TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059922
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170324
出願日
2023-09-29
発明の名称
排気系装置
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F01N
13/18 20100101AFI20250403BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】溶接に必要なスペースを理由とした排気系装置の大型化を抑制する。
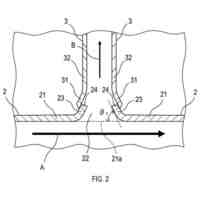
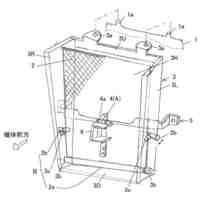
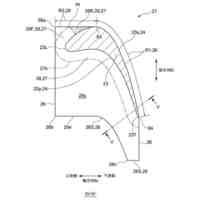
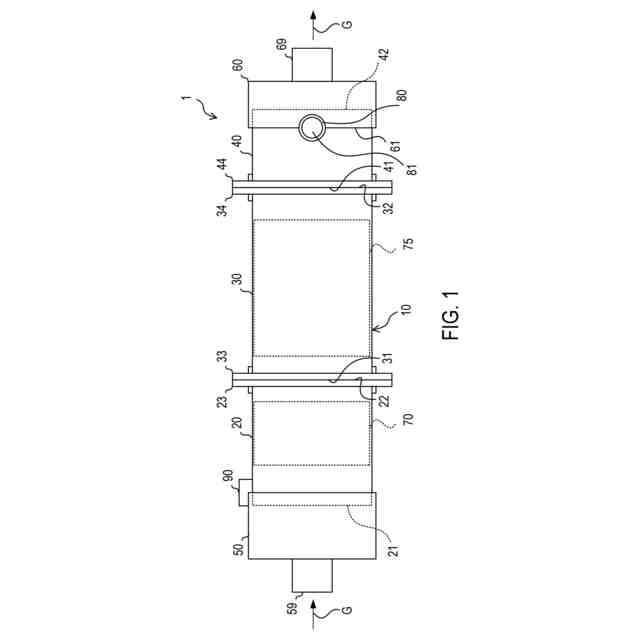
【解決手段】排気系装置は、筒状部材と、連結部材と、被溶接部材とを備える。連結部材は、筒状部材の開口端を少なくとも部分的に覆うように、筒状部材に連結される。被溶接部材は、筒状部材の側部に配置される。連結部材は、筒状部材と溶接により連結される。筒状部材及び連結部材の少なくとも一方は、筒状部材と連結部材との境界に、被溶接部材の外縁に対応する形状を有する切欠き部を備える。被溶接部材は、切欠き部の内側に部分的に収容されるように、筒状部材と連結部材との境界に配置され、筒状部材及び連結部材の少なくとも一方と溶接される。
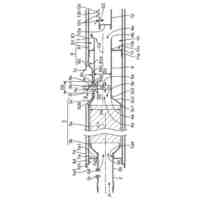
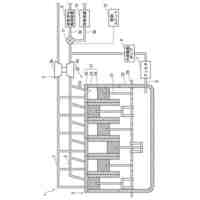
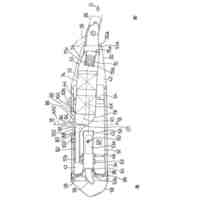
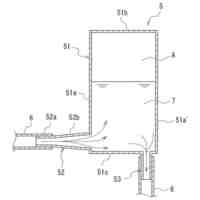
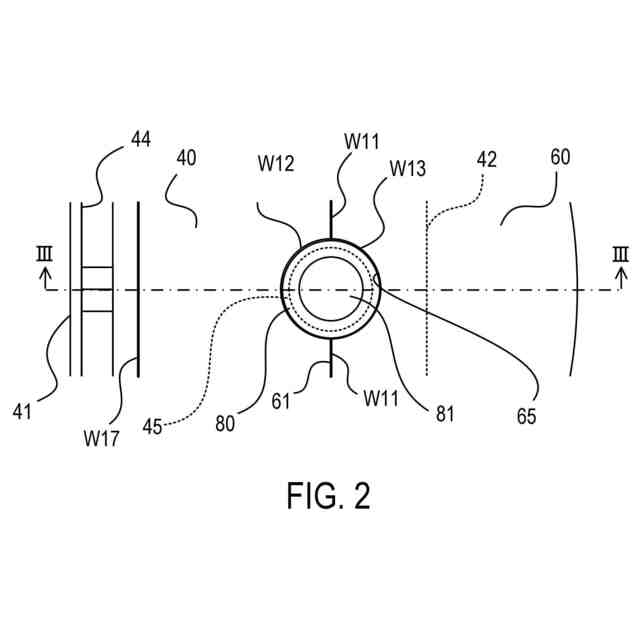
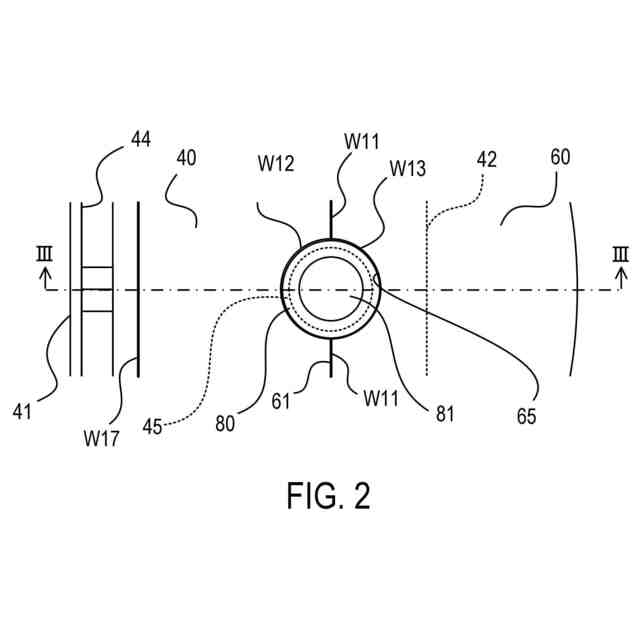
【選択図】図2
特許請求の範囲
【請求項1】
排気ガスが流れるように構成される筒状部材と、
前記筒状部材の開口端を少なくとも部分的に覆うように、前記筒状部材に連結される連結部材と、
前記筒状部材の側部に配置される被溶接部材と、
を備え、
前記連結部材は、前記筒状部材と溶接により連結され、
前記筒状部材及び前記連結部材の少なくとも一方は、前記筒状部材と前記連結部材との境界に、前記被溶接部材の外縁に対応する形状を有する切欠き部を備え、
前記被溶接部材は、前記切欠き部の内側に部分的に収容されるように、前記筒状部材と前記連結部材との境界に配置され、前記筒状部材及び前記連結部材の少なくとも一方と溶接される排気系装置。
続きを表示(約 520 文字)
【請求項2】
前記被溶接部材は、その周囲で、前記筒状部材及び前記連結部材と溶接される請求項1記載の排気系装置。
【請求項3】
前記筒状部材は、前記排気ガスに対する浄化用部材を内側に収容するケースであり、
前記被溶接部材は、前記筒状部材の内側に部品を取り付けるためのボスであり、
前記筒状部材と前記連結部材との境界には、前記切欠き部に対応する位置に、前記筒状部材の内側に通じる孔が形成されている請求項1記載の排気系装置。
【請求項4】
前記被溶接部材は、円筒状の外形を有し、
前記切欠き部は、前記被溶接部材の外縁に相似する円弧状の切欠き部である請求項1記載の排気系装置。
【請求項5】
前記連結部材は、前記開口端の周囲で、前記筒状部材の側部を外側から覆うように、前記筒状部材に連結され、
前記切欠き部は、前記連結部材に少なくとも設けられる請求項1~請求項4のいずれか一項記載の排気系装置。
【請求項6】
前記筒状部材及び前記連結部材は、前記切欠き部の周囲において互いに突き合わせ溶接されている請求項1~請求項4のいずれか一項記載の排気系装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、排気系装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
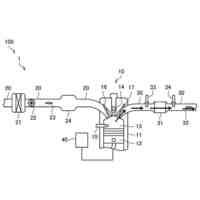
内燃機関の排気ガスが流れる排気系装置には、排気ガスの成分を検出するためのセンサが配置される。このセンサは、ボスを介して排気系装置に取り付けられる(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2011-208572号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ボスは、排気系装置のケースに溶接により接合される。しかしながらボスの周囲には、別の被溶接部が存在し得る。周知のように、溶接には、トーチを配置するためのスペースが必要である。従って、ボスの周囲に、溶接しなければならない部位が散在しているケースでは、それぞれの溶接に関してトーチを配置するためのスペースを確保しなければならないことが原因で、排気系装置が大型化する。
【0005】
そこで、本開示の一側面によれば、溶接に必要なスペースを理由とした排気系装置の大型化を抑制可能な技術を提供できることが望ましい。
【課題を解決するための手段】
【0006】
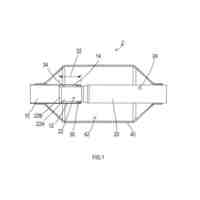
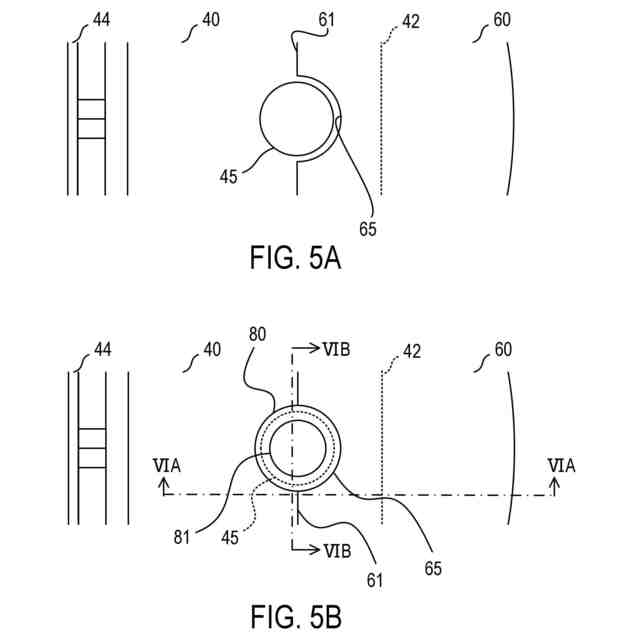
本開示の一側面に係る排気系装置は、筒状部材と、連結部材と、被溶接部材と、を備える。筒状部材は、排気ガスが流れるように構成される。連結部材は、筒状部材の開口端を少なくとも部分的に覆うように、筒状部材に連結される。被溶接部材は、筒状部材の側部に配置される。
【0007】
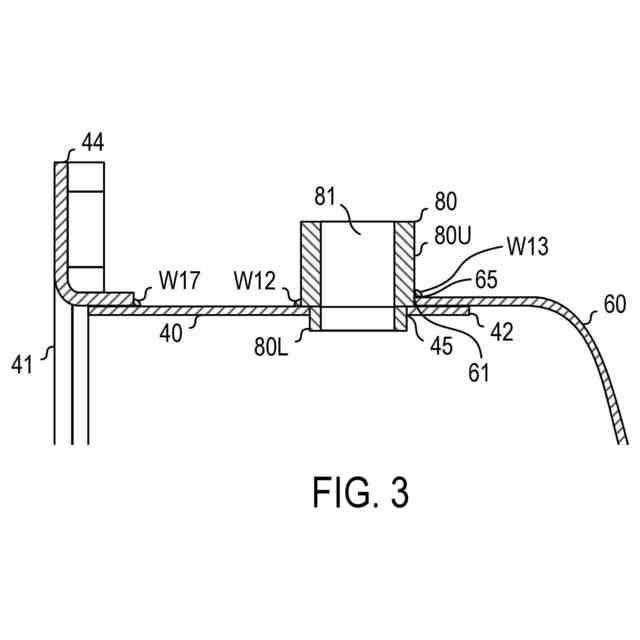
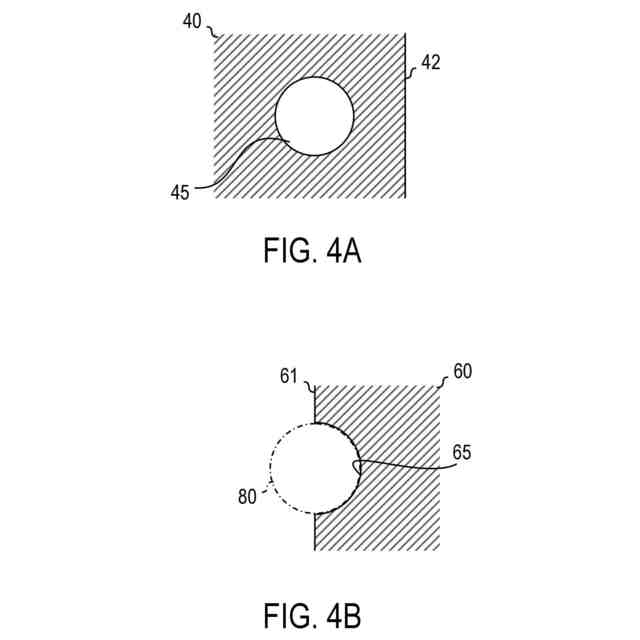
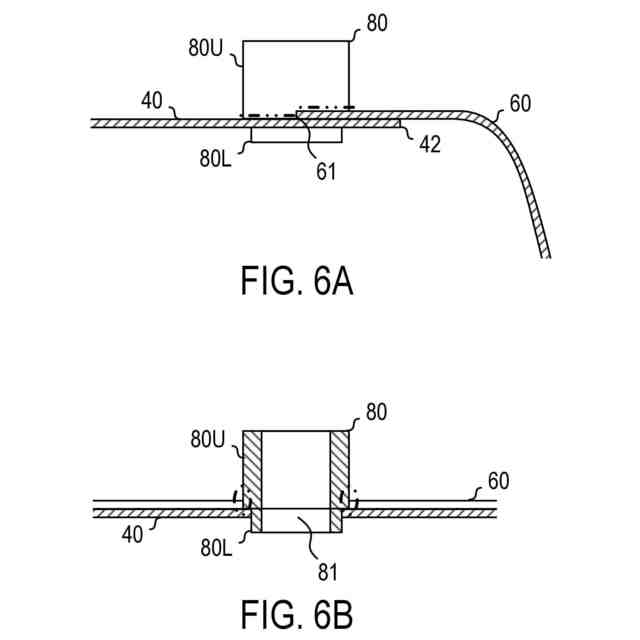
連結部材は、筒状部材と溶接により連結される。筒状部材及び連結部材の少なくとも一方は、筒状部材と連結部材との境界に、被溶接部材の外縁に対応する形状を有する切欠き部を備える。被溶接部材は、切欠き部の内側に部分的に収容されるように、筒状部材と連結部材との境界に配置されて、筒状部材及び連結部材の少なくとも一方と溶接される。
【0008】
従来では、筒状部材に対する被溶接部材の溶接と、筒状部材と連結部材との溶接が、筒状部材の軸方向において離れた地点で行われていた。このため、これらの溶接地点の間に、溶接に必要なスペースを確保しなければならなかった。このことが、排気系装置が軸方向において大型化する原因になっていた。
【0009】
本開示の一側面にかかる排気系装置の構成によれば、筒状部材と連結部材との溶接地点と、被溶接部材の筒状部材及び連結部材の少なくとも一方との溶接地点とを、筒状部材の軸方向において、一つのエリアにまとめることができる。従って、従来のような離間した複数地点の溶接に必要なスペースを確保しなくて済む。従って、この排気系装置によれば、溶接に必要なスペースを理由とした排気系装置の大型化を抑制可能である。
【0010】
本開示の一側面によれば、被溶接部材は、筒状部材及び連結部材と溶接され得る。本開示の一側面によれば、被溶接部材は、その周囲又は切欠き部の周囲で、筒状部材及び連結部材と溶接され得る。こうした溶接によれば、被溶接部材を筒状部材及び連結部材に適切に固定することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
マフラ
13日前
フタバ産業株式会社
排気部品
7日前
スズキ株式会社
エンジン
13日前
トヨタ自動車株式会社
触媒装置
24日前
トヨタ自動車株式会社
内燃機関の排気管
24日前
トヨタ自動車株式会社
圧力センサ診断装置
24日前
株式会社アイシン
発電システム
11日前
カワサキモータース株式会社
排気装置
11日前
フタバ産業株式会社
マフラ
13日前
トヨタ自動車株式会社
内燃機関の異常診断装置
4日前
フタバ産業株式会社
排気部品
7日前
トヨタ自動車株式会社
内燃機関の制御装置
24日前
トヨタ自動車株式会社
内燃機関の排気装置
24日前
ヤンマーホールディングス株式会社
エンジン装置
24日前
ヤンマーホールディングス株式会社
エンジン装置
24日前
日本碍子株式会社
熱電変換デバイス
7日前
ヤンマーホールディングス株式会社
エンジン装置
24日前
井関農機株式会社
ラジエータ
4日前
三菱自動車工業株式会社
内燃機関
13日前
三菱重工業株式会社
タービン静翼及びタービン
17日前
カワサキモータース株式会社
消音装置
17日前
株式会社SUBARU
吸排気システム
7日前
株式会社SUBARU
バルブユニット
7日前
トヨタ自動車株式会社
内燃機関用触媒冷却装置
13日前
カワサキモータース株式会社
乗物の排気マフラ
14日前
トヨタ自動車株式会社
リザーブタンクの流入部の構造
4日前
ヴィンゲーデー リミテッド
排出ガス処理デバイス
13日前
ヴィンゲーデー リミテッド
排出ガス後処理システム
13日前
三菱重工業株式会社
発電プラント及び発電プラントの運転方法
11日前
三菱自動車工業株式会社
内燃機関の制御システム
11日前
三菱自動車工業株式会社
エンジンの制御システム
17日前
井関農機株式会社
作業車のディーゼルエンジン排気浄化装置
4日前
三菱重工コンプレッサ株式会社
化学プラント用圧縮機トレイン
11日前
三菱重工業株式会社
蒸気タービン及び発電プラント並びに蒸気タービンの運転方法
11日前
三菱重工業株式会社
エンジンシステム、船舶、エンジンシステムの制御方法
26日前
株式会社東芝
タービン弁制御装置、タービン設備およびタービン弁駆動システム
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ