TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025049787
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158189
出願日
2023-09-22
発明の名称
円筒深絞り加工方法
出願人
地方独立行政法人東京都立産業技術研究センター
代理人
個人
,
個人
,
個人
,
個人
主分類
B21D
24/00 20060101AFI20250327BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 金属板の円筒深絞り加工によって製造された加工品において、加工品の縁に形成される耳の高さを縁の周方向にわたって抑制する。
【解決手段】 金属板の円筒深絞り加工で用いられるダイスは、所定のcоs関数で表される肩半径を有するダイス肩を備えている。円筒深絞り加工方法では、加工前の金属板について、金属板の表面に沿った二次元平面に含まれる複数の方向におけるランクフォード値を測定する。そして、最小のランクフォード値を示す方向がダイス肩の最大値R
Dmax
に相当する角度位置θ
D
に沿うように、又は、最大のランクフォード値を示す方向がダイス肩の最小値R
Dmin
に相当する角度位置θ
D
に沿うように、金属板をダイスに設置する。
【選択図】 図8
特許請求の範囲
【請求項1】
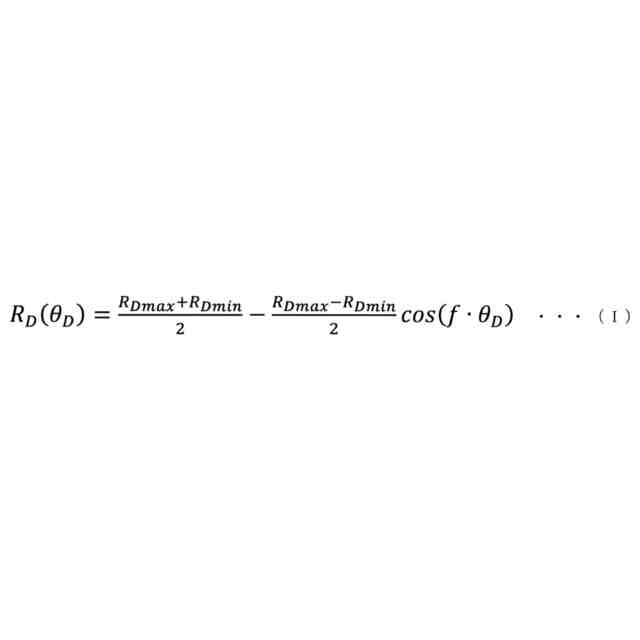
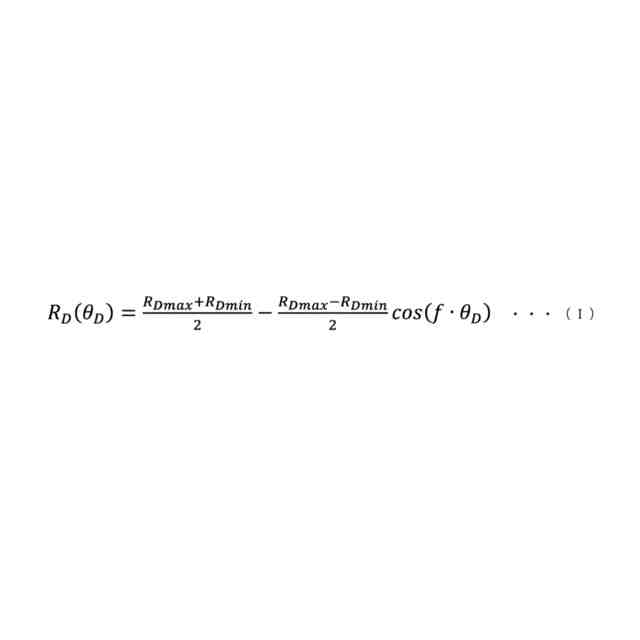
金属板の円筒深絞り加工で用いられるダイスは、下記式(I)で表される肩半径を有するダイス肩を備えており、
JPEG
2025049787000009.jpg
21
164
上記式(I)において、R
D
は肩半径[mm]、θ
D
は前記ダイスの周方向における角度位置[度]、R
Dmax
は肩半径R
D
の最大値[mm]、R
Dmin
は肩半径R
D
の最小値[mm]、fは形状係数[-]であり、
加工前の金属板について、金属板の表面に沿った二次元平面に含まれる複数の方向におけるランクフォード値を測定し、
最小のランクフォード値を示す前記方向が前記ダイス肩の最大値R
Dmax
に相当する角度位置θ
D
に沿うように、又は、最大のランクフォード値を示す前記方向が前記ダイス肩の最小値R
Dmin
に相当する角度位置θ
D
に沿うように、金属板を前記ダイスに設置することを特徴とする円筒深絞り加工方法。
続きを表示(約 1,300 文字)
【請求項2】
前記角度位置θ
D
に応じた前記肩半径R
D
の分布と、金属板を前記ダイスに設置したときの前記角度位置θ
D
に応じたランクフォード値の分布とが相反関係を有することを特徴とする請求項1に記載の円筒深絞り加工方法。
【請求項3】
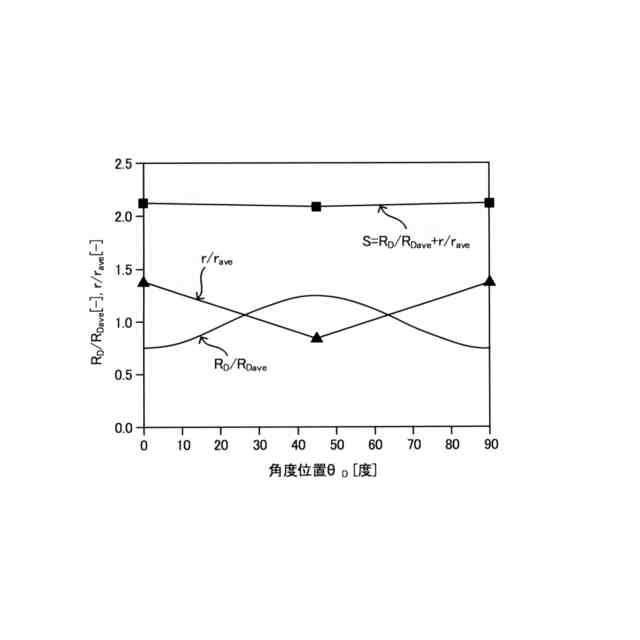
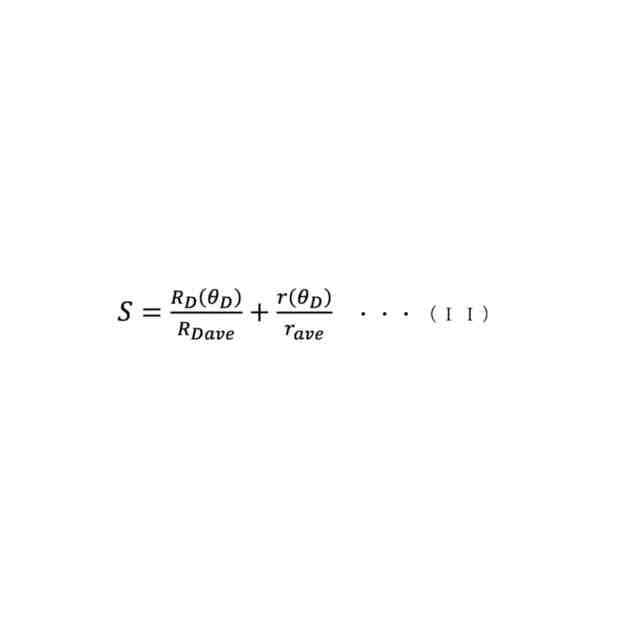
金属板を前記ダイスに設置したときにおいて、下記式(II)で表される加算値は、前記角度位置θ
D
にかかわらず一定であることを特徴とする請求項1に記載の円筒深絞り加工方法。
JPEG
2025049787000010.jpg
21
134
上記式(II)において、Sは前記加算値[-]、R
D
(θ
D
)は角度位置θ
D
に応じた肩半径[mm]、R
Dave
は複数の前記角度位置θ
D
における前記肩半径R
D
の平均値[mm]、r(θ
D
)は角度位置θ
D
に応じたランクフォード値[-]、r
ave
は複数の前記角度位置θ
D
におけるランクフォード値r(θ
D
)の平均値[-]である。
【請求項4】
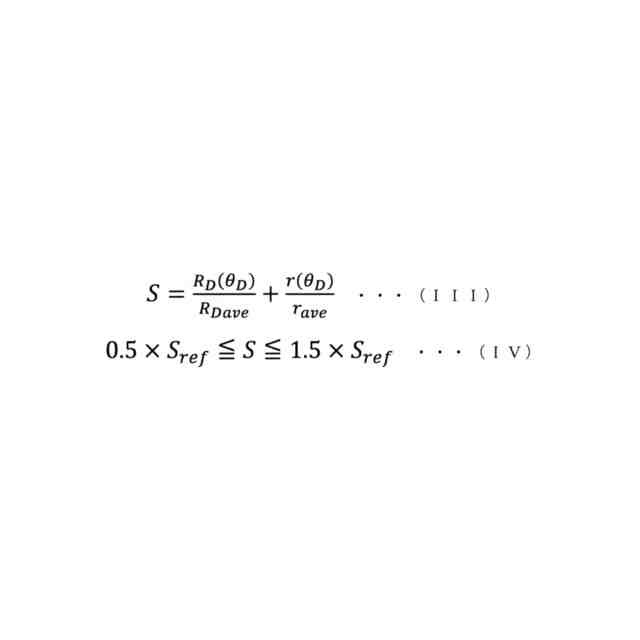
金属板を前記ダイスに設置したときにおいて、下記式(III)で表される加算値は、前記角度位置θ
D
にかかわらず、下記式(IV)に示す条件を満たすことを特徴とする請求項1に記載の円筒深絞り加工方法。
JPEG
2025049787000011.jpg
32
137
上記式(III)において、Sは前記加算値[-]、R
D
(θ
D
)は角度位置θ
D
に応じた肩半径[mm]、R
Dave
は複数の前記角度位置θ
D
における前記肩半径R
D
の平均値[mm]、r(θ
D
)は角度位置θ
D
に応じたランクフォード値[-]、r
ave
は複数の前記角度位置θ
D
におけるランクフォード値r(θ
D
)の平均値[-]であり、
上記式(IV)において、Sは前記加算値[-]、S
ref
は基準加算値[-]である。
【請求項5】
前記基準加算値S
ref
は、1.5以上3.0以下であることを特徴とする請求項4に記載の円筒深絞り加工方法。
【請求項6】
前記形状係数fが4であることを特徴とする請求項1に記載の円筒深絞り加工方法。
【請求項7】
前記ダイスのダイス穴と、加工時に前記ダイス穴に進入するパンチとの間に形成されるクリアランス間隔は、加工前の金属板の厚み以下であることを特徴とする請求項1から6のいずれか1つに記載の円筒深絞り加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板の円筒深絞り加工方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
円筒深絞り加工方法では、金属板の材料の異方性により、カップ状の加工品の縁に耳と呼ばれる凹凸が生じる。加工品の耳をトリミングすることによって最終製品が得られるが、耳の高さは小さいことが好ましい。この課題を解決するために、以下に説明する技術が提案されている。
【0003】
特許文献1には、所定の組成を有する鋼片を用いて、熱間圧延、冷間圧延、焼鈍及び再冷延を行うことにより、耳発生の小さい絞り管用鋼板を製造する方法が開示されている。
【0004】
特許文献2には、ダイス肩を、小半径部(肩半径が0.3~1.0mm)と、大半径部(肩半径が0.5~3.0mm)と、つなぎ部(肩半径が小半径部及び大半径部の間)とで構成し、(大半径部ダイス肩半径)/(小半径部ダイス肩半径)の値を1.3~6.0とした円筒深絞り用ダイスが開示されている。
【0005】
特許文献3には、円筒深絞り用金属板の表面において、所定寸法の凸部を一方向または複数方向に連続的かつ一様に分布させ、凸部の面積率を20%以上60%以下とした円筒深絞り用金属板が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平2-141536号公報
特開平5-050152号公報
特開平7-328727号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の発明は、絞り加工を行う前の鋼板を製造する方法であり、特許文献3に記載の発明は、絞り加工を行う前の円筒深絞り用金属板であるため、絞り加工を行う装置に着目して耳の発生を抑制しようとするものではない。
【0008】
特許文献2に記載の発明によれば、ダイスの肩半径に着目して、加工品の縁に形成される山部や谷部の程度(耳率)を低減しているが、改善の余地がある。すなわち、特許文献2では、小半径部及び大半径部のそれぞれにおいて、肩半径を一定にしているため、小半径部内の位置や大半径部内の位置に応じて耳率を低減することはできない。
【課題を解決するための手段】
【0009】
本発明である円筒深絞り加工方法において、金属板の円筒深絞り加工で用いられるダイスは、下記式(I)で表される肩半径を有するダイス肩を備えている。
【0010】
JPEG
2025049787000002.jpg
20
169
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
24日前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
28日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
28日前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
23日前
日産自動車株式会社
逐次成形方法
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
15日前
株式会社不二越
転造加工用平ダイス
9日前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
株式会社エナテック
製品分離システム
23日前
本田技研工業株式会社
鍛造用金型
29日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
日本製鉄株式会社
圧延装置
27日前
日本製鉄株式会社
圧延装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
トックス プレソテクニック株式会社
接合装置
22日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2日前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社IKS
滑り止め構造
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































