TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054847
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164020
出願日
2023-09-26
発明の名称
金属部材及び、金属部材の製造方法
出願人
JX金属株式会社
代理人
アクシス国際弁理士法人
主分類
B21D
33/00 20060101AFI20250331BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】比較的高い強度を有する金属部材及び、そのような金属部材を有効に製造することができる金属部材の製造方法を提供する。
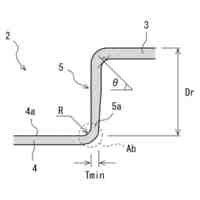
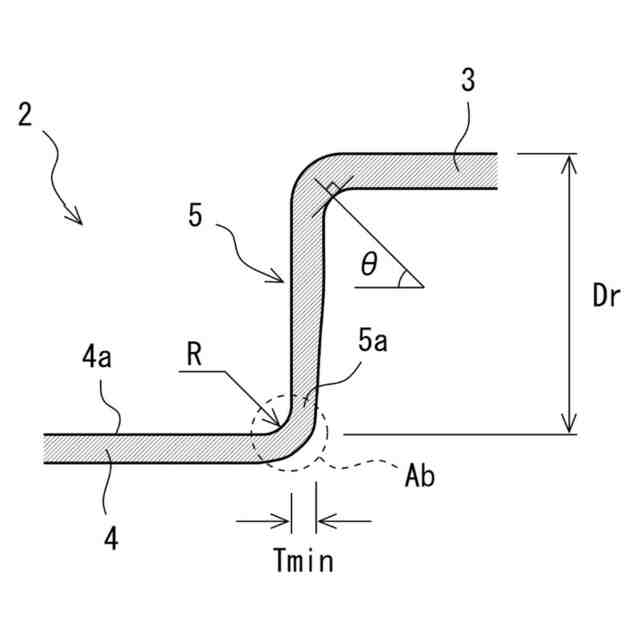
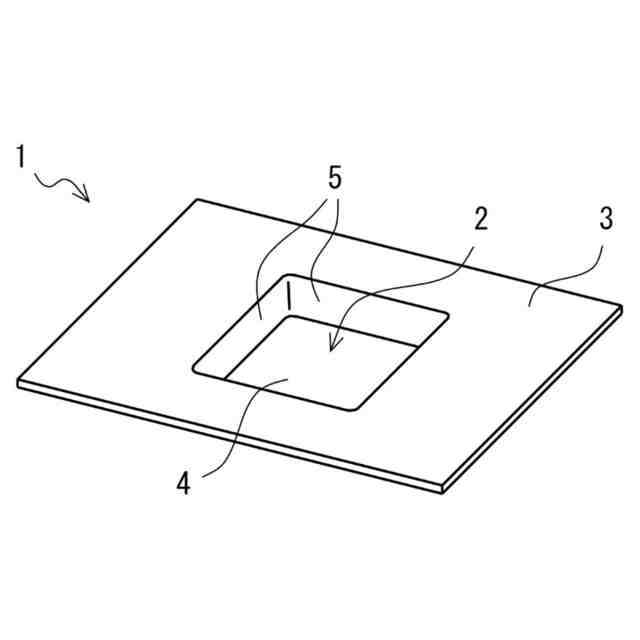
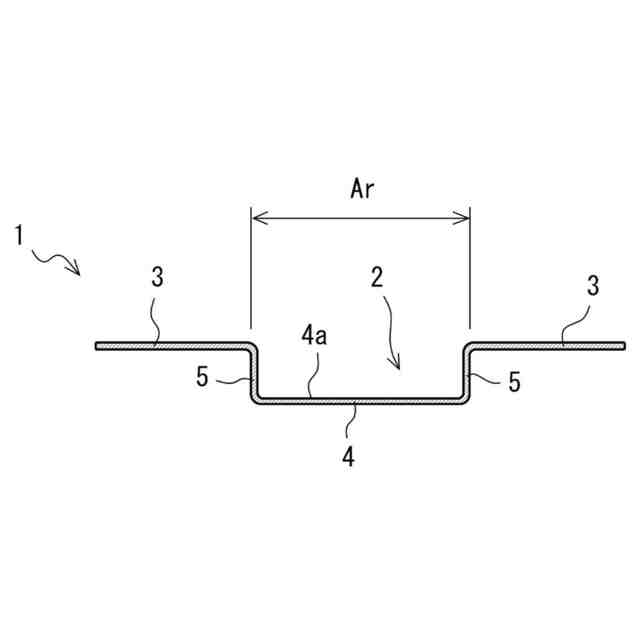
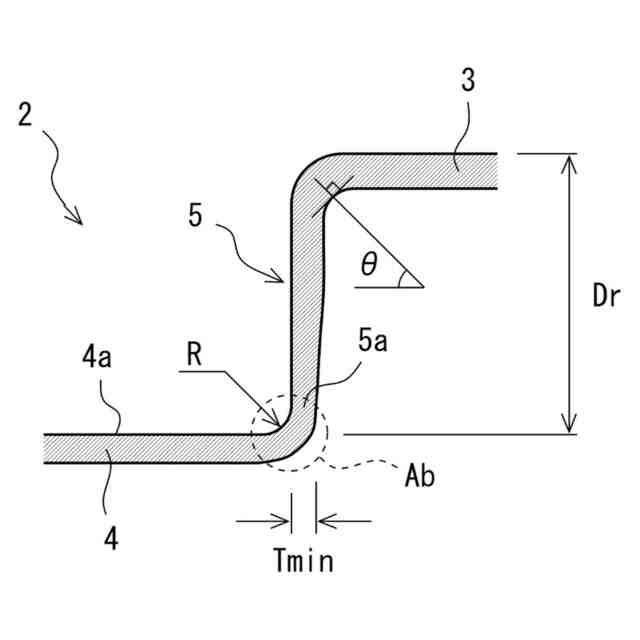
【解決手段】窪み部分2及び、該窪み部分2の周囲に連なって形成された周縁部分3を有する金属部材1であって、前記窪み部分2が、前記周縁部分3に対して奥まって位置する平坦な底部4と、前記底部4を前記周縁部分3につなげる側部5とを含み、前記周縁部分3の表面積が、前記窪み部分2の平面投影面積Arの3倍以上であり、前記窪み部分2の深さDrが前記底部4の厚みの2倍以上であり、当該金属部材1の厚みが0.1mm以下であり、前記側部5の最も薄い箇所の厚みTminが、前記底部4の厚みに対して70%以上である。
【選択図】図4
特許請求の範囲
【請求項1】
窪み部分及び、該窪み部分の周囲に連なって形成された周縁部分を有する金属部材であって、
前記窪み部分が、前記周縁部分に対して奥まって位置する平坦な底部と、前記底部を前記周縁部分につなげる側部とを含み、
前記周縁部分の表面積が、前記窪み部分の平面投影面積の3倍以上であり、
前記窪み部分の深さが前記底部の厚みの2倍以上であり、
当該金属部材の厚みが0.1mm以下であり、前記側部の最も薄い箇所の厚みが、前記底部の厚みに対して70%以上である金属部材。
続きを表示(約 720 文字)
【請求項2】
前記周縁部分の表面積が、前記窪み部分の平面投影面積の20倍以下である請求項1に記載の金属部材。
【請求項3】
窪み部分及び、該窪み部分の周囲に連なって形成された周縁部分を有する金属部材を製造する方法であって、
前記金属部材が0.1mm以下の厚みであり、前記窪み部分が、前記周縁部分に対して奥まって位置する平坦な底部と、前記底部を前記周縁部分につなげる側部とを含み、前記周縁部分の平面投影面積が、前記窪み部分の平面投影面積の3倍以上であり、前記窪み部分の深さが、当該金属部材の前記底部の厚みの2倍以上であり、
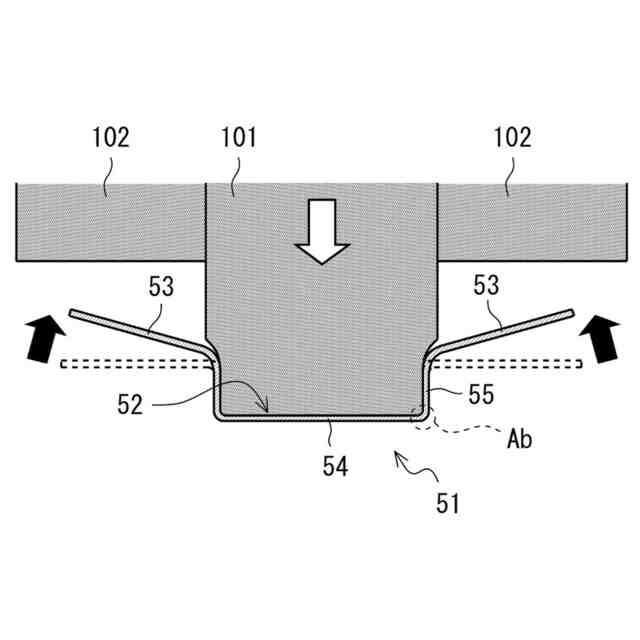
金属板に対して複数回の絞り加工を施し、二回目以降における少なくとも一回の前記絞り加工が、前記金属板における窪み形成領域の周囲の周縁領域を拘束しない状態で、前記窪み形成領域にパンチを押し付ける非拘束絞り加工であるプレス工程を有する、金属部材の製造方法。
【請求項4】
前記非拘束絞り加工で、前記窪み形成領域にパンチを押し付けた後、該パンチを押し付けつつ、前記窪み形成領域の周囲の周縁領域をストリッパで抑え込む、請求項3に記載の金属部材の製造方法。
【請求項5】
前記プレス工程で、最終回の絞り加工を前記非拘束絞り加工とし、前記非拘束絞り加工に先立って複数回の絞り加工を行う、請求項3又は4に記載の金属部材の製造方法。
【請求項6】
前記プレス工程で、前記非拘束絞り加工に先立つ各回の当該絞り加工にて、前記金属板の前記窪み形成領域の側部対応領域における底部対応領域との境界領域の曲率半径を次第に小さくする、請求項5に記載の金属部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この明細書は、金属部材及び、金属部材の製造方法について開示するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
電子機器等に搭載されるデバイスないし基板は、金属部品に配置して、高温環境もしくは腐食環境下にある外部から遮断することが必要になる場合がある。この電子機器では、金属部材として、デバイスないし基板が収容される窪み部分が設けられ、その窪み部分の周囲に連なる周縁部分が形成されたものが使用される。
【0003】
かかる金属部材を製造するに当り、金属板に上記の窪み部分を設ける方法として、プレスによる絞り加工が挙げられる。
【0004】
この種の技術として、たとえば特許文献1には、「肩曲面部における減肉を効果的に低減すること」等を目的として、「膨出形状を有する部分である膨出部を含む成形体を作製するプレス絞り加工方法であって、板状の基材である板材を第1金型によって第1方向に押圧することにより、膨出形状を有する部分である膨出部を含む成形体である第1成形体を作製する工程である第1工程、及び前記第1成形体の前記膨出部の中央部の形状を拘束しつつ前記膨出部の稜線から側面に亘る部分である肩曲面部の少なくとも一部を第2金型によって前記第1方向よりも前記膨出部の内部に向かう方向である第2方向に押圧することにより、前記第1成形体の前記肩曲面部の形状よりも目標とする形状に近い前記肩曲面部を有する成形体である第2成形体を作製する工程である第2工程、を含むことを特徴とする、プレス絞り加工方法」が提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-107452号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した金属部品では、基板等の実装の容易性や、所要の強度の確保の観点から、窪み部分に対して周縁部分が比較的大きいものが求められ得る。また、各種の電子機器の軽量化、薄型化及び小型化が進む近年では、金属部材の厚みが薄いことも要求される。そのため、軽量化、薄型化及び小型化されてもなお、金属部材の強度を確保する観点から、継ぎ目のない絞り加工が求められることがある。
【0007】
そのような窪み部分に対して周縁部分が比較的大きい金属部材を、薄い金属板に対する絞り加工で製造しようとした場合、成形の途中で金属部材が破損することが多かった。仮に破損せずに成形できたとしても、絞り加工で形成した窪み部分の側部に、厚みが極めて薄くなる箇所ができて、金属部材の強度が低下することが新たにわかった。このため、これまでの絞り加工では、所要の強度を有する金属部品を製造することが困難であった。
【0008】
なお、金属板に窪み部分を設ける他の方法としては、切削加工や鋳造がある。但し、被加工材の厚みが薄い場合、切削加工では、加工の途中で割れが発生しやすくなり、鋳造では、引け巣や充填不良が生じ得る。
【0009】
この明細書では、比較的高い強度を有する金属部材及び、そのような金属部材を有効に製造することができる金属部材の製造方法を提供する。
【課題を解決するための手段】
【0010】
この明細書で開示する金属部材は、窪み部分及び、該窪み部分の周囲に連なって形成された周縁部分を有するものであって、前記窪み部分が、前記周縁部分に対して奥まって位置する平坦な底部と、前記底部を前記周縁部分につなげる側部とを含み、前記周縁部分の表面積が、前記窪み部分の平面投影面積の3倍以上であり、前記窪み部分の深さが前記底部の厚みの2倍以上であり、当該金属部材の厚みが0.1mm以下であり、前記側部の最も薄い箇所の厚みが、前記底部の厚みに対して70%以上であるというものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
JX金属株式会社
金属部材及び、金属部材の製造方法
7日前
個人
棒鋼連続引抜装置
29日前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
今日
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
28日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
20日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
14日前
株式会社三明製作所
転造装置
2か月前
株式会社エナテック
製品分離システム
28日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
27日前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
7日前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ