TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073367
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184089
出願日
2023-10-26
発明の名称
ヒートシンクの製造方法及びヒートシンク
出願人
株式会社レゾナック
代理人
個人
,
個人
,
個人
主分類
B21J
5/12 20060101AFI20250502BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】六角形又は略六角形のピンフィンを備えるヒートシンクを安価で製造することが可能なヒートシンクの製造方法及びヒートシンクを提供する。
【解決手段】平面視六角形又は略六角形の複数のダイス孔が形成されたダイスに一方の側に金属材料を配置する配置工程と、前記一方の側の反対側からノックアウトピンが前記ダイス孔に挿入された前記ダイスに向けて前記金属材料を加圧し、前記金属材料を前記ダイス孔に流入させることによりピンフィンを形成する加圧工程と、前記ノックアウトピンを押し上げ、ピンフィンが形成された鍛造成形材料を前記ダイスから排出させる排出工程と、を有し、前記ノックアウトピンの先端部は平面視円形であり、前記ノックアウトピンの先端部の直径は、前記ダイス孔の最も断面積が小さい最小領域における六角形又は略六角形の内接円の直径以下である、ヒートシンクの製造方法。
【選択図】図5
特許請求の範囲
【請求項1】
平面視六角形又は略六角形の複数のダイス孔が形成されたダイスに一方の側に金属材料を配置する配置工程と、
前記一方の側の反対側からノックアウトピンが前記ダイス孔に挿入された前記ダイスに向けて前記金属材料を加圧し、前記金属材料を前記ダイス孔に流入させることによりピンフィンを形成する加圧工程と、
前記ノックアウトピンを押し上げ、ピンフィンが形成された鍛造成形材料を前記ダイスから排出させる排出工程と、を有し、
前記ノックアウトピンの先端部は平面視円形であり、
前記ノックアウトピンの先端部の直径は、前記ダイス孔の最も断面積が小さい最小領域における六角形又は略六角形の内接円の直径以下である、ヒートシンクの製造方法。
続きを表示(約 700 文字)
【請求項2】
前記ノックアウトピンの先端部の直径は、前記内接円の直径の1/2倍以上である、請求項1に記載のヒートシンクの製造方法。
【請求項3】
前記ノックアウトピンの先端部の直径及び前記内接円の直径の差は、0.5mm以下である、請求項1に記載のヒートシンクの製造方法。
【請求項4】
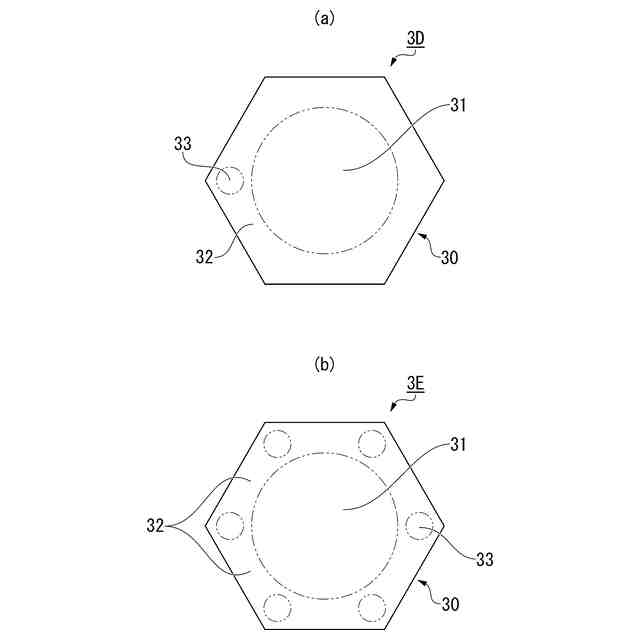
前記加圧工程及び前記排出工程において、前記ダイス孔に前記ノックアウトピンに加えてさらに{(前記内接円の直径-前記ノックアウトピンの先端部の直径)÷2}以下の直径である円形の先端形状を有するサブノックアウトピンを少なくとも1本以上用いる、請求項1に記載のヒートシンクの製造方法。
【請求項5】
前記ノックアウトピンの先端部の直径は、φ0.2mm~φ6mmの範囲にある、請求項1に記載のヒートシンクの製造方法。
【請求項6】
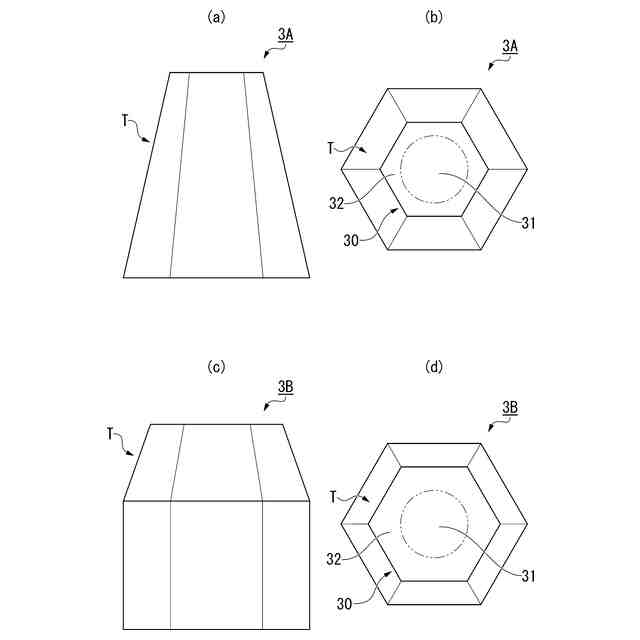
前記ダイス孔は、前記一方の側から前記反対側に向けて断面積が連続的に減少するテーパー部を有する、請求項1に記載のヒートシンクの製造方法。
【請求項7】
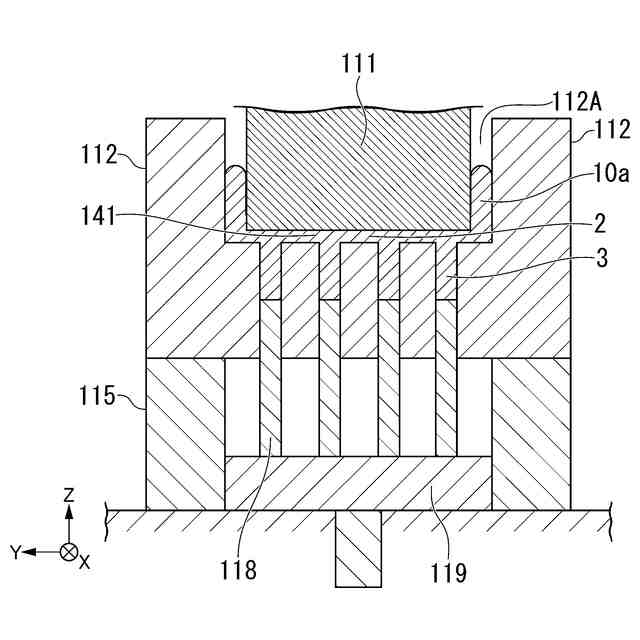
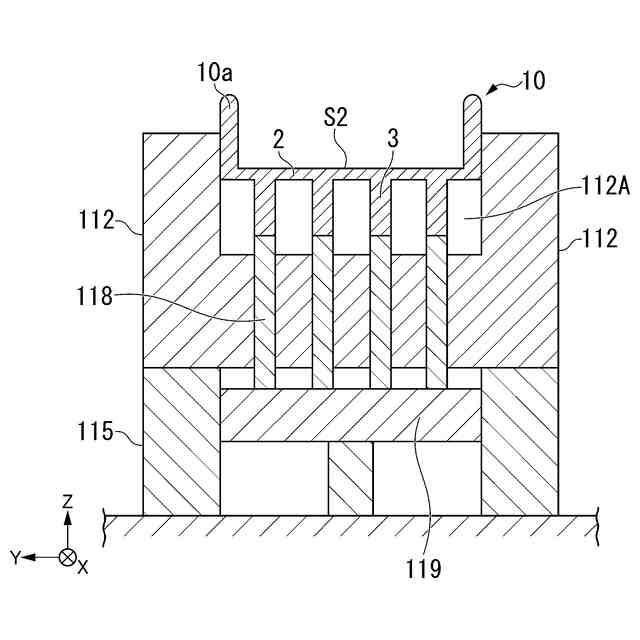
板状のベース部と、前記ベース部の一方又は双方の表面に設けられた複数のピンフィンと、を備え、
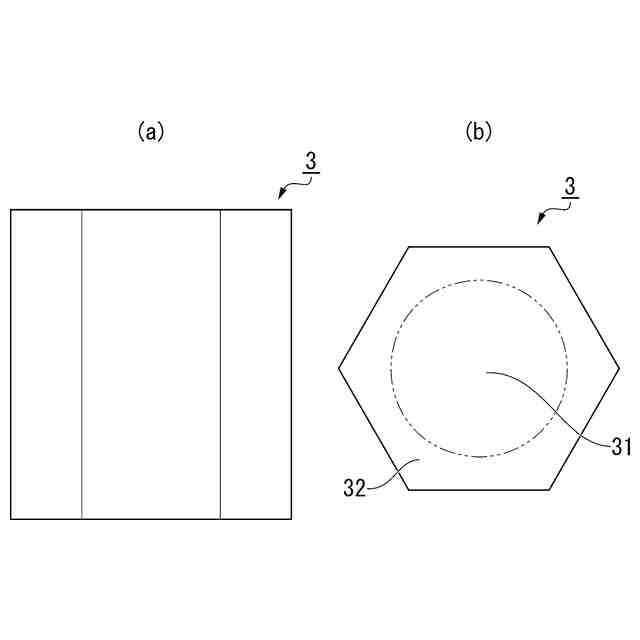
前記ピンフィンは、平面視六角形又は略六角形であり、
前記ピンフィンの先端は、円形の平坦部及び前記平坦部の外周に設けられ、前記平坦部から立接する余肉部と、を含む、ヒートシンク。
【請求項8】
前記ピンフィンは、前記ベース部から離間した端部に、軸方向に垂直な断面積が連続的に減少するテーパー領域を有する、請求項7に記載のヒートシンク。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ヒートシンクの製造方法及びヒートシンクに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
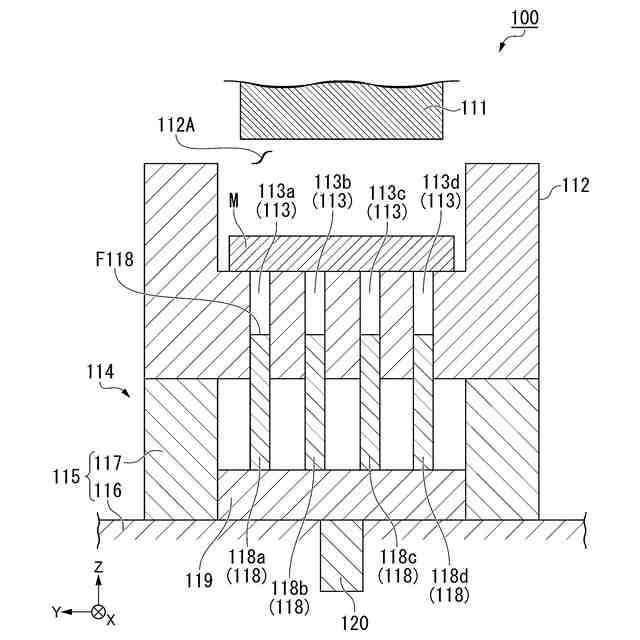
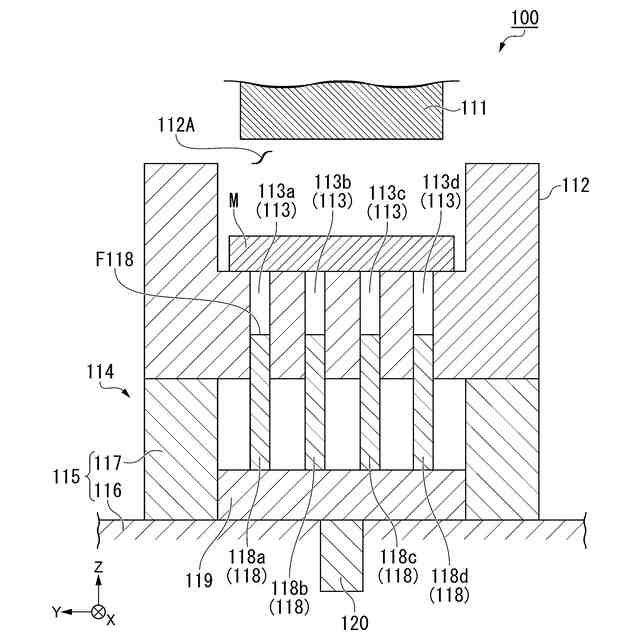
ヒートシンクとして、板状のベース部及び当該ベース部の一方の表面に設けられた複数のピンフィン(放熱フィン)を含む構造のものが知られている(例えば、特許文献1)。特許文献1のヒートシンクには、平面視して蛇行した形状を有する第1放熱フィン及び六角形の第2放熱フィンが設けられている。このような構造のヒートシンクを製造する方法として、鍛造法が知られている。鍛造法としては、複数の孔を有するダイスの上に、ヒートシンクの原料である金属材料を配置し、パンチを用いて金属材料をダイスに向けて加圧することによって、金属材料をダイスの外周方向に延伸させてベース部を形成させると共に、複数の孔のそれぞれに流入させてピンフィンを形成させる方法が知られている。
【0003】
鍛造加工装置では、ピンフィンを成形するためのダイス孔に対し、鍛造成形後に金型から製品を排出するためのノックアウトピン(ノックピン)がセットされるが、ノックアウトピンはダイス孔と同じ形状のものを使用するのが一般的である。その理由は、ダイス孔とは異なる形状ノックアウトピンを使用すると、ダイス孔とノックアウトピンの間に隙間が発生し、該隙間が大きい場合にノックアウトピンに曲げや折れ等の不具合が発生し得ると考えられるためである。
【0004】
すなわち、特許文献1のヒートシンクの第2放熱フィンを形成する場合、六角形のダイス孔を有するダイス(下型)を用いて、平面視六角形の細長いノックアウトピンを形成すると考えられる。ノックアウトピンが円柱状の場合、センタレス研削加工法などの方法を用いることができるため、比較的短期間で製作可能であり、加工も比較的容易であるため、安価で精度のよいピンを製作することが可能である。
【先行技術文献】
【特許文献】
【0005】
特許第6462737号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1のような六角形のピンフィンに対応するノックアウトピンを製作する場合、センタレス研削加工法により製作することができず、切削加工などの方法で製作せざるを得ない。その場合、細長いピンを製作する際、製品の保持や加工中の変形(曲がり)などが起こるため加工は非常に困難であり、製作にも多くの時間を要するため、製作費が非常に高価になってしまう。従って、金型費の増大につながり、それを用いて成形した場合、製品価格も高価になってしまう。また、冷媒を均一に流動させることが可能なヒートシンクが求められていた。
【0007】
本発明は、上記事情に鑑みてなされた発明であり、六角形又は略六角形のピンフィンを備えるヒートシンクを安価で製造することが可能なヒートシンクの製造方法及び当該ヒートシンクの製造方法により製造され、ジャケットと密着し、冷媒を均一に流動させることが可能なヒートシンクを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するために、以下の手段を提供する。
【0009】
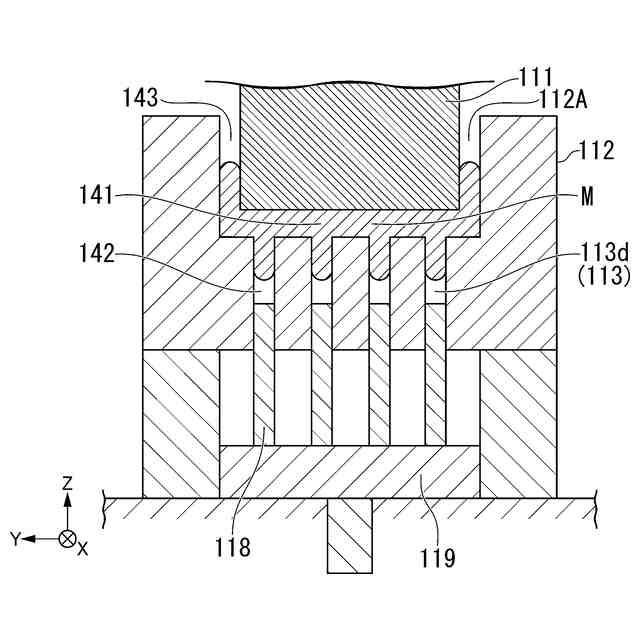
(1)本発明の一態様に係るヒートシンクの製造方法は、平面視六角形又は略六角形の複数のダイス孔が形成されたダイスに一方の側に金属材料を配置する配置工程と、前記一方の側の反対側からノックアウトピンが前記ダイス孔に挿入された前記ダイスに向けて前記金属材料を加圧し、前記金属材料を前記ダイス孔に流入させることによりピンフィンを形成する加圧工程と、前記ノックアウトピンを押し上げ、ピンフィンが形成された鍛造成形材料を前記ダイスから排出させる排出工程とを有し、
前記ノックアウトピンの先端部は平面視円形であり、前記ノックアウトピンの先端部の直径は、前記ダイス孔の最も断面積が小さい最小領域における六角形又は略六角形の内接円の直径以下である。
【0010】
(2)上記(1)のヒートシンクの製造方法において、前記ノックアウトピンの先端部の直径は、前記内接円の直径の1/2倍以上であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
2か月前
個人
ヘッダー加工機
9日前
株式会社プロテリアル
鍛造装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
トヨタ自動車株式会社
金型装置
5か月前
株式会社不二越
NC転造盤
3か月前
工機ホールディングス株式会社
ニブラ
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
8日前
株式会社TMEIC
監視装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
24日前
株式会社トラバース
パンチング加工装置
1か月前
日産自動車株式会社
逐次成形方法
4か月前
株式会社アマダ
曲げ加工機
2か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社カネミツ
筒張出部形成方法
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2日前
株式会社三明製作所
転造装置
4か月前
株式会社不二越
転造加工用平ダイス
2か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
本田技研工業株式会社
鍛造用金型
3か月前
株式会社エナテック
製品分離システム
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
5か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トックス プレソテクニック株式会社
接合装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
トヨタ紡織株式会社
パンチ及びプレス金型
29日前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































