TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178009
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096475
出願日
2023-06-12
発明の名称
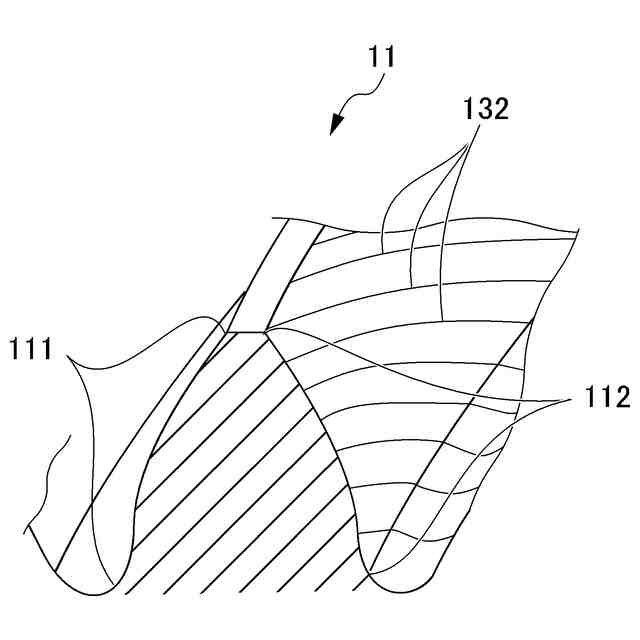
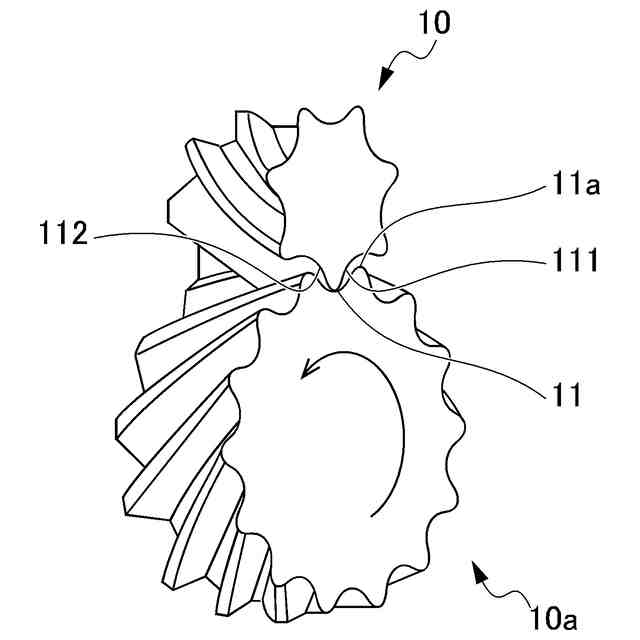
はすば歯車の製造方法
出願人
金田工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21J
5/06 20060101AFI20241217BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鉄等の硬い素材により構成され、ねじれ角が大きな歯や、モジュールの値が大きな歯を有するはすば歯車、及び、当該はすば歯車を製造するはすば歯車の製造方法を提供すること。
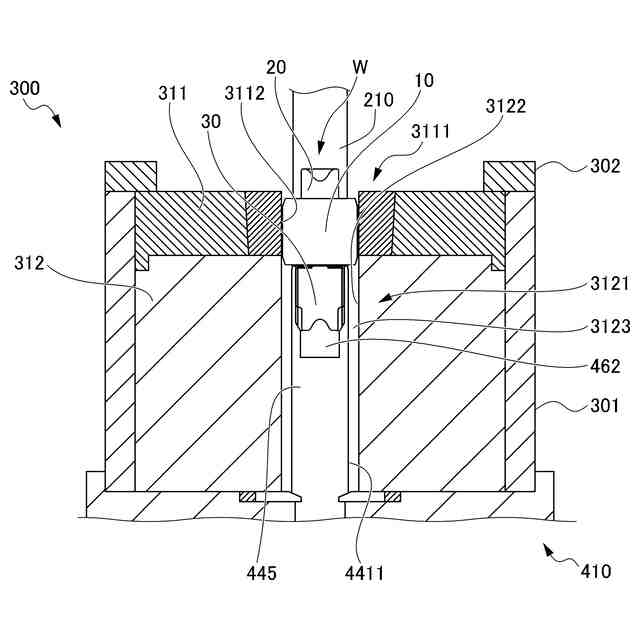
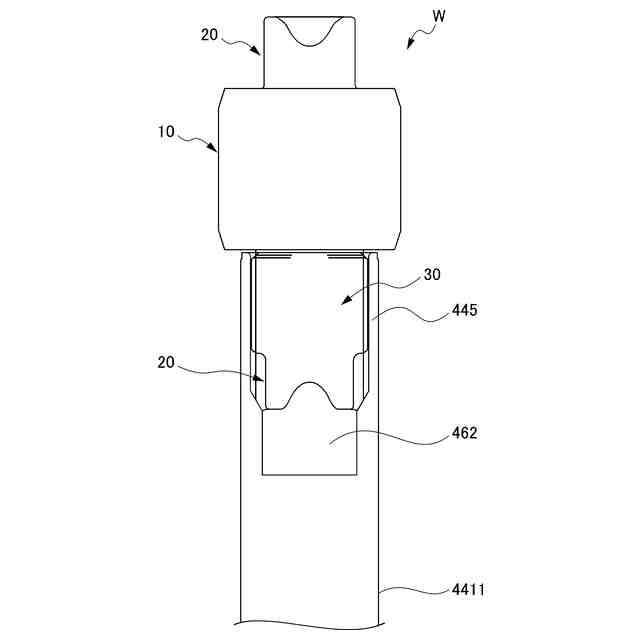
【解決手段】被加工材を押込み部材により金型に押込みながら被加工材を捻り部材により保持して捻ることにより金型によって、はすば歯車に成形するはすば歯車成形工程を有し、はすば歯車成形工程では、背圧付加部により押込み部材による被加工材を押込む力に抗して被加工材に対して背圧を付加するはすば歯車の製造方法である。
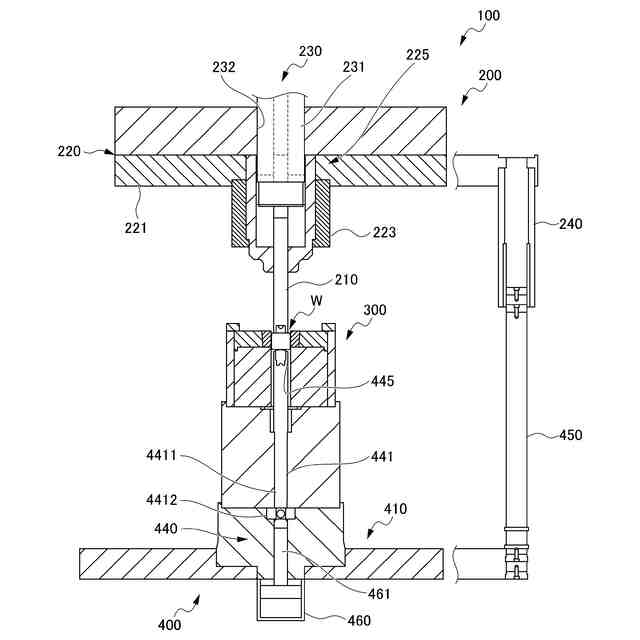
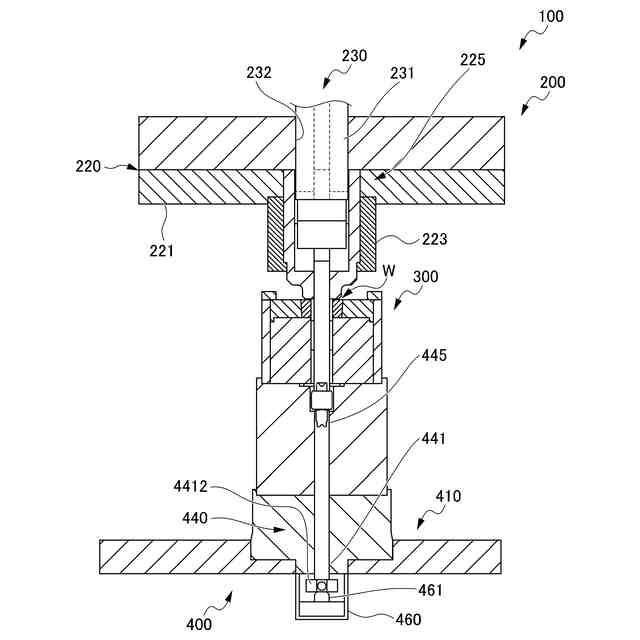
【選択図】図13
特許請求の範囲
【請求項1】
被加工材を押込み部材により金型に押込みながら前記被加工材を捻り部材により保持して捻ることにより前記金型によって、はすば歯車に成形するはすば歯車成形工程を有し、
はすば歯車成形工程では、背圧付加部により前記押込み部材による前記被加工材を押込む力に抗して前記被加工材に対して背圧を付加するはすば歯車の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記背圧付加部は、前記被加工材を保持する前記捻じり部材の部分から前記被加工材に対して背圧を付加する請求項1に記載のはすば歯車の製造方法。
【請求項3】
前記背圧付加部は、前記被加工材を保持する前記捻じり部材の部分において前記被加工材の軸心の位置に対して付加する請求項1に記載のはすば歯車の製造方法。
【請求項4】
前記はすば歯車成形工程では、背圧付加部により前記押込み部材による前記被加工材を押込む力に抗して前記被加工材に対して、所定のタイミングで背圧を付加する請求項1に記載のはすば歯車の製造方法。
【請求項5】
前記背圧付加部は、前記金型と前記被加工材との接触面積が増加してピーク軸荷重が発生する前から、前記ピーク軸荷重が発生した後に至るまで、背圧を前記被加工材に対して付加する請求項4に記載のはすば歯車の製造方法。
【請求項6】
前記背圧付加部は、一定の背圧を前記被加工材に対して付加する請求項4又は請求項5に記載のはすば歯車の製造方法。
【請求項7】
前記捻り部材は、所定のタイミングで前記被加工材の捻じりを開始する請求項6に記載のはすば歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、はすば歯車の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
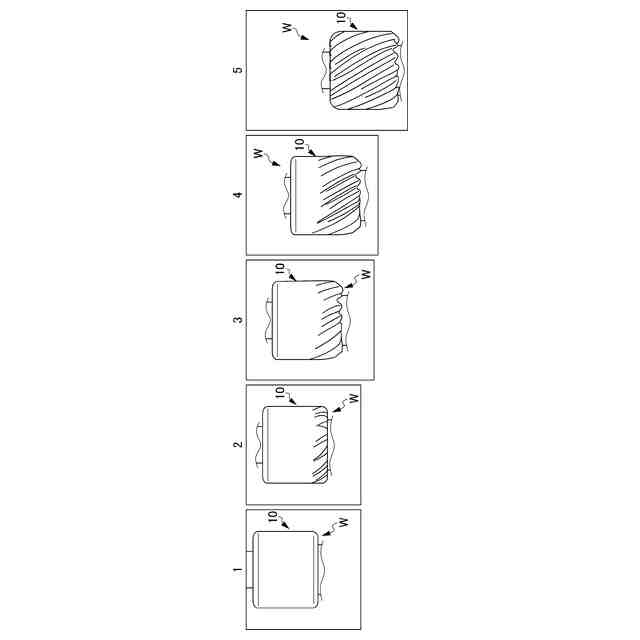
従来より、ねじれ角を有するはすば歯車を成形する前方押し出し方式の冷間鍛造が知られている(例えば、特許文献1参照)。冷間鍛造を行う歯車成形型においては、第1のダイスによってねじれ角20°の歯を成形し、その成形した歯を第2のダイスによってねじれ角30°の歯に成形する。第1のダイス、第2のダイスによってそれぞれ所定のねじれ角の歯が形成される際には、当該歯を形成するための第1のダイスの歯形、第2のダイスの歯形のそれぞれのねじれ角によって、歯が形成される素材は回転させられる。
【先行技術文献】
【特許文献】
【0003】
実開昭58-43842号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の従来の前方押し出し方式による冷間鍛造では、例えば、素材として鉄を用いる場合には、30°以上はおろか20°以上のねじれ角が大きな歯を成形することや、モジュール2以上の大きな歯を成形することは実際にはできない。ねじれ角が大きいと、成形荷重により金型の負荷が大きくなり過ぎて、金型が破損するためである。また、モジュールの大きな歯を成形する場合にも、金型の負荷は大きくなり、金型が破損したり金型の寿命が極端に短くなったりするためである。また、ワークが金型歯先まで充填されず、所定の形状に成形できない、ワークを離型できない、という問題も生ずる。
【0005】
本発明は、鉄等の硬い素材により構成され、ねじれ角が大きな歯や、モジュールの値が大きな歯を有するはすば歯車、及び、当該はすば歯車を製造するはすば歯車の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明は、被加工材(例えば、後述のワークW)を押込み部材(例えば、後述のアクチュエータ230)により金型(例えば、後述の金型部300)に押込みながら前記被加工材を捻り部材(例えば、後述のワーク捻り部400)により保持して捻ることにより前記金型によって、はすば歯車に成形するはすば歯車成形工程を有し、はすば歯車成形工程では、背圧付加部(例えば、後述のアクチュエータ460)により前記押込み部材による前記被加工材を押込む力に抗して前記被加工材に対して背圧を付加するはすば歯車の製造方法を提供する。
【0007】
また、前記背圧付加部は、前記被加工材を保持する前記捻じり部材の部分から前記被加工材に対して背圧を付加することが好ましい。
【0008】
また、前記背圧付加部は、前記被加工材を保持する前記捻じり部材の部分において前記被加工材の軸心の位置に対して付加することが好ましい。
【0009】
また、前記はすば歯車成形工程では、背圧付加部により前記押込み部材による前記被加工材を押込む力に抗して前記被加工材に対して、所定のタイミングで背圧を付加することが好ましい。
【0010】
また、前記背圧付加部は、前記金型と前記被加工材との接触面積が増加してピーク軸荷重が発生する前から、前記ピーク軸荷重が発生した後に至るまで、背圧を前記被加工材に対して付加することが好ましい。また、前記背圧付加部は、一定の背圧を前記被加工材に対して付加することが好ましい。また、前記捻り部材は、所定のタイミングで前記被加工材の捻じりを開始することが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
金田工業株式会社
はすば歯車の製造方法
3か月前
個人
棒鋼連続引抜装置
28日前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社アマダ
曲げ加工機
27日前
日産自動車株式会社
逐次成形方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
19日前
株式会社三明製作所
転造装置
2か月前
株式会社不二越
転造加工用平ダイス
13日前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社エナテック
製品分離システム
27日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
6日前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
26日前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社IKS
滑り止め構造
1か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
2か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ

































