TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063628
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023173011
出願日
2023-10-04
発明の名称
溶接部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
26/21 20140101AFI20250409BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ナットと金属部材との接合強度を向上させる技術を提供する。
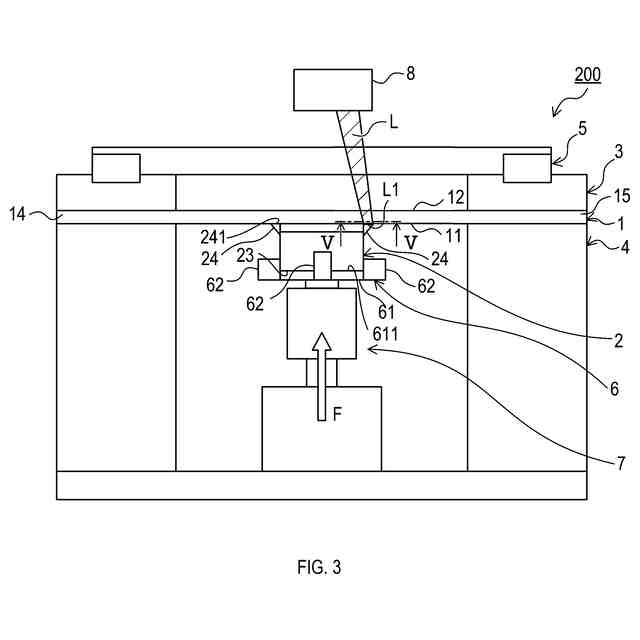
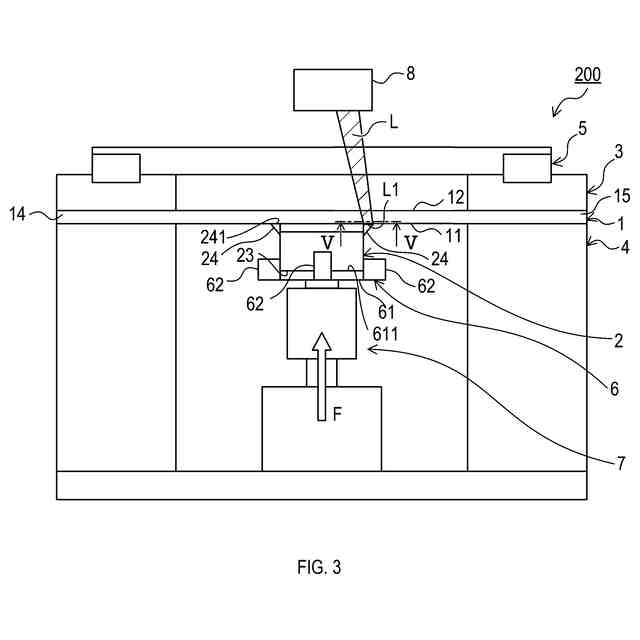
【解決手段】金属部材とナットとが溶接された溶接部材の製造方法である。溶接部材の製造方法は、金属部材が有する板状部の溶接面にナットを当接させ、板状部及びナットの少なくとも一方を押圧してナットを溶接面に密着させることを備える。また、溶接部材の製造方法は、板状部の溶接面とは反対側から、ナットの溶接面と密着する部分に向けてビームを照射し、金属部材及びナットをレーザ溶接することを備える。
【選択図】図3
特許請求の範囲
【請求項1】
金属部材とナットとが溶接された溶接部材の製造方法であって、
前記金属部材が有する板状部の溶接面に前記ナットを当接させ、前記板状部及び前記ナットの少なくとも一方を押圧して前記ナットを前記溶接面に密着させることと、
前記板状部の前記溶接面とは反対側から、前記ナットの前記溶接面と密着する部分に向けてビームを照射し、前記金属部材及び前記ナットをレーザ溶接することと、
を備える、溶接部材の製造方法。
続きを表示(約 510 文字)
【請求項2】
請求項1に記載の溶接部材の製造方法であって、
前記ナットは、当該ナットが前記溶接面に向かって押圧されることによって、前記溶接面に密着する、溶接部材の製造方法。
【請求項3】
請求項1又は請求項2に記載の溶接部材の製造方法であって、
前記ナットは、前記溶接面側に突出し、前記溶接面と当接する突起部を有し、
前記ビームは、前記突起部に向けて照射される、溶接部材の製造方法。
【請求項4】
請求項3に記載の溶接部材の製造方法であって、
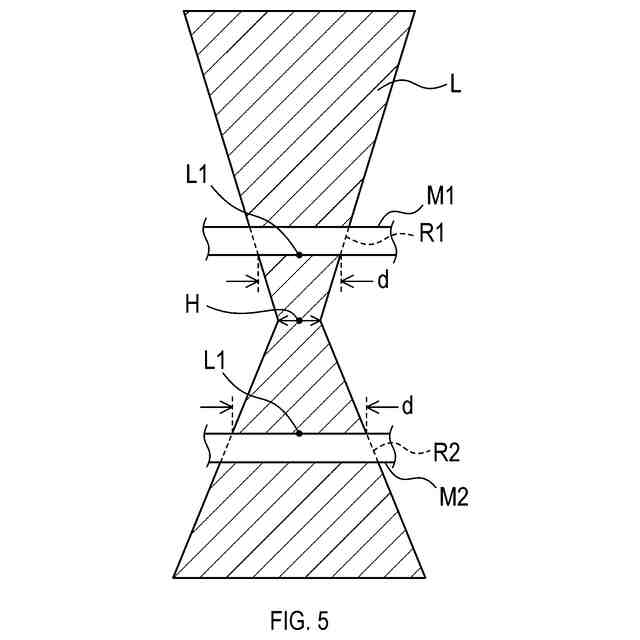
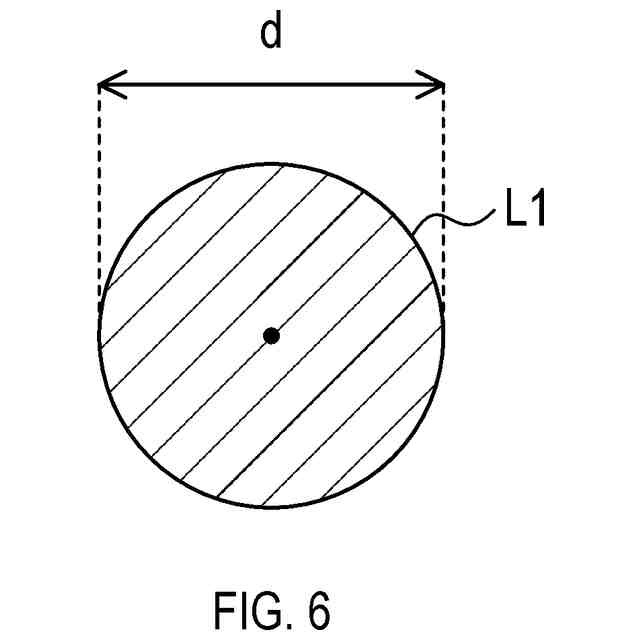
前記板状部と、前記ビームの仮想照射領域と、が交差する交差領域に含まれる交差面の面積が最小となる最小交差位置における前記ビームのビーム径は、前記突起部の最長幅の0.9倍以上の大きさであり、
前記最長幅とは、前記レーザ溶接の際に、前記ビームが照射される領域が移動する方向に沿った前記突起部の最長の長さである、溶接部材の製造方法。
【請求項5】
請求項1又は請求項2に記載の溶接部材の製造方法であって、
前記金属部材は、超ハイテン材により構成される、溶接部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
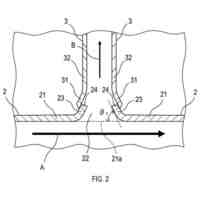
特許文献1には、突起を有するナットと鋼板とをレーザ溶接する溶接方法が開示されている。当該溶接方法では、突起を鋼板に当接させ、突起によりナットと鋼板との間に形成された隙間に向けて鋼板側からビームが照射される。
【先行技術文献】
【特許文献】
【0003】
特開2003-053567号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した溶接方法では、ビームが照射される位置において鋼板とナットとが離れているため、ビームにより溶融した鋼材がナットに向かって溶け出してもナットまで届かず、隙間が残る場合がある。また、上述した溶接方法では、ビームが照射された部分の熱膨張や熱収縮により溶接中にナットが傾き、ナット及び鋼板との溶接不良が生じやすくなる。これにより、ナットと鋼板との接合強度が低下するという問題があった。
【0005】
本開示の一局面は、ナットと金属部材との接合強度を向上させる技術を提供することを目的としている。
【課題を解決するための手段】
【0006】
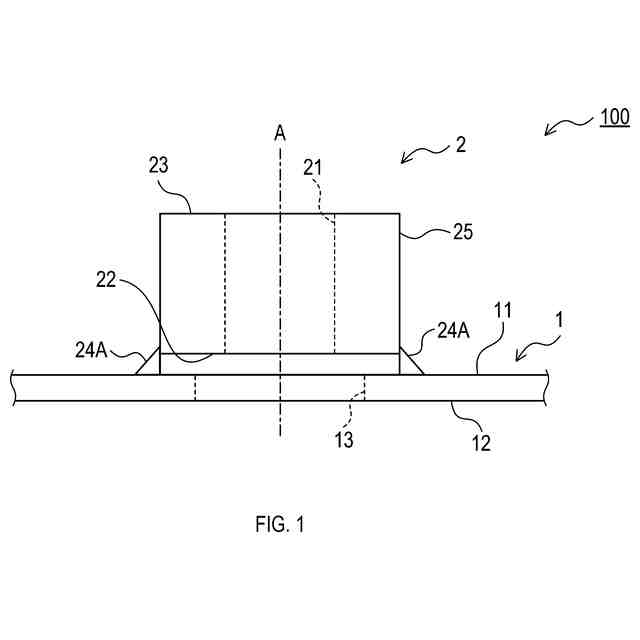
本開示の一態様は、金属部材とナットとが溶接された溶接部材の製造方法である。溶接部材の製造方法は、金属部材が有する板状部の溶接面にナットを当接させ、板状部及びナットの少なくとも一方を押圧してナットを溶接面に密着させることを備える。また、溶接部材の製造方法は、板状部の溶接面とは反対側から、ナットの溶接面と密着する部分に向けてビームを照射し、金属部材及びナットをレーザ溶接することを備える。
【0007】
このような構成では、板状部及びナットの少なくとも一方の押圧によってナットが溶接面に密着した状態で、金属部材とナットとがレーザ溶接される。このため、ナットと溶接面との間に隙間が生じにくく、かつ、ビームが照射された部分の熱膨張や熱収縮による溶接不良が生じにくくなる。したがって、ナットと金属部材との接合強度を向上させることができる。
【0008】
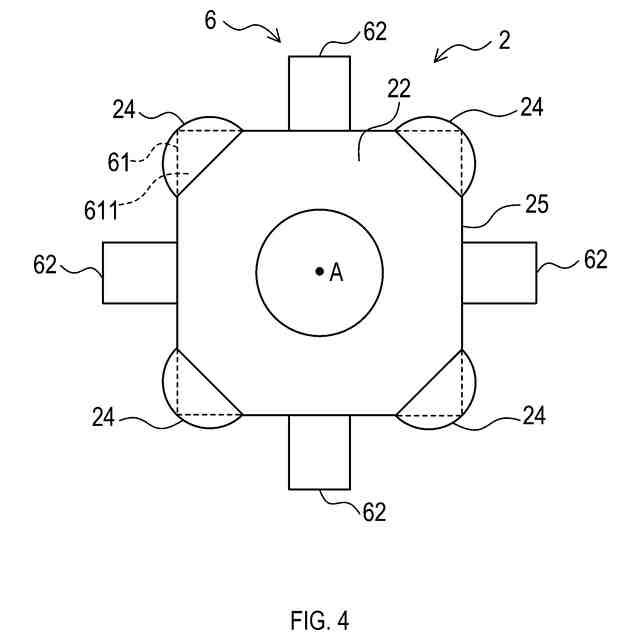
本開示の一態様では、ナットは、当該ナットが溶接面に向かって押圧されることによって、溶接面に密着してもよい。
このような構成によれば、ナット全体を押すことができるため、大きな押圧力を加えやすい。
【0009】
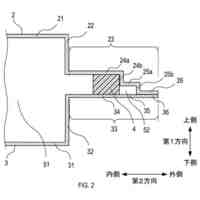
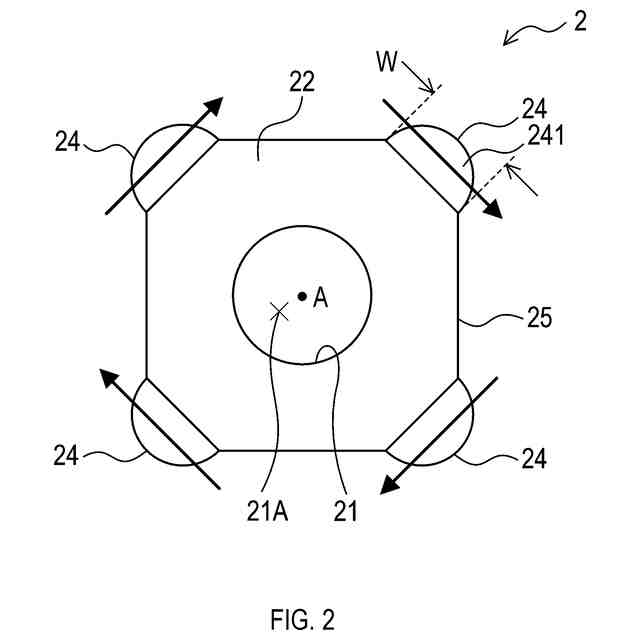
本開示の一態様では、ナットは、突起部を有してもよい。突起部は、溶接面側に突出し、溶接面と当接してもよい。ビームは、突起部に向けて照射されてもよい。
このような構成によれば、ナットの金属部材と当接する部分である突起部に向けてビームが照射されるため、突起部によってナットと溶接面との間に隙間が形成される場合でも、ナットと金属部材との接合強度を向上させることができる。
【0010】
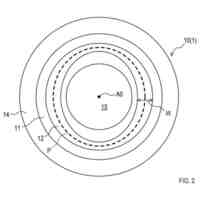
本開示の一態様では、板状部と、ビームの仮想照射領域と、が交差する交差領域に含まれる交差面の面積が最小となる最小交差位置におけるビームのビーム径は、突起部の最長幅の0.9倍以上の大きさであってもよい。最長幅とは、レーザ溶接の際に、ビームが照射される領域が移動する方向に沿った突起部の最長の長さであってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
マフラ
13日前
フタバ産業株式会社
排気部品
7日前
フタバ産業株式会社
溶接部材
1か月前
フタバ産業株式会社
排気系装置
1か月前
フタバ産業株式会社
熱交換構造
1か月前
フタバ産業株式会社
電池パック
1か月前
フタバ産業株式会社
バッテリケース
1か月前
フタバ産業株式会社
バッテリケース
1か月前
フタバ産業株式会社
成型品の製造方法
17日前
フタバ産業株式会社
溶接部材の製造方法
1か月前
フタバ産業株式会社
金属部品の製造方法
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
台車、及び搬送システム
1か月前
フタバ産業株式会社
二酸化炭素施用装置、及び二酸化炭素の施用方法
1か月前
個人
タップ
18日前
個人
加工機
12日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
11日前
株式会社不二越
ドリル
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
エフ・ピー・ツール株式会社
リーマ
28日前
株式会社アンド
半田付け方法
11日前
株式会社ダイヘン
多層盛り溶接方法
26日前
日進工具株式会社
エンドミル
28日前
株式会社アンド
半田付け方法
11日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
株式会社不二越
超硬合金製ドリル
24日前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ