TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104873
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223027
出願日
2023-12-28
発明の名称
逐次成形用工具及び逐次成形方法
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B21D
22/18 20060101AFI20250703BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】逐次成形において工具痕ができることを防止または抑制する。
【解決手段】本発明は、周囲を保持した金属板Wに逐次成形用工具Tを押し付けて移動させ、金属板を板厚方向に次第に変形し、最終形状に成形する逐次成形において、中心軸に沿った断面において先端が楕円曲線の長軸側の連続R形状であり、楕円形状の短軸が中心軸と平行な楕円形状からなる。
【選択図】図1
特許請求の範囲
【請求項1】
周囲を保持した金属板に工具を押し付けて移動させ、前記金属板を板厚方向に次第に変形させ、最終形状に成形する逐次成形において、中心軸に沿った断面において先端が楕円曲線の長軸側の連続R形状であり、楕円形状の短軸が前記中心軸と平行な前記楕円形状からなる逐次成形用工具。
続きを表示(約 360 文字)
【請求項2】
前記楕円曲線の連続Rの最大Rは、長軸の1/2位置において最大値を示す請求項1に記載の逐次成形用工具。
【請求項3】
前記工具の先端部は、結晶性炭素を含む硬質膜で被覆されている請求項1に記載の逐次成形用工具。
【請求項4】
前記結晶性炭素を含む前記硬質膜は、ダイヤモンドである請求項3に記載の逐次成形用工具。
【請求項5】
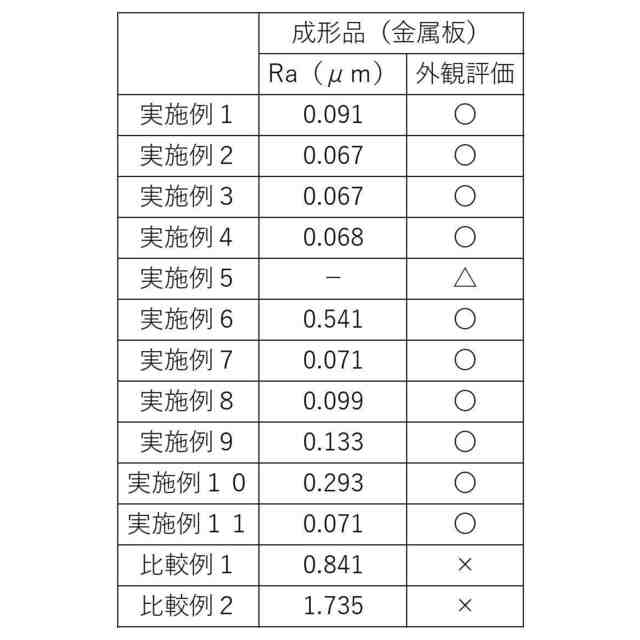
前記硬質膜の表面粗さはRpk≦0.15μm、Ra≦0.2μmである請求項3に記載の逐次成形用工具。
【請求項6】
前記金属板と請求項1から5のいずれか1項に記載の逐次成形用工具の軸線となす角度が略直交するように逐次成形用工具の向きを維持しながら、前記金属板に対して前記工具を押し付けて逐次成形を行う逐次成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、周囲を保持した金属板に工具を押し付けて移動させることにより、金属板を三次元形状に逐次成形するのに用いられる逐次成形用工具及び逐次成形用工具を用いた逐次成形方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
逐次成形用工具として知られている技術には特許文献1に記載されているものがある。特許文献1に記載されている逐次成形用工具は、先端を球面状にした太径押圧部材と、太径押圧部材の軸線上に挿入した細径押圧部材とを有する。細径押圧部材は、太径押圧部材の先端の曲率半径より小さい曲率半径の球面状の先端を有する。細径押圧部材は、太径押圧部材の先端に対して突没するように進退可能に構成している。
【0003】
上記逐次成形用工具は、周囲を保持した金属板に押し付けて移動させることにより、金属板を板厚方向に次第に変形させる。この際、上記逐次成形用工具は、成形品の部位に応じて細径押圧部材を突出または没入状態にし、太径押圧部材の先端と細径押圧部材の先端を選択的に切り換える。特許文献1では、金属板の片面に成形型を配置し、逐次成形用工具で金属板を成形型に押し付けるように成形する。
【先行技術文献】
【特許文献】
【0004】
特開2003-236624号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、逐次成形用工具の工具先端の形状によっては成形品に工具痕が生じてしまう事項に着目し、鋭意検討を行っている。
【0006】
本発明の目的は、逐次成形において金属板に工具痕が生じないようにすることである。
【課題を解決するための手段】
【0007】
本発明の一態様は周囲を保持した金属板に工具を押し付けて移動させ、金属板を板厚方向に次第に変形させ、最終形状に成形する逐次成形において、中心軸に沿った断面において先端が楕円曲線の長軸側の連続R形状であり、楕円形状の短軸が中心軸と平行な楕円形状からなる。また、本発明の一態様は、金属板と上記逐次成形用工具の軸線となす角度が略直交するように逐次成形用工具の向きを維持しながら、金属板に対して工具を押し付けて逐次成形を行う。
【発明の効果】
【0008】
上記逐次成形用工具及び逐次成形方法によれば、逐次成形において金属板に工具痕が生じないようにすることができる。
【図面の簡単な説明】
【0009】
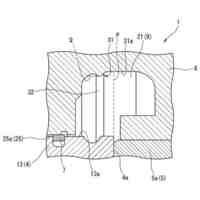
実施形態に係る逐次成形用工具の先端部を示す側面図である。
図1の工具を先端側から見た図である。
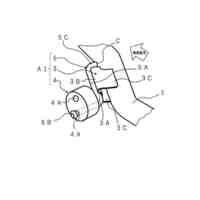
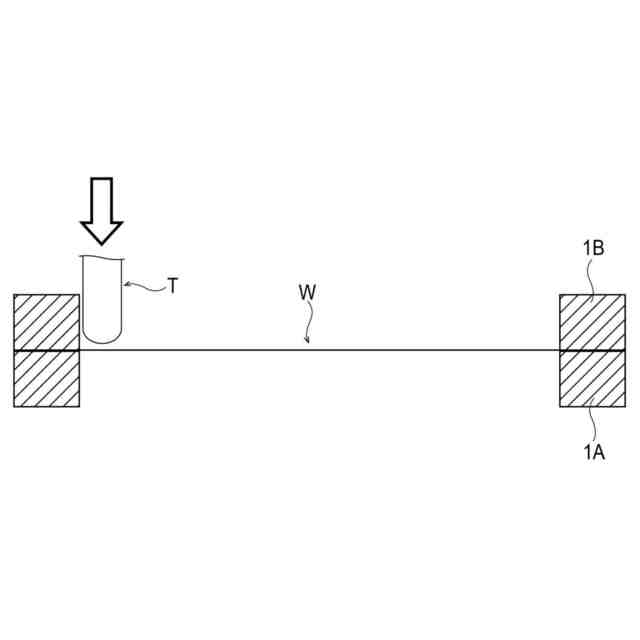
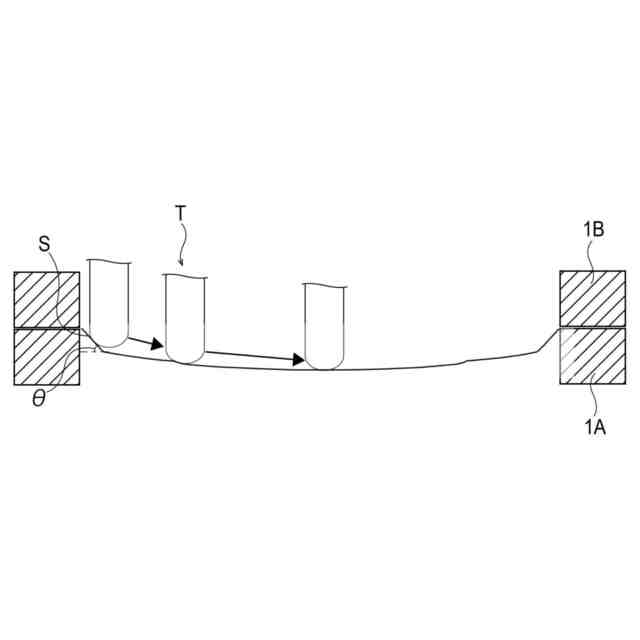
図1に示す逐次成形用工具を用いて金属板を成形する様子を示す図である。
図1に示す逐次成形用工具を用いて金属板を成形する様子を示す図である。
逐次成形用工具と金属板のなす成形角度に応じて変化する逐次成形用工具の先端Rの関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下、添付した図面を参照しながら、本発明の実施形態を説明する。図面において、同一の部材には同一の符号を付し、重複する説明を省略する。図面において、各部材の大きさや比率は、実施形態の理解を容易にするために誇張し、実際の大きさや比率とは異なる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
電力変換装置
1日前
日産自動車株式会社
ターボ過給機
1日前
日産自動車株式会社
車両の排気管支持構造
7日前
日産自動車株式会社
情報処理方法及び制御装置
9日前
日産自動車株式会社
車両管理方法及び車両管理装置
7日前
日産自動車株式会社
配車管理装置及び配車管理方法
6日前
日産自動車株式会社
車両の捩り振動制振方法および装置
6日前
日産自動車株式会社
移動物体認識方法及び移動物体認識装置
13日前
日産自動車株式会社
覚醒状態判別方法及び覚醒状態判別装置
8日前
日産自動車株式会社
電動車両の制御方法及び電動車両システム
14日前
日産自動車株式会社
車両用表示制御方法及び車両用表示制御装置
6日前
日産自動車株式会社
車両の駆動力制御方法および駆動力制御装置
10日前
日産自動車株式会社
車両の冷媒制御システム及び車両の冷媒制御方法
14日前
日産自動車株式会社
バッテリ暖気制御方法、及びバッテリ暖気制御装置
9日前
日産自動車株式会社
インバータの制御方法、及び、インバータの制御装置
1日前
日産自動車株式会社
電力変換装置の制御装置および電力変換装置の制御方法
9日前
日産自動車株式会社
電動車両の熱制御方法、及び電動車両の熱制御システム
1日前
日産自動車株式会社
乗員の睡眠時姿勢崩れ防止方法および睡眠時姿勢崩れ防止装置
今日
日産自動車株式会社
DC/DCコンバータの制御方法、及び、DC/DCコンバータの制御装置
6日前
日産自動車株式会社
地図情報更新装置及び地図情報更新方法
13日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
株式会社オプトン
曲げ加工装置
5か月前
トヨタ自動車株式会社
金型装置
7か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
5か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社西田製作所
パンチャーヘッド
3か月前
株式会社TMEIC
監視装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ