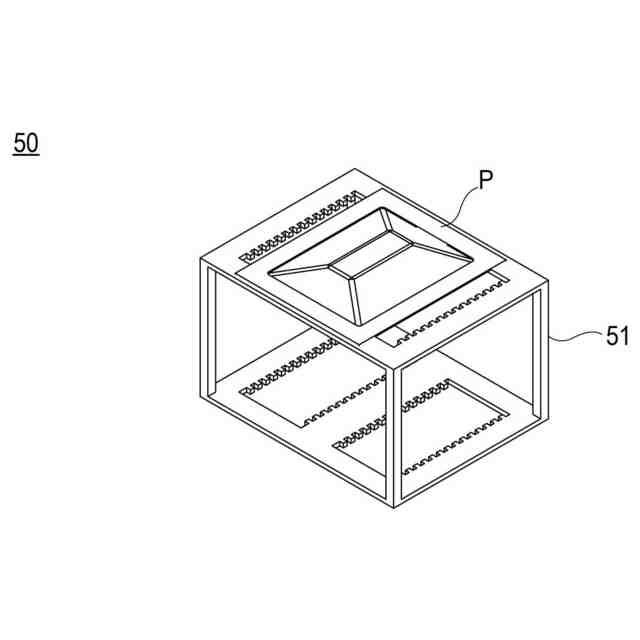
第1実施形態に係るインクリメンタル成形の装置を構成する残留応力制御部について示す図である。
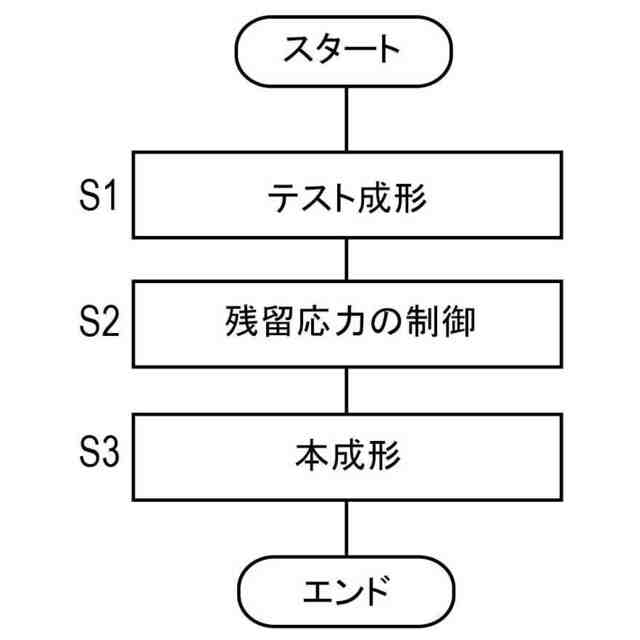
実施形態に係るインクリメンタル成形方法を示すフローチャートである。
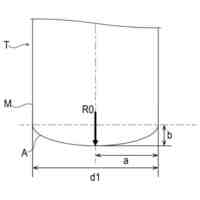
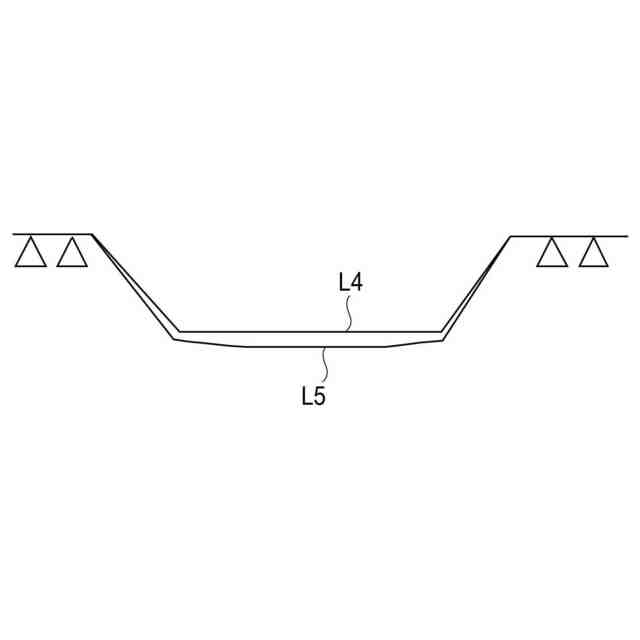
従来における板材のスプリングバック考慮前の実形状、目標形状、および修正パスについて示す図である。
従来における修正パスで加工した板材の残留応力による撓みのある形状と残留応力による撓み解消後の形状を示す図である。
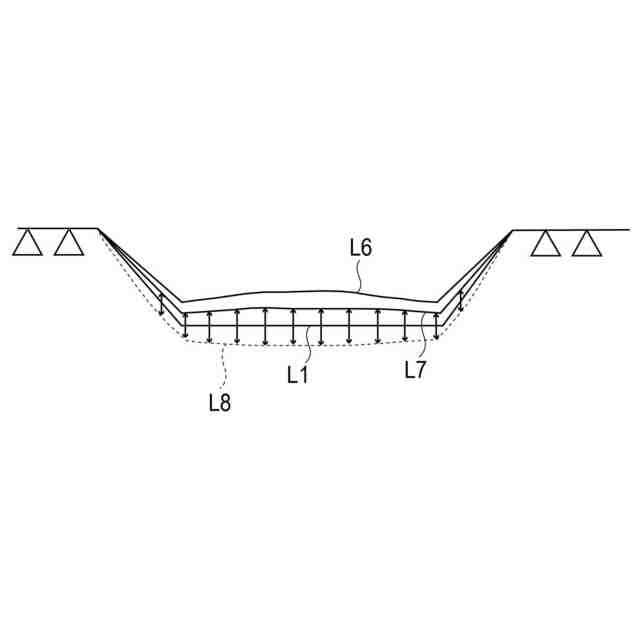
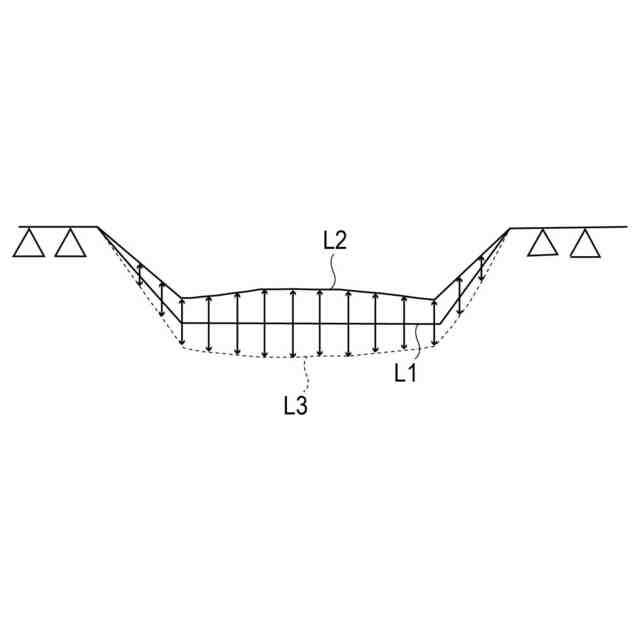
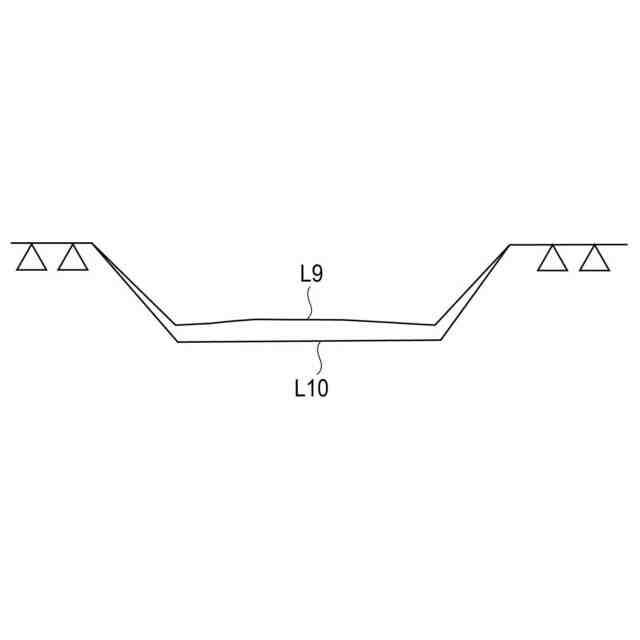
実施形態に係る板材のスプリングバック考慮前の残留応力による撓みがある形状と残留応力による撓み解消後の形状、目標形状、および修正パスを示す図である。
実施形態に係る修正パスで加工した板材の残留応力による撓みのある形状と残留応力による撓み解消後の形状を示す図である。
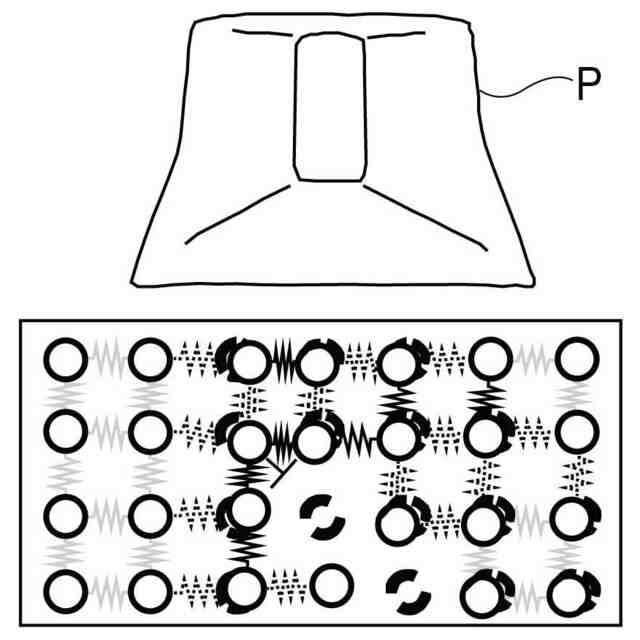
上の図は実施形態に係る成形部による成形後であって残留応力制御前の板材を示し、下の図は上の図の状態における板材の原子レベルでの状態を示す図である。
上の図は実施形態に係る残留応力制御後の板材を示し、下の図は上の図の状態における板材の原子レベルでの状態を示す図である。
板材における工具軌道を修正する際を説明する図である。
板材における工具軌道を修正する際を説明する図である。
第1実施形態の変形例1に係る残留応力制御部について示す図である。
第1実施形態の変形例2における残留応力を制御する部位について示す図である。
第1実施形態の変形例2に係る残留応力制御部について示す図である。
第1実施形態の変形例3に係る残留応力制御部について示す図である。
第1実施形態の変形例3に係る残留応力制御部について示す図である。
第2実施形態に係る残留応力制御部について示す図である。
【発明を実施するための形態】
【0010】
(第1実施形態)
以下、添付した図面を参照しながら、本発明の実施形態を説明する。図面において、同一の部材には同一の符号を付し、重複する説明を省略する。図面において、各部材の大きさや比率は、実施形態の理解を容易にするために誇張し、実際の大きさや比率とは異なる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
逐次成形用工具及び逐次成形方法
5日前
日産自動車株式会社
ソフトウェア更新装置、ソフトウェア更新システム、及びソフトウェア更新方法
5日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
19日前
日伸工業株式会社
プレス加工装置
19日前
株式会社不二越
NC転造盤
5日前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
15日前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社TMEIC
監視装置
2か月前
株式会社トラバース
パンチング加工装置
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
29日前
トヨタ自動車株式会社
電磁鋼板の成形方法
14日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
ユニオンツール株式会社
転造ダイスセット
13日前
トヨタ紡織株式会社
プレス金型装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社吉野機械製作所
プレス機械
27日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
株式会社エナテック
製品分離システム
3か月前
株式会社TMEIC
制御システム
20日前
株式会社TMEIC
誘導加熱装置
22日前
東洋製罐株式会社
有底筒状体加工装置
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
日本製鉄株式会社
圧延装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ