TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014318
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023116787
出願日
2023-07-18
発明の名称
順送プレス装置、及び制御方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
28/04 20060101AFI20250123BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】打ち抜き加工位置のずれを精確に調整できる順送プレス装置、及び制御方法を提供する。
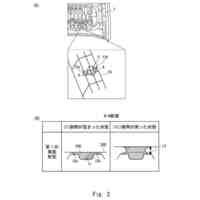
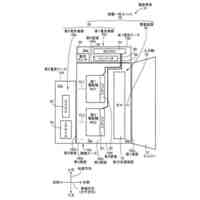
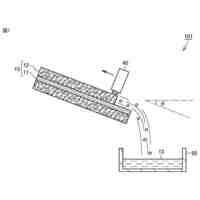
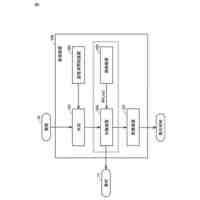
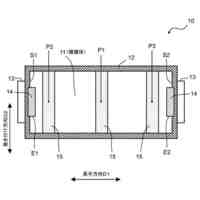
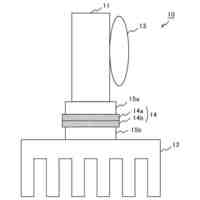
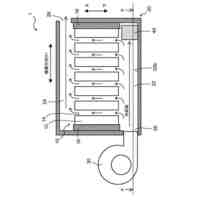
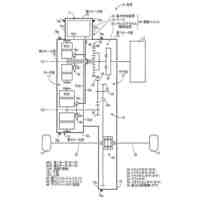
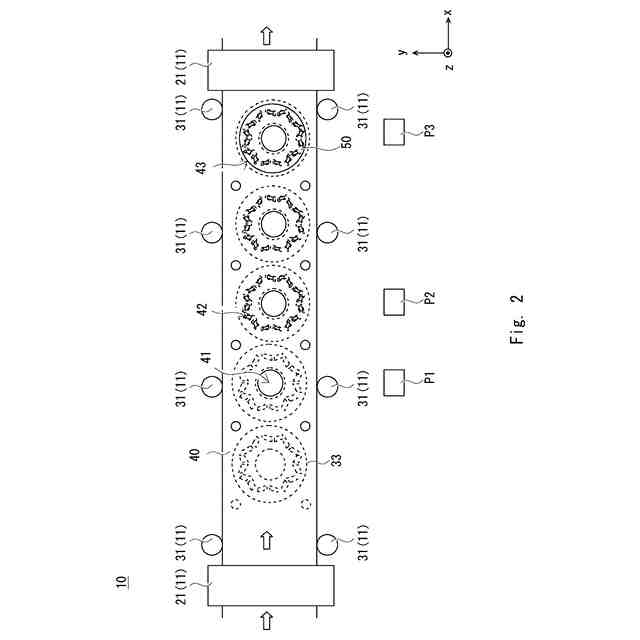
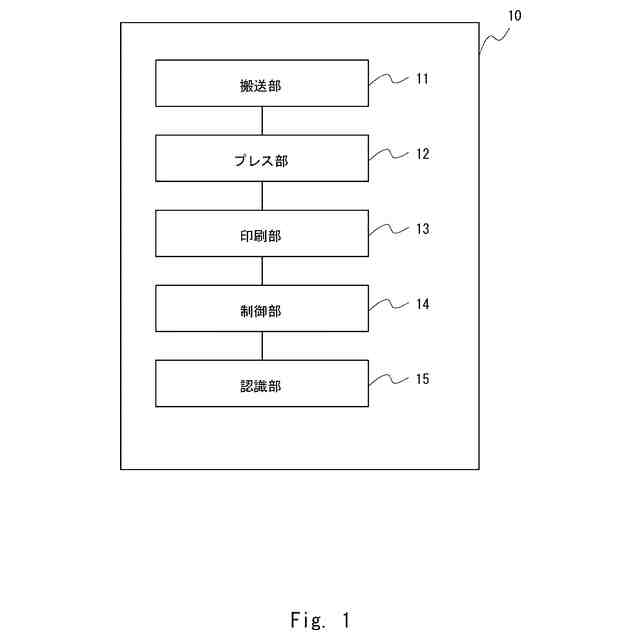
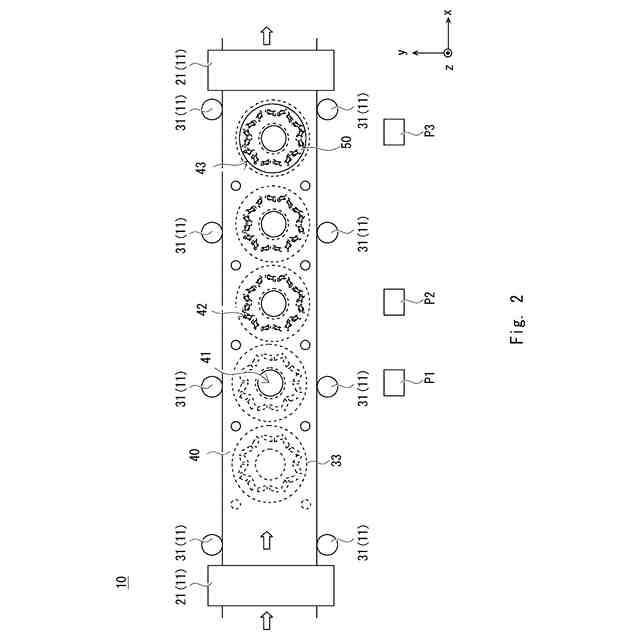
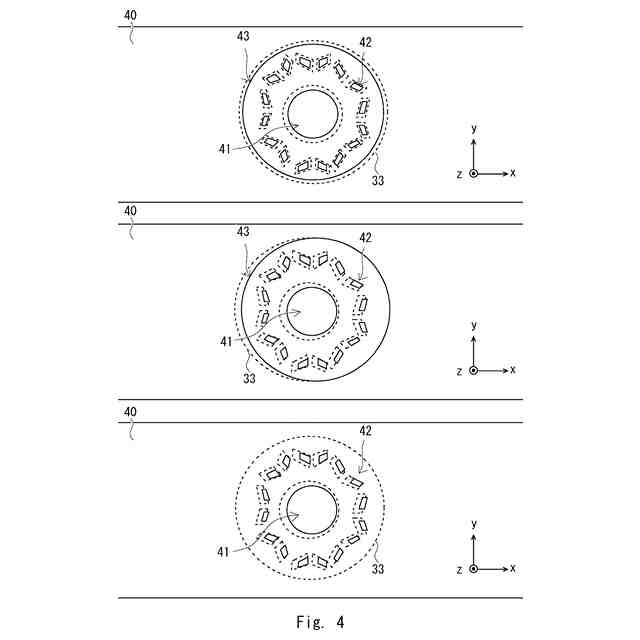
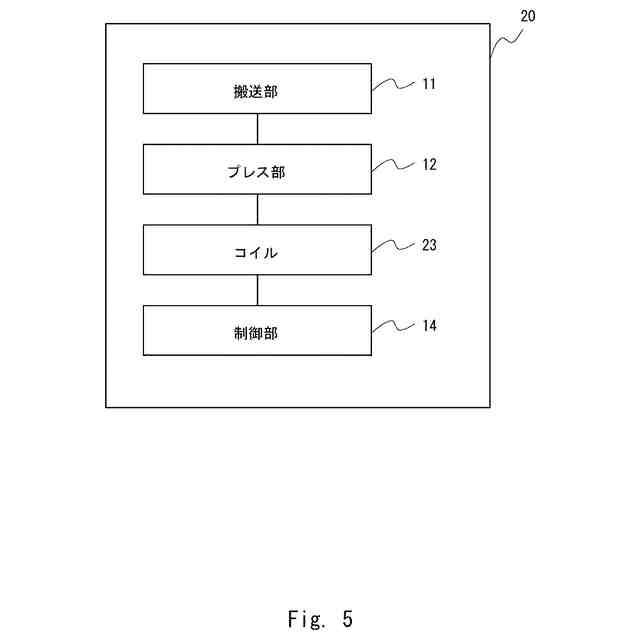
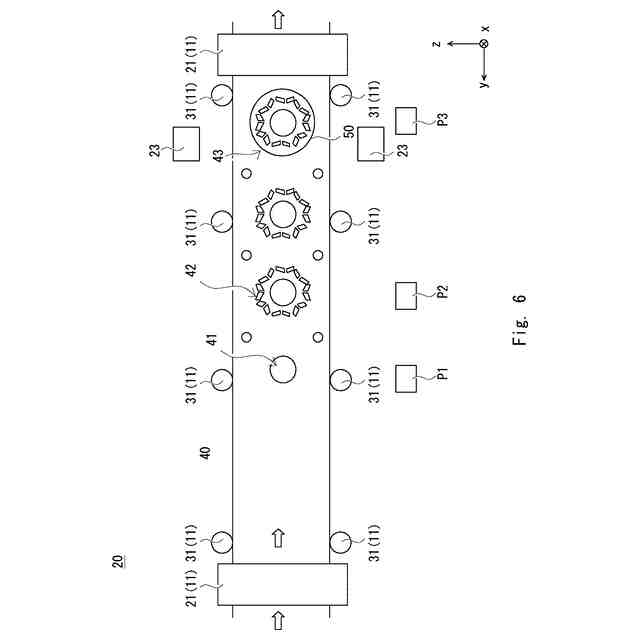
【解決手段】本開示に係る順送プレス装置10は、帯状鋼板を搬送する搬送部11と、帯状鋼板40の搬送方向に並んだ複数のプレス機P1、P2、P3と、帯状鋼板40に対して、複数のプレス機の打抜き箇所を示す輪郭線33を印刷する印刷部と、帯状鋼板の打ち抜き加工後の輪郭線33の形状を認識する認識部と、を備える。印刷部によって輪郭線33が印刷された帯状鋼板40を、搬送部11により搬送しながら、輪郭線33に基づいて複数のプレス機P1、P2、P3によって順次打ち抜き加工する順送プレス装置10である。順送プレス装置10は、帯状鋼板40の打ち抜き加工後の輪郭線33の形状に基づいて、搬送部11における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する。
【選択図】図2
特許請求の範囲
【請求項1】
帯状鋼板を搬送する搬送部と、
前記帯状鋼板の搬送方向に並んだ複数のプレス機と、
前記帯状鋼板に対して、前記複数のプレス機の打抜き箇所を示す輪郭線を印刷する印刷部と、
前記帯状鋼板の打ち抜き加工後の前記輪郭線の形状を認識する認識部と、
を備え、
前記印刷部によって前記輪郭線が印刷された前記帯状鋼板を、前記搬送部により搬送しながら、前記輪郭線に基づいて前記複数のプレス機によって順次打ち抜き加工する順送プレス装置であって、
前記認識部が認識した前記輪郭線の形状に基づいて、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する、
順送プレス装置。
続きを表示(約 720 文字)
【請求項2】
前記認識部は、前記輪郭線の形状を画像により認識し、
前記画像において、前記帯状鋼板の輪郭線が打ち抜き加工されることによって欠けている場合に、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する、
請求項1に記載の順送プレス装置。
【請求項3】
前記帯状鋼板における輪郭線と打ち抜き加工により形成される穴の縁とのずれ量及びずれ方向に基づいて、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する、
請求項1又は2に記載の順送プレス装置。
【請求項4】
帯状電磁鋼板を搬送しながら、前記帯状電磁鋼板の搬送方向に並んだ複数のプレス機によって順次打ち抜き加工する順送プレス装置であって、
前記帯状電磁鋼板の側面から所定の間隔を隔てて設けられたコイルを備え、
前記帯状電磁鋼板を搬送することによって生じるコイルの誘導電流の値に基づいて、前記帯状電磁鋼板の搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する、
順送プレス装置。
【請求項5】
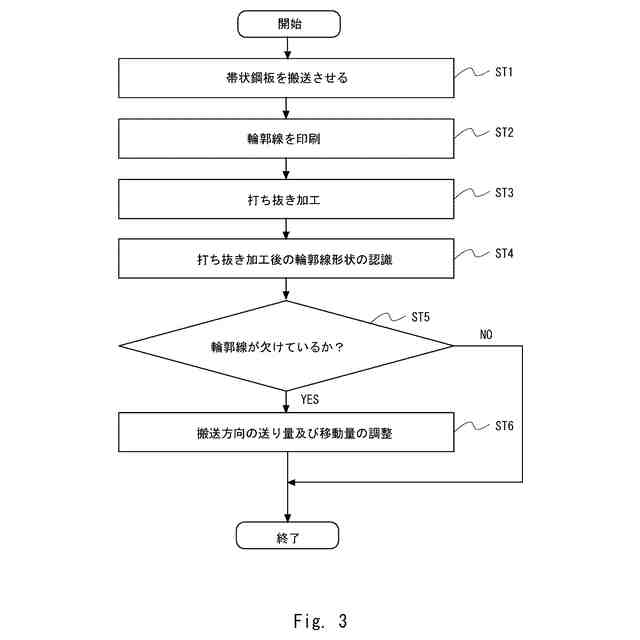
複数のプレス機の打抜き箇所を示す輪郭線が印刷された帯状鋼板を搬送しながら、前記輪郭線に基づいて前記複数のプレス機によって順次打ち抜き加工する順送プレス装置の制御方法であって、
前記帯状鋼板の打ち抜き加工後の前記輪郭線の形状を認識し、
認識した前記輪郭線の形状に基づいて、前記帯状鋼板の搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する、
処理をコンピュータが実行する、
制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、順送プレス装置、及び制御方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ロータコアやステータコアなどのモータコアは、電磁鋼板を積層して形成される。電磁鋼板は、例えば、プレス機により打ち抜き加工がされる。打ち抜き穴がずれた電磁鋼板が積層されないようにするために、打ち抜き加工位置のずれを解消する技術の開発が行われている。
【0003】
例えば、特許文献1には、打ち抜き加工位置のずれを解消する順送プレス装置が開示されている。特許文献1に開示された順送プレス装置は、打ち抜き加工の基準となるパイロットピンの4側面に荷重センサが設けられている。特許文献1に開示された順送プレス装置では、送り方向に対する上下左右4方向の荷重結果に基づいて、打ち抜き加工位置のずれを解消している。
【先行技術文献】
【特許文献】
【0004】
特開2019-047689号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1に開示された順送プレス装置では、送り方向に対して斜めにずれている場合には、打ち抜き加工位置のずれを精確に調整することが困難であった。
【0006】
本開示は、このような事情に鑑みなされたものであって、打ち抜き加工位置のずれを精確に調整できる順送プレス装置、及び制御方法を提供する。
【課題を解決するための手段】
【0007】
本開示に係る順送プレス装置は、
帯状鋼板を搬送する搬送部と、
前記帯状鋼板の搬送方向に並んだ複数のプレス機と、
前記帯状鋼板に対して、前記複数のプレス機の打抜き箇所を示す輪郭線を印刷する印刷部と、
前記帯状鋼板の打ち抜き加工後の前記輪郭線の形状を認識する認識部と、
を備え、
前記印刷部によって前記輪郭線が印刷された前記帯状鋼板を、前記搬送部により搬送しながら、前記輪郭線に基づいて前記複数のプレス機によって順次打ち抜き加工する順送プレス装置であって、
前記認識部が認識した前記輪郭線の形状に基づいて、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する。
【0008】
本開示に係る順送プレス装置は、輪郭線の形状から、打ち抜き加工位置がずれていることを判定できる。そのため、搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御することによって、打ち抜き加工位置のずれを精確に調整できる。
【0009】
前記認識部は、前記輪郭線の形状を画像により認識し、
前記画像において、前記帯状鋼板の輪郭線が打ち抜き加工されることによって欠けている場合に、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御してもよい。
このような構成により、順送プレス装置は、輪郭線が欠けていることにより、打ち抜き加工位置がずれていることを判定できる。そのため、搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御することによって、打ち抜き加工位置のずれを精確に調整できる。
【0010】
さらに、前記帯状鋼板における輪郭線と打ち抜き加工により形成される穴の縁とのずれ量及びずれ方向に基づいて、前記搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御してもよい。
このような構成により、順送プレス装置は、輪郭線と打ち抜いた穴の縁とがずれていることにより、打ち抜き加工位置がずれていることを判定できる。そして、輪郭線と打ち抜いた穴の縁とずれ量及びずれ方向から搬送部における搬送方向の送り量及び幅方向の移動量の少なくとも一方を制御する。そのため、打ち抜き加工位置のずれを精確に調整できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
パネル
1日前
トヨタ自動車株式会社
モータ
1日前
トヨタ自動車株式会社
二次電池
5日前
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
情報機器
1日前
トヨタ自動車株式会社
電動車両
5日前
トヨタ自動車株式会社
回転電機
2日前
トヨタ自動車株式会社
内燃機関
5日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
内燃機関
2日前
トヨタ自動車株式会社
剥離装置
6日前
トヨタ自動車株式会社
関節機構
7日前
トヨタ自動車株式会社
予測方法
7日前
トヨタ自動車株式会社
ステータ
9日前
トヨタ自動車株式会社
製造装置
6日前
トヨタ自動車株式会社
ドローン
6日前
トヨタ自動車株式会社
エンジン
6日前
トヨタ自動車株式会社
二次電池
7日前
トヨタ自動車株式会社
電源装置
1日前
トヨタ自動車株式会社
電池パック
6日前
トヨタ自動車株式会社
電気自動車
8日前
トヨタ自動車株式会社
電気自動車
9日前
トヨタ自動車株式会社
電池パック
9日前
トヨタ自動車株式会社
電池パック
5日前
トヨタ自動車株式会社
電気自動車
9日前
トヨタ自動車株式会社
カバー部材
1日前
トヨタ自動車株式会社
情報処理装置
5日前
トヨタ自動車株式会社
情報処理装置
7日前
トヨタ自動車株式会社
駆動ユニット
5日前
トヨタ自動車株式会社
地図作成装置
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ