TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175568
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093451
出願日
2023-06-06
発明の名称
板離れ防止システム
出願人
株式会社TMEIC
代理人
弁理士法人iX
主分類
B21B
37/50 20060101AFI20241211BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ルーパの板離れを予測して板離れの防止に役立てることができる板離れ防止システムを提供する。
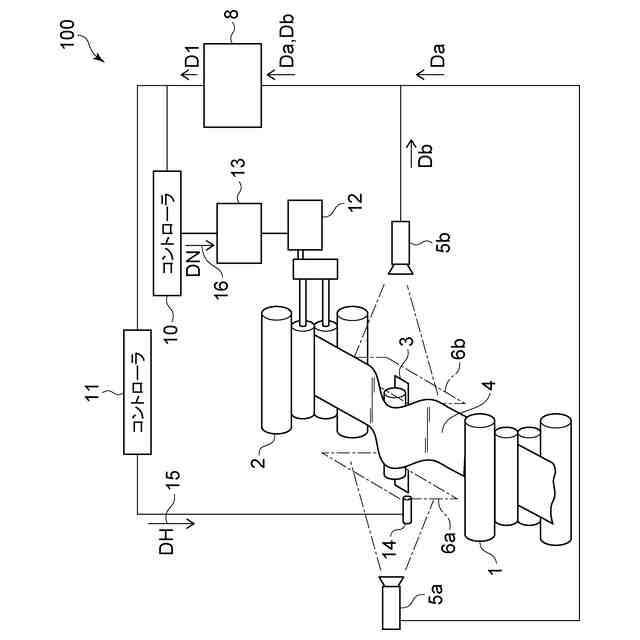
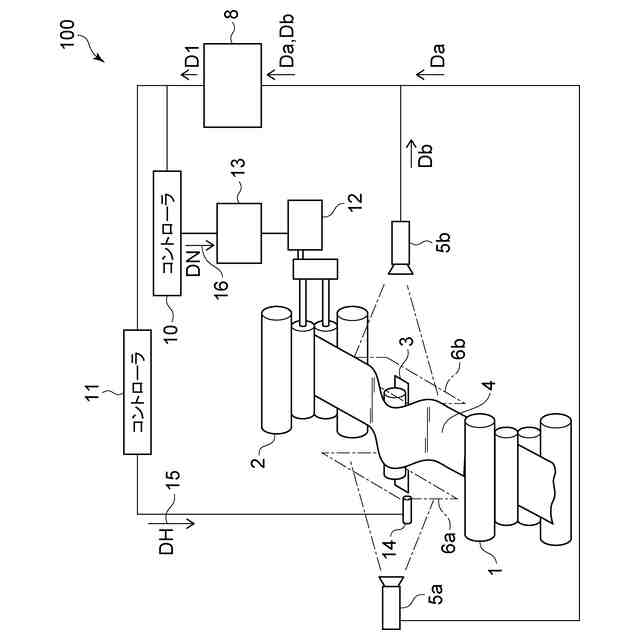
【解決手段】実施形態は、2台の圧延スタンド間に設けられたルーパと、前記ルーパ上を搬送される圧延材の形状とを撮像して画像データを生成するカメラと、前記画像データにもとづいて、前記ルーパと前記圧延材との接触が失われる板離れの予兆を判定して、検出結果に応じて設定された所定の第1指令を前記2台の圧延スタンドおよび前記ルーパを制御する制御装置に出力する画像処理装置と、を備える。前記画像処理装置は、あらかじめ設定された判定基準と前記画像データとを比較して、前記板離れの予兆を判定する。
【選択図】図1
特許請求の範囲
【請求項1】
2台の圧延スタンド間に設けられたルーパと、前記ルーパ上を搬送される圧延材の形状とを撮像して画像データを生成するカメラと、
前記画像データにもとづいて、前記ルーパと前記圧延材との接触が失われる板離れの予兆を判定して、検出結果に応じて設定された所定の第1指令を前記2台の圧延スタンドおよび前記ルーパを制御する制御装置に出力する画像処理装置と、
を備え、
前記画像処理装置は、あらかじめ設定された判定基準と前記画像データとを比較して、前記板離れの予兆を判定する板離れ防止システム。
続きを表示(約 220 文字)
【請求項2】
前記画像処理装置は、前記画像データにもとづいて、前記ルーパと前記圧延材との間の距離である板離れ程度を計測して、前記板離れ程度が所定のしきい値以上の場合に、板離れによって生じる事故を防止するように設定された所定の第2指令を前記制御装置に出力する請求項1記載の板離れ防止システム。
【請求項3】
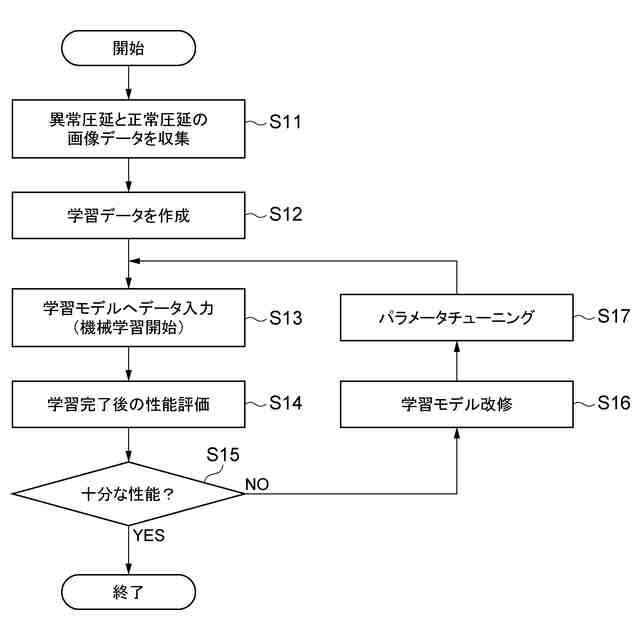
前記判定基準は、前記圧延材の材料属性ごとに設定された学習データを含む請求項1記載の板離れ防止システム。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、圧延システムに設けられたルーパの板離れ防止システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
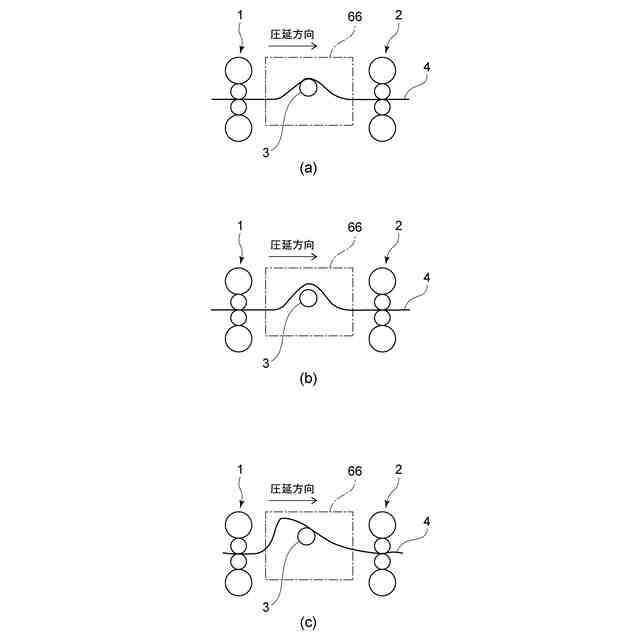
鉄鋼プラントの仕上圧延は、圧延材に微細な加工を施すための重要な工程である。仕上圧延設備中には、圧延材を圧延するための複数の圧延スタンドが設けられており、圧延スタンドの間にルーパが設置されている。ルーパは、圧延スタンド間を搬送される圧延材を下から支えながら、上下に移動することにより、圧延材の張力変動を抑えて、安定した通板状態を確保する。
【0003】
仕上圧延において、圧延材が突発的にルーパから離れる現象が生じることがあり、この現象は板離れと呼ばれている。圧延材がルーパから離れたまま圧延材が搬送されると、圧延材が圧延スタンド間で詰まり、通過できないとの問題が生じる。このような状態を放置すると、圧延スタンドの間で圧延材が積み重なってしまい、圧延材に損傷を生じるほか、機器に障害を生じさせるおそれがある。そのような場合には、圧延ラインを停止させる必要があり、操業復旧に長大な時間を要する。
【0004】
特許文献1では、ルーパを駆動する電動機の回転速度をルーパの張力制御系に組み込むことにより、圧延条件に変動があっても常に安定したルーパ高さ制御が可能となるとの技術が開示されている。しかし、この制御系は張力に強く依存しているため、板離れが発生して無張力状態となると機能しないおそれがある。
【0005】
特許文献2では、ルーパ角度と圧延材張力を目標値にして制御するルーパ多変数制御をルーパ制御系に組み込み、板離れが発生した際にコントローラが異常を検出して、通板を優先するようルーパの高さとスタンド速度を制御する技術が開示されている。この技術では、ルーパを圧延材に接触させて張力を再び検出できるようにして、安定した通板状態へ戻すことが可能とされている。しかし、板離れ状態時においては、ルーパの高さとスタンド速度を制御するための定量的な目標値を得られないため、これらを最適に制御することは困難であり、誤った制御量を出力することによって、過張力等の問題が発生するおそれがある。
【先行技術文献】
【特許文献】
【0006】
特開平5-305322号公報
特開2006-181582号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
このように、従来知られた技術では、板離れが発生した場合、張力がゼロに固定され、制御不能に陥るおそれがある。板離れが発生する前に、板離れを予測し、圧延システムに対して、板離れを防止するように処理を行わせることによって、制御不能の状態を回避することが望まれる。
【0008】
本発明の実施形態は、ルーパの板離れを予測して板離れの防止に役立てることができる板離れ防止システムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の実施形態は、2台の圧延スタンド間に設けられたルーパと、前記ルーパ上を搬送される圧延材の形状とを撮像して画像データを生成するカメラと、前記画像データにもとづいて、前記ルーパと前記圧延材との接触が失われる板離れの予兆を判定して、検出結果に応じて設定された所定の第1指令を前記2台の圧延スタンドおよび前記ルーパを制御する制御装置に出力する画像処理装置と、を備える。前記画像処理装置は、あらかじめ設定された判定基準と前記画像データとを比較して、前記板離れの予兆を判定する。
【発明の効果】
【0010】
実施形態によれば、ルーパの板離れを予測して板離れの防止に役立てることができる板離れ防止システムが提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
6か月前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
6か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
4か月前
トヨタ紡織株式会社
プレス金型
17日前
日伸工業株式会社
加工システム
5か月前
株式会社TMEIC
監視装置
15日前
株式会社トラバース
パンチング加工装置
9日前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社三明製作所
転造装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社不二越
転造加工用平ダイス
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社エナテック
製品分離システム
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
24日前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
大同特殊鋼株式会社
横型鍛造装置
6か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
個人
日本刀の製造方法
3か月前
トヨタ紡織株式会社
カシメ装置
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































