TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064497
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174320
出願日
2023-10-06
発明の名称
溶接部材
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
11/14 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】抵抗溶接を良好に行う。
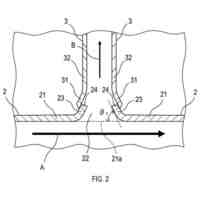
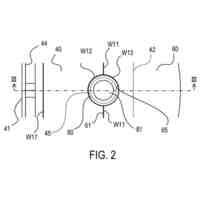
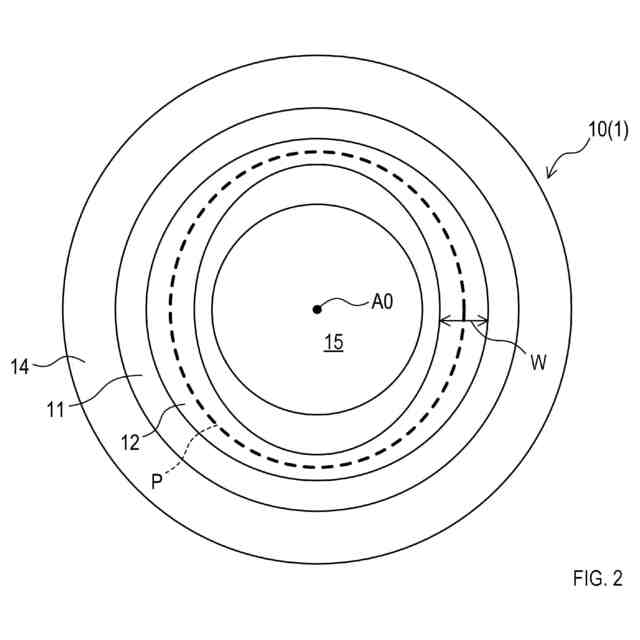
【解決手段】溶接部材は、抵抗溶接により板状の部位である板状部の溶接面に溶接可能であり、本体部と、第1端面とを備える。第1端面は、本体部の端部に位置し、溶接面に溶接される際、溶接面に対面する。そして、溶接面は、略平面状ではない形状であり、第1端面は、溶接面に適合した形状を有する。
【選択図】図2
特許請求の範囲
【請求項1】
抵抗溶接により板状の部位である板状部の溶接面に溶接可能な溶接部材であって、
本体部と、
前記本体部の端部に位置し、前記溶接面に溶接される際、前記溶接面に対面する第1端面と、を備え、
前記溶接面は、略平面状ではない形状であり、
前記第1端面は、前記溶接面に適合した形状を有する
溶接部材。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の溶接部材であって、
前記溶接部材は、リングプロジェクション溶接により前記溶接面に溶接可能であり、
前記本体部は、軸線に沿って延び、
前記第1端面は、前記本体部における前記軸線の方向の端部に位置し、
前記溶接部材は、
前記本体部における前記軸線の方向の端部であって、前記第1端面の反対側の端部に位置する第2端面と、
前記第1端面における閉じた経路に沿って設けられた突起部と、
をさらに備え、
前記突起部は、前記閉じた経路上の各位置の幅が、該位置における第1軸線距離が長くなるに従い広くなるよう形成されており、
前記第1軸線距離とは、前記閉じた経路上の各位置における、前記軸線の方向に沿った前記第2端面までの距離である
溶接部材。
【請求項3】
請求項1に記載の溶接部材であって、
前記本体部は、軸線に沿って延びる筒状の部位であり、前記軸線は、前記本体部における前記軸線に直交する断面の略中心を通過し、
前記第1端面は、前記本体部における前記軸線の方向の端部に位置し、
前記溶接部材は、前記本体部における前記軸線の方向の端部であって、前記第1端面の反対側の端部に位置する第2端面をさらに備え、
前記本体部は、前記軸線を中心とする周方向の各位置における厚さが、第2軸線距離が長くなるに従い厚くなるよう形成されており、
前記第2軸線距離とは、前記本体部における前記軸線の方向に沿った前記第1端面から前記第2端面との間の距離である
溶接部材。
【請求項4】
請求項1から請求項3のうちのいずれか1項に記載の溶接部材であって、
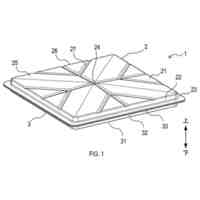
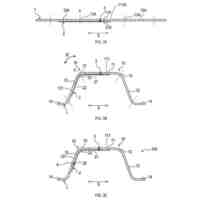
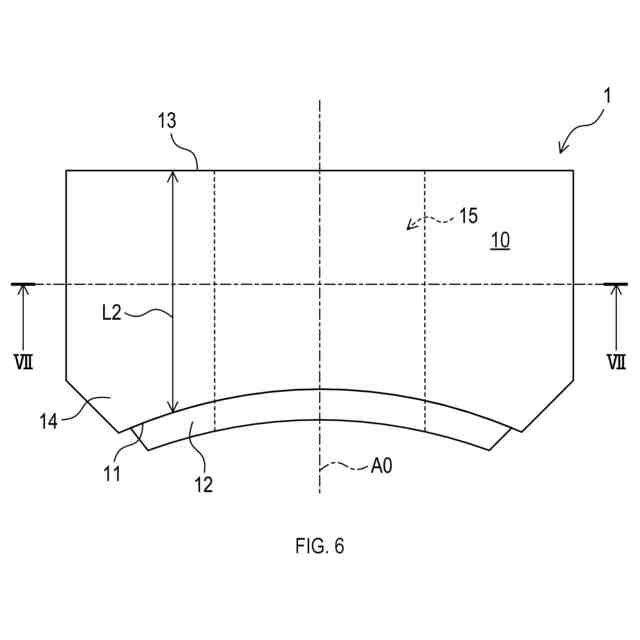
前記板状部は、断面が円弧状に湾曲している
溶接部材。
【請求項5】
請求項1から請求項3のうちのいずれか1項に記載の溶接部材であって、
前記本体部は、軸線に沿って延びる筒状の部位であり、センサを取り付け可能である
溶接部材。
【請求項6】
請求項1から請求項3のうちのいずれか1項に記載の溶接部材であって、
前記板状部は、車両に搭載され、エンジンからの排気を流下させる排気部品に含まれている
溶接部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接部材に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
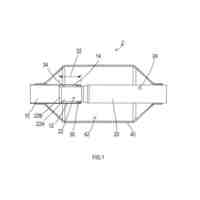
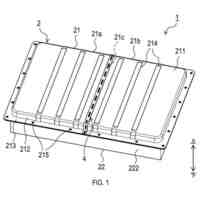
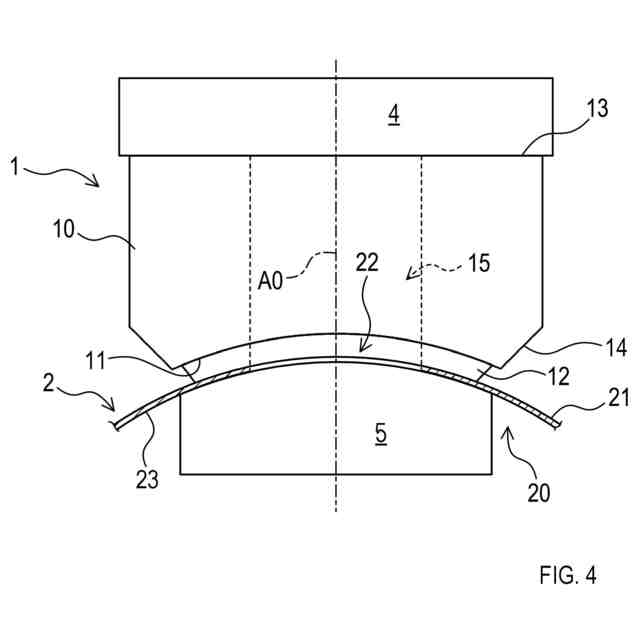
特許文献1に記載されているように、車両に搭載される多重管部材に含まれるパイプに、リングプロジェクション溶接により他部材を接合する技術が知られている。特許文献1の技術では、該パイプにおける端面の周辺の部分は2重管構造となっており、内管の端面と外管の端面とは同一平面状に配置される。そして、他部材には、内管と外管との各々に対応するリングプロジェクションが設けられており、他部材は、これらの端面に対しリングプロジェクション溶接される。
【先行技術文献】
【特許文献】
【0003】
特開2006-150397号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、内管の端面と外管の端面とが平面状でない場合には、これらの端面と他部材のリングプロジェクションとの間に隙間が生じ、リングプロジェクション溶接が困難になる恐れがある。また、リングプロジェクション溶接に限らず、プロジェクション溶接やスポット溶接により、部材における平面状でない外面に溶接部材を接合する場合においても、同様の問題が生じる恐れがある。
【0005】
本開示の一態様では、抵抗溶接を良好に行うことが望ましい。
【課題を解決するための手段】
【0006】
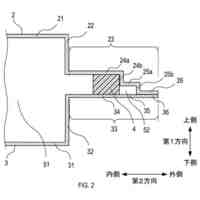
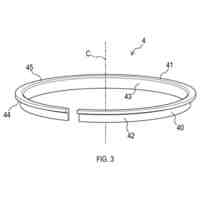
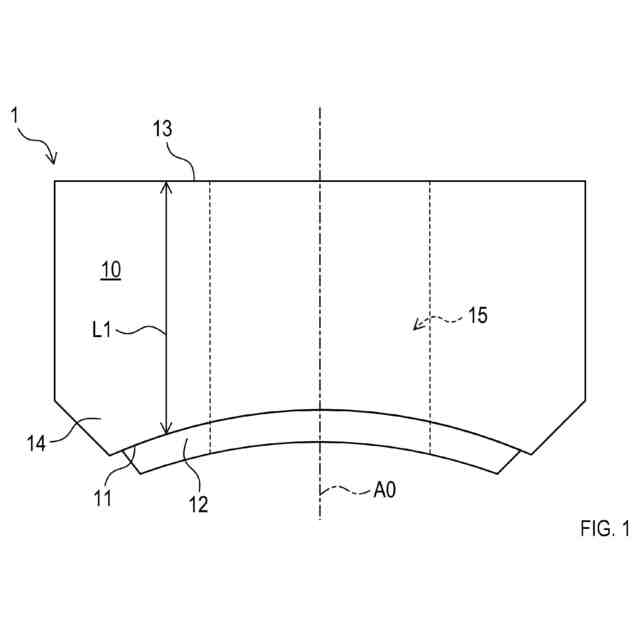
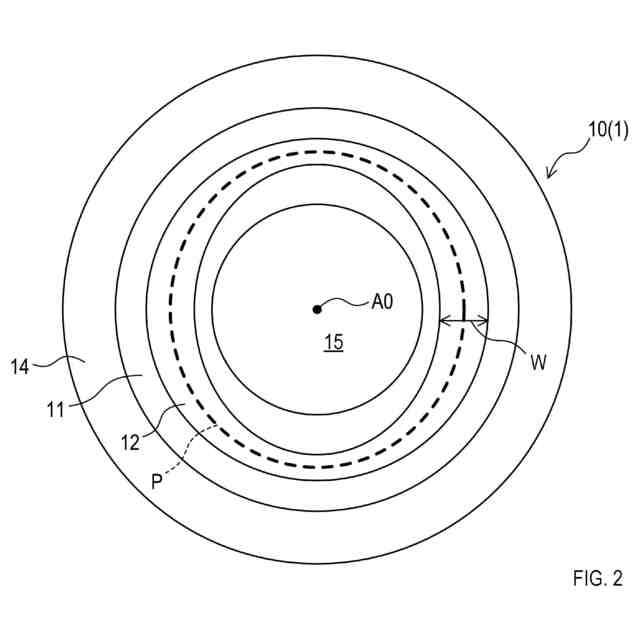
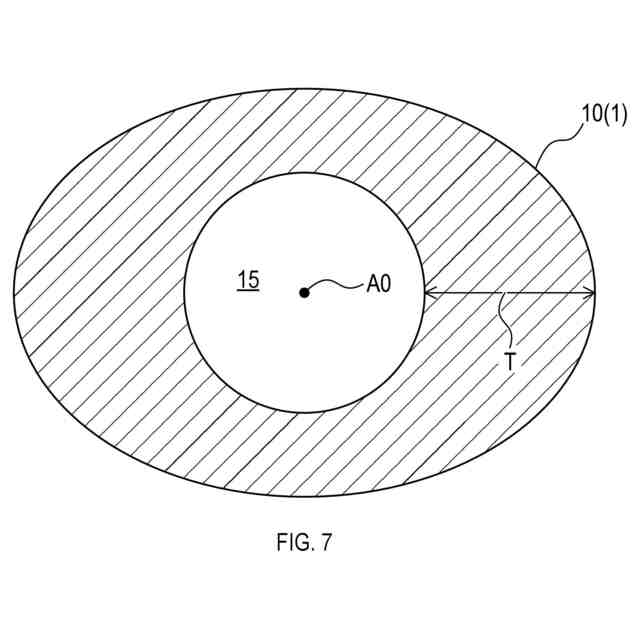
本開示の一態様は、抵抗溶接により板状の部位である板状部の溶接面に溶接可能な溶接部材であって、本体部と、第1端面と、を備える。第1端面は、本体部の端部に位置し、溶接面に溶接される際、溶接面に対面する。溶接面は、略平面状ではない形状である。第1端面は、溶接面に適合した形状を有する。
【0007】
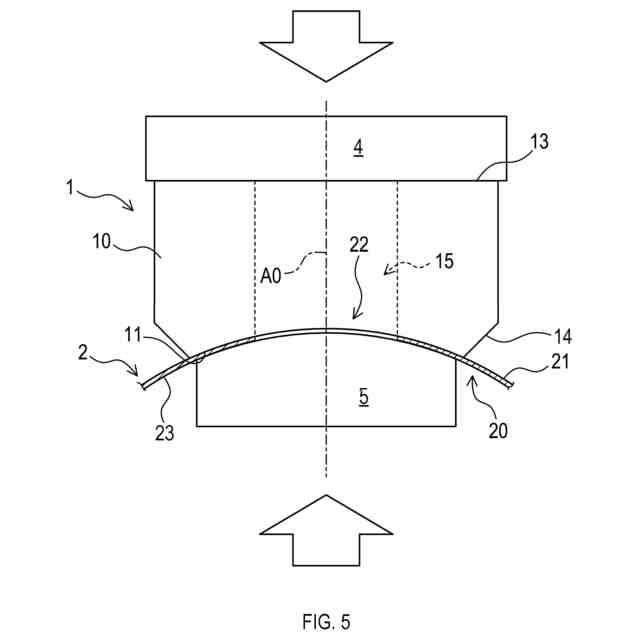
上記構成によれば、第1端面と溶接面との間に隙間が生じるのを抑制できるため、抵抗溶接の際、本体部に均一に電流が流れるよう促すことができる。したがって、抵抗溶接を良好に行うことができる。
【0008】
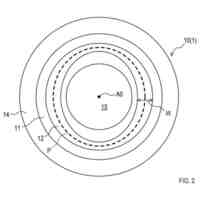
本開示の一態様は、溶接部材は、リングプロジェクション溶接により溶接面に溶接可能であってもよい。本体部は、軸線に沿って延びてもよい。第1端面は、本体部における軸線の方向の端部に位置してもよい。溶接部材は、第2端面と、突起部と、をさらに備えてもよい。第2端面は、本体部における軸線の方向の端部であって、第1端面の反対側の端部に位置する。突起部は、第1端面における閉じた経路に沿って設けられる。また、突起部は、閉じた経路上の各位置の幅が、該位置における第1軸線距離が長くなるに従い広くなるよう形成されていてもよい。第1軸線距離とは、閉じた経路上の各位置における、軸線の方向に沿った第2端面までの距離であってもよい。
【0009】
上記構成によれば、本体部の電気抵抗の偏りを突起部で吸収でき、リングプロジェクション溶接の際に溶接部材に均一な電流が流れるように促すことができる。したがって、抵抗溶接の一種であるリングプロジェクション溶接を良好に行うことができる。
【0010】
本開示の一態様は、本体部は、軸線に沿って延びる筒状の部位であり、軸線は、本体部における軸線に直交する断面の略中心を通過してもよい。第1端面は、本体部における軸線の方向の端部に位置してもよい。溶接部材は、本体部における軸線の方向の端部であって、第1端面の反対側の端部に位置する第2端面をさらに備えてもよい。本体部は、軸線を中心とする周方向の各位置における厚さが、第2軸線距離が長くなるに従い厚くなるよう形成されていてもよい。第2軸線距離とは、本体部における軸線の方向に沿った第1端面から第2端面との間の距離であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
マフラ
13日前
フタバ産業株式会社
排気部品
7日前
フタバ産業株式会社
溶接部材
1か月前
フタバ産業株式会社
熱交換構造
1か月前
フタバ産業株式会社
電池パック
1か月前
フタバ産業株式会社
排気系装置
1か月前
フタバ産業株式会社
バッテリケース
1か月前
フタバ産業株式会社
バッテリケース
1か月前
フタバ産業株式会社
成型品の製造方法
17日前
フタバ産業株式会社
金属部品の製造方法
1か月前
フタバ産業株式会社
溶接部材の製造方法
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置
1か月前
フタバ産業株式会社
二酸化炭素施用装置、及び二酸化炭素の施用方法
1か月前
個人
タップ
18日前
個人
加工機
12日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5日前
株式会社不二越
ドリル
11日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社アンド
半田付け方法
11日前
日進工具株式会社
エンドミル
28日前
エフ・ピー・ツール株式会社
リーマ
28日前
株式会社ダイヘン
多層盛り溶接方法
26日前
株式会社アンド
半田付け方法
11日前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
管用テーパタップ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ