TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165181
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023081106
出願日
2023-05-16
発明の名称
加工装置、および加工方法
出願人
株式会社菊地機械製作所
代理人
個人
主分類
B21D
5/01 20060101AFI20241121BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 作業領域全体の面積を抑制することができ、さらにより短時間で加工することができる加工装置、および加工方法を提供することを目的とする。
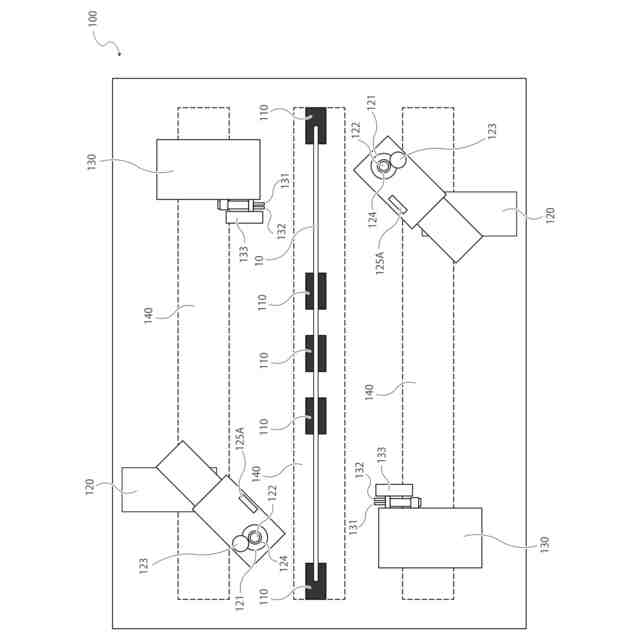
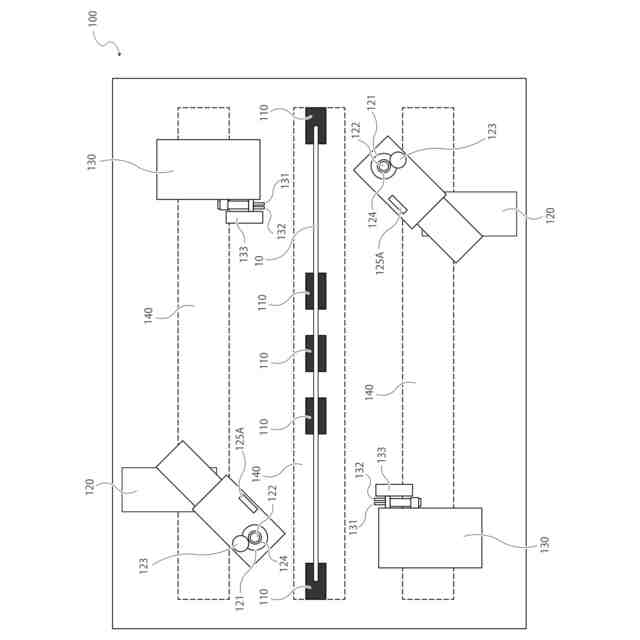
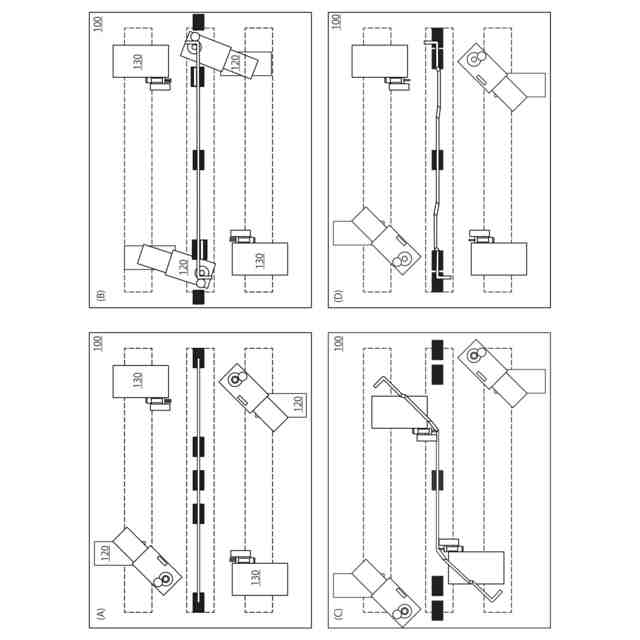
【解決手段】 金属製板材10における長手方向の端部と端部との間で、固定手段110が金属製板材10を一定の姿勢で固定し、固定手段110が固定した金属製板材10における長手方向の両端部から少なくとも2つの第一加工手段120または第二加工手段130が曲げ加工を施し、加工手段を3次元方向にそれぞれ独立して移動手段140が移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
金属製板材を曲げ加工する加工装置において、
前記金属製板材における長手方向の端部と端部との間で、前記金属製板材を一定の姿勢で固定する固定手段と、
前記固定手段が固定した前記金属製板材における長手方向の両端部から曲げ加工を施す少なくとも2つの加工手段と、
前記加工手段を3次元方向にそれぞれ独立して移動させる移動手段と、
を備えることを特徴とする加工装置。
続きを表示(約 1,300 文字)
【請求項2】
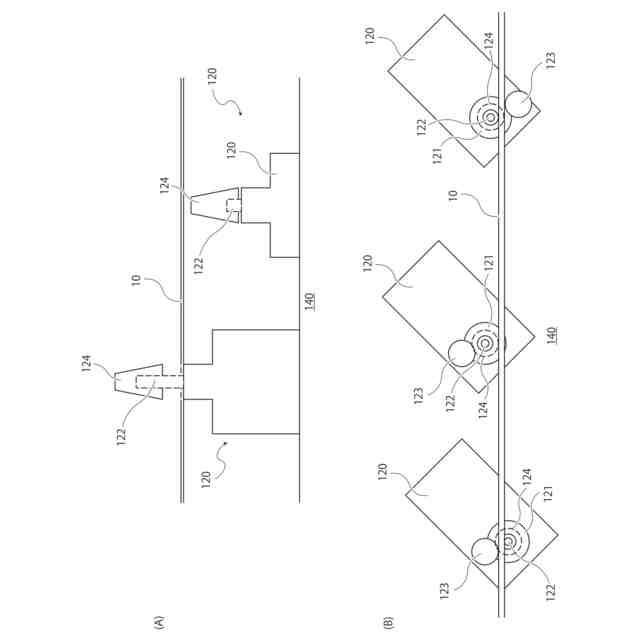
前記加工手段は、
前記金属製板材を板幅方向に曲げ加工を施す板幅方向曲げ加工ユニット、
であることを特徴とする請求項1記載の加工装置。
【請求項3】
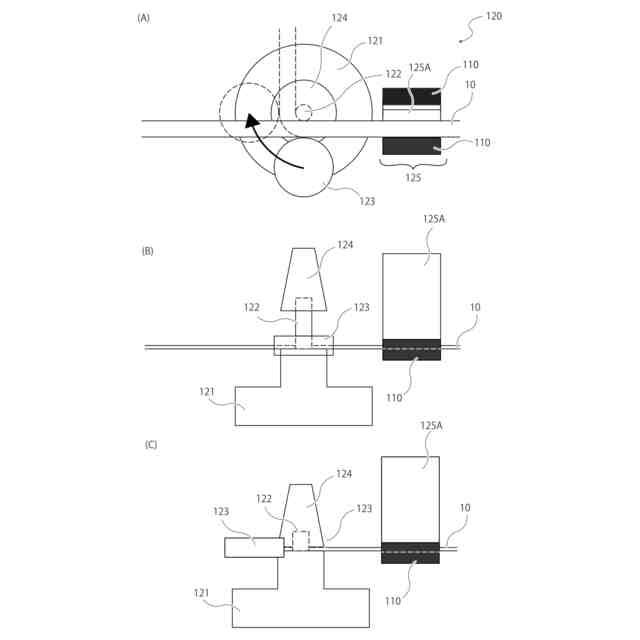
前記板幅方向曲げ加工ユニットは、
前記金属製板材における曲げ加工を施す支点の内側縁を曲面で支持する板幅方向曲げ用芯金と、
前記板幅方向曲げ用芯金を回転軸として前記金属製板材における曲げ加工を施す支点の外側縁を旋回しながら曲面で曲げ力を与える加工ローラーと、
を備えることを特徴とする請求項2記載の加工装置。
【請求項4】
前記板幅方向曲げ加工ユニットは、
前記金属製板材における曲げ加工を施す支点付近を、前記金属製板材の板厚上下方向から挟んで押圧する支点押圧部、
を備えることを特徴とする請求項2記載の加工装置。
【請求項5】
前記板幅方向曲げ加工ユニットは、
前記金属製板材における曲げ加工を施す支点よりも、前記金属製板材における長手方向の中心側外側縁を支持し、板幅方向の曲げ加工による反力を受ける外側縁反力受構造、
を備えることを特徴とする請求項2記載の加工装置。
【請求項6】
前記加工手段は、
前記金属製板材を板厚方向に曲げ加工を施す板厚方向曲げ加工ユニット、
であることを特徴とする請求項1記載の加工装置。
【請求項7】
前記板厚方向曲げ加工ユニットは、
前記金属製板材における曲げ加工を施す支点の内側面を曲面で支持する板厚方向曲げ芯金と、
前記板厚方向曲げ芯金を回転軸として前記金属製板材における曲げ加工を施す支点の外側面を旋回しながら曲面で曲げ力を与える加工芯と、
を備えることを特徴とする請求項6記載の加工装置。
【請求項8】
前記板厚方向曲げ加工ユニットは、
前記金属製板材における曲げ加工を施す支点よりも、前記金属製板材における長手方向の中心側外側面を支持し、板厚方向の曲げ加工による反力を受ける外側面反力受構造、
を備えることを特徴とする請求項6記載の加工装置。
【請求項9】
前記移動手段によって3次元方向に移動可能な複数の前記固定手段を具備し、
前記固定手段は、
前記加工手段が前記金属製板材に曲げ加工を施す際の加工部付近、あるいは前記金属製板材における長手方向の両端部を固定すること、
を特徴とする請求項1記載の加工装置。
【請求項10】
金属製板材を曲げ加工する加工方法において、
前記金属製板材における長手方向の端部と端部との間で、固定手段が前記金属製板材を一定の姿勢で固定する工程と、
前記固定手段が固定した前記金属製板材における長手方向の両端部から少なくとも2つの加工手段が曲げ加工を施す工程と、
前記加工手段を3次元方向にそれぞれ独立して移動手段が移動させる工程と、
を備えることを特徴とする加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置、および加工方法に関し、特に金属製板材を曲げ加工する加工装置、および加工方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来から、主に配電盤や制御盤における各部分と電源とを接続する部材としてバスバーが使われている。バスバーはたとえば銅などを素材とした長尺金属製板材に、曲げ加工や孔などの打抜き加工を施すことで形成される(たとえば、特許文献1参照)。
【0003】
具体的に、特許文献1で開示されるバスバー加工装置では、平板状電気機器用バスバーの厚みにほぼ等しい間隙を介して平行に配置された2枚の側板と、この両側板に貫通して固定された固定軸と、両側板間の固定軸に取り付けられバスバーの縦曲げの曲げ半径を決定するガイドローラーと、両側板の外側に配置されそれぞれの一端部が固定軸に回動自在に支持された1対のスイングレバーと、この両レバーの他端部に連結され両レバーを往復回動させる駆動装置と、両レバーの中央部間に支持されかつローラーとの対向面が平面状に形成され、両側板間に挟み込まれると共にローラーとの間に挿入されたバスバーに両レバーの回動に従ってバスバーの外側縁をすべりながら縦曲げ力を与えるすべり板とを備えている。
【0004】
そして平板状電気機器用バスバーを2枚の側板間に挟み込むと共にガイドローラーとすべり板との間である挿入口に挿入し、バスバーの一端部を固定した状態で駆動装置を駆動して両レバーを回動させると、両レバーの回動に従ってすべり板がバスバーの外側縁を押圧しながらすべり、すべり板によりバスバーに縦曲げ力が与えられ、バスバーがその内側縁をガイドローラーの周面に沿わせて縦曲げ加工され、排出口から加工されたバスバーが排出される。
【先行技術文献】
【特許文献】
【0005】
特開平5-200434号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記のようなバスバー加工装置では、長尺な金属製板材を加工する場合に、加工するために必要な作業領域が大きくなってしまう問題があった。
図6は、従来のバスバー加工装置に必要な作業領域を示す概念図である。
図6に示すように、加工前の金属製板材10は、従来のバスバー加工装置20の挿入口21から挿入され、曲げ加工が施されることによって加工後の金属製板材10が形成されて排出口から排出される。
【0007】
ここで、加工前の金属製板材10の全長を2000mmとし、バスバー加工装置20における加工前の金属製板材10を挿入する挿入口21から、加工後の金属製板材10を排出する排出口22までの全長を1000mmとし、加工後の金属製板材10の全長が1800mmだとすると、加工に必要な作業領域の全長は少なくとも4800mmが必要とされるため多くの作業領域が必要になってしまう。
【0008】
また作業領域は全長方向だけではなく、高さや幅方向にも大きく必要とされる。排出口から排出された加工後の金属製板材10は、その加工された形状により様々な形状に金属製板材10が加工される。
【0009】
バスバー加工装置20では金属製板材10を様々な方向に曲げ加工を施すため、これに伴い排出口から排出された加工後の金属製板材10の先端側が様々な方向に曲げられる。このため加工後の金属製板材10の先端側が高さや幅方向の様々な方向に大きく振れて暴れてしまうことになる。さらに加工が終盤に近づき、曲げの角度が大きければ大きいほど振れ幅は図6の点線で示すように、さらに大きくなってしまう。
【0010】
つまり作業領域を全長方向だけではなく、高さや幅方向にも大きく取っておかなければ、大きく振れて暴れた加工後の金属製板材10の先端側が周囲の構造物などと接触して、加工後の金属製板材10の形状が変形してしまうおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ