TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021649
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125513
出願日
2023-08-01
発明の名称
パイプの製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
5/01 20060101AFI20250206BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】座屈の発生を抑制する。
【解決手段】軸線に沿って延びるパイプの製造方法は、ブランク材を、軸線に沿って延びる部材であって、断面がU字状の部材であるU字状部材に成形することと、U字状部材を、パイプの形状に成形することと、を備える。パイプは、大径部と、小径部と、縮径部と、を有する。縮径部は、大径部と小径部とを繋ぐ。パイプの製造方法では、ブランク材又はU字状部材における縮径部に対応する部分に、パイプの軸線に沿って延びる少なくとも1つのビードが形成される。
【選択図】図7
特許請求の範囲
【請求項1】
軸線に沿って延びるパイプの製造方法であって、
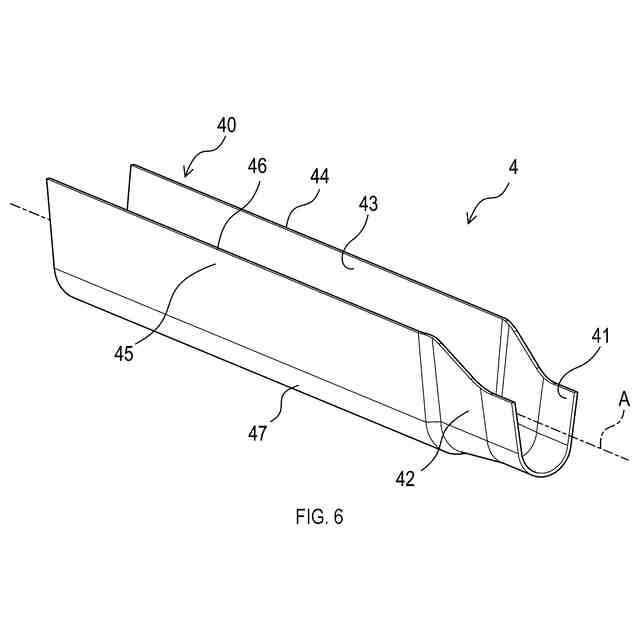
金属の板状の部材であるブランク材を、前記軸線に沿って延びる部材であって、前記軸線に直交する断面がU字状の部材であるU字状部材に成形することと、
前記U字状部材を、前記パイプの形状に成形することと、
を備え、
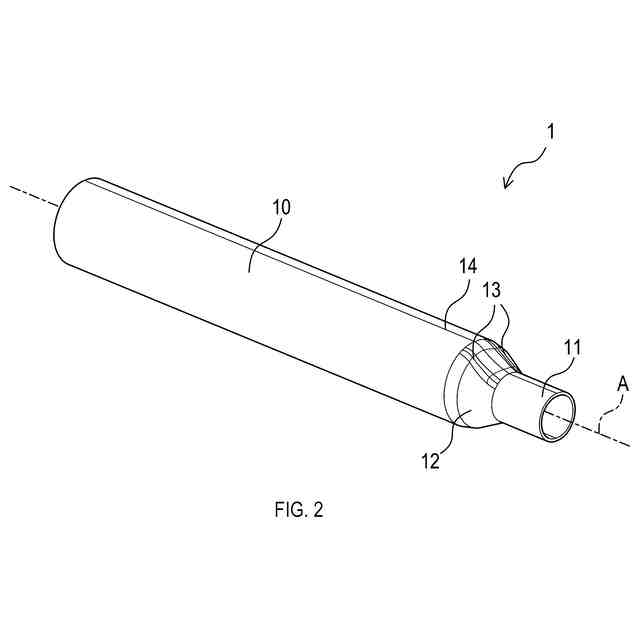
前記パイプは、
前記断面の径が相対的に大きい大径部と、
前記断面の径が相対的に小さい小径部と、
前記大径部と前記小径部とを繋ぎ、前記小径部に向かうに従い、前記断面の径が小さくなる縮径部と、を有し、
前記パイプの製造方法は、前記ブランク材又は前記U字状部材における前記縮径部に対応する部分に、前記パイプの前記軸線に沿って延びる少なくとも1つのビードを形成することをさらに備える
パイプの製造方法。
続きを表示(約 850 文字)
【請求項2】
請求項1に記載のパイプの製造方法であって、
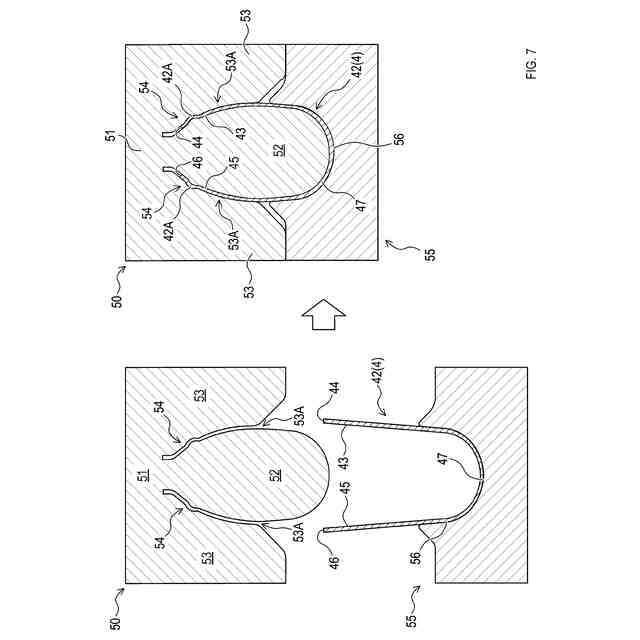
前記U字状部材は、前記断面の第1端を含む第1端部と、前記断面の第2端を含む第2端部とを有し、
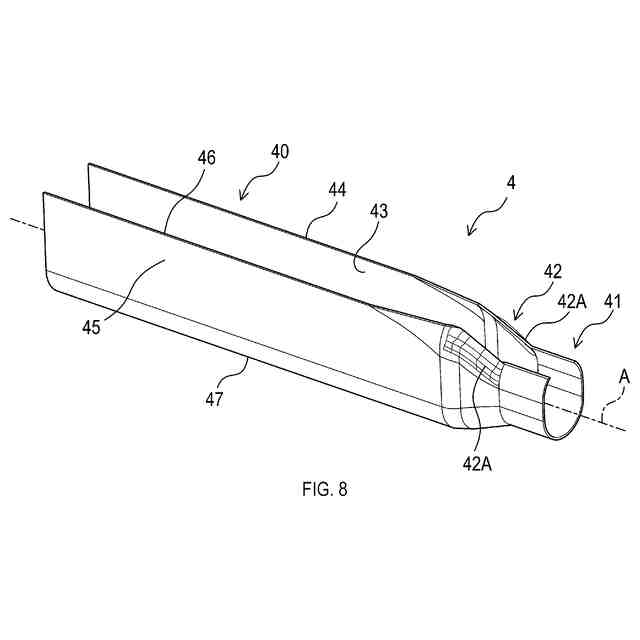
前記パイプの製造方法は、前記第1端と前記第2端とが互いに接近するように、前記第1及び第2端部を曲げることをさらに備え、
前記ビードは、前記U字状部材の前記第1及び第2端部を曲げる際に、前記第1及び又は第2端部に形成される
パイプの製造方法。
【請求項3】
請求項1又は請求項2に記載のパイプの製造方法であって、
前記パイプは、前記U字状部材における前記断面の第1端及び第2端が接合された部分である突合せ部をさらに有し、
前記ブランク材又は前記U字状部材における前記縮径部に対応する部分には、少なくとも2つの前記ビードが形成され、前記U字状部材を前記パイプの形状に成形した際、2つの前記ビードは、前記突合せ部を挟むように前記縮径部に配置される
パイプの製造方法。
【請求項4】
請求項1又は請求項2に記載のパイプの製造方法であって、
前記U字状部材を前記パイプの形状に成形した際、前記ビードは、前記パイプの前記縮径部における前記大径部との境界又は前記境界の付近を通過する
パイプの製造方法。
【請求項5】
請求項1又は請求項2に記載のパイプの製造方法であって、
前記パイプは、前記U字状部材における前記断面の第1端及び第2端が接合された部分である突合せ部をさらに有し、
前記U字状部材を前記パイプの形状に成形した際、前記ビードは、前記縮径部における前記突合せ部の周辺にて前記突合せ部に沿って延びる
パイプの製造方法。
【請求項6】
請求項1又は請求項2に記載のパイプの製造方法であって、
前記パイプは車両のインパネリインフォースメントに用いられる、
パイプの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、パイプの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
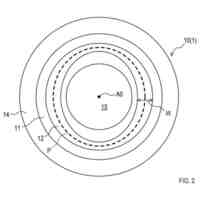
特許文献1に記載されているように、UO曲げにより、大径部と、大径部よりも径の小さい小径部と、大径部と小径部とを繋ぐ縮径部とを有するパイプを形成する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2021-070040号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、大径部の径が大きくなったり、縮径部のパイプ伸長方向の長さが短くなったりすると、O曲げを行う際に縮径部に座屈が生じる恐れがある。
本開示の一態様では、座屈の発生を抑制するのが望ましい。
【課題を解決するための手段】
【0005】
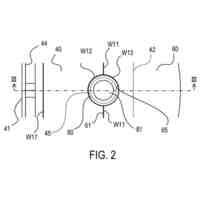
本開示の一態様は、軸線に沿って延びるパイプの製造方法ある。該製造方法は、金属の板状の部材であるブランク材を、軸線に沿って延びる部材であって、軸線に直交する断面がU字状の部材であるU字状部材に成形することと、U字状部材を、パイプの形状に成形することと、を備える。パイプは、大径部と、小径部と、縮径部と、を有する。大径部は、断面の径が相対的に大きい。小径部は、断面の径が相対的に小さい。縮径部は、大径部と小径部とを繋ぎ、小径部に向かうに従い、断面の径が小さくなる。パイプの製造方法は、ブランク材又はU字状部材における縮径部に対応する部分に、パイプの軸線に沿って延びる少なくとも1つのビードを形成することをさらに備える。
【0006】
上記構成によれば、ビードにより、ブランク材における縮径部に対応する箇所の剛性が向上する。このため、U字状部材をパイプの形状に成形する際に、座屈が発生するのを抑制できる。
【0007】
本開示の一態様は、U字状部材は、断面の第1端を含む第1端部と、断面の第2端を含む第2端部とを有してもよい。パイプの製造方法は、第1端と第2端とが互いに接近するように、第1及び第2端部を曲げることをさらに備えてもよい。ビードは、U字状部材の第1及び第2端部を曲げる際に、第1及び又は第2端部に形成されてもよい。
【0008】
上記構成によれば、好適に縮径部にビードを形成できる。
本開示の一態様は、パイプは、U字状部材における断面の第1端及び第2端が接合された部分である突合せ部をさらに有してもよい。ブランク材又はU字状部材における縮径部に対応する部分には、少なくとも2つのビードが形成され、U字状部材をパイプの形状に成形した際、2つのビードは、突合せ部を挟むように縮径部に配置されてもよい。
【0009】
上記構成によれば、U字状部材をパイプの形状に成形する際に応力が集中し易い部分に、ビードを設けることができる。このため、より好適に座屈の発生を抑制できる。
本開示の一態様では、U字状部材をパイプの形状に成形した際、ビードは、パイプの縮径部における大径部との境界又は境界の付近を通過してもよい。
【0010】
上記構成によれば、U字状部材をパイプの形状に成形する際に応力が集中し易い部分に、ビードを設けることができる。このため、より好適に座屈の発生を抑制できる。
本開示の一態様は、パイプは、U字状部材における断面の第1端及び第2端が接合された部分である突合せ部をさらに有してもよい。U字状部材をパイプの形状に成形した際、ビードは、縮径部における突合せ部の周辺にて突合せ部に沿って延びてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
溶接部材
18日前
フタバ産業株式会社
熱交換構造
18日前
フタバ産業株式会社
電池パック
21日前
フタバ産業株式会社
排気系装置
25日前
フタバ産業株式会社
バッテリケース
18日前
フタバ産業株式会社
バッテリケース
20日前
フタバ産業株式会社
金属部品の製造方法
19日前
フタバ産業株式会社
溶接部材の製造方法
19日前
フタバ産業株式会社
二酸化炭素施用装置
21日前
フタバ産業株式会社
二酸化炭素施用装置
21日前
フタバ産業株式会社
二酸化炭素施用装置
21日前
フタバ産業株式会社
二酸化炭素施用装置
21日前
フタバ産業株式会社
台車、及び搬送システム
1か月前
フタバ産業株式会社
二酸化炭素施用装置、及び二酸化炭素の施用方法
21日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
20日前
株式会社TMEIC
監視装置
18日前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社トラバース
パンチング加工装置
12日前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社三明製作所
転造装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ