TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024155531
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023070322
出願日
2023-04-21
発明の名称
横型鍛造装置
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B21K
27/00 20060101AFI20241024BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
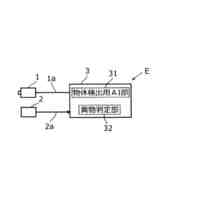
【課題】継目部分が含まれる鍛造素材に対し強制廃却動作が実行されない不具合が発生したタイミングを特定することができる横型鍛造装置を提供する。
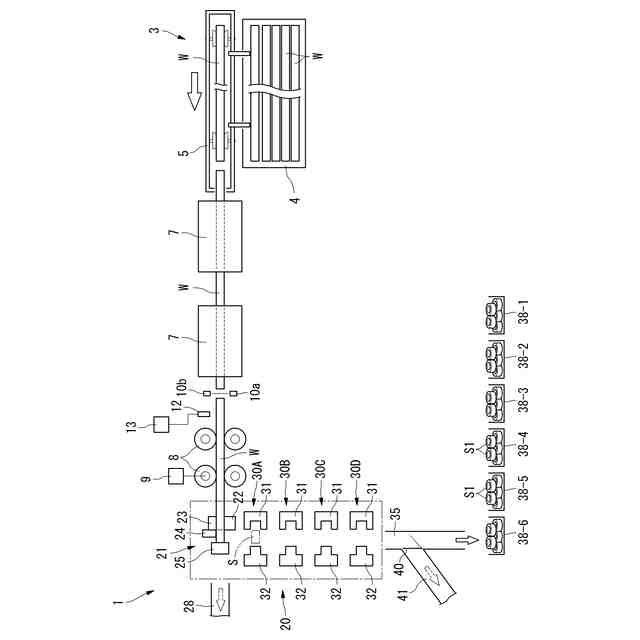
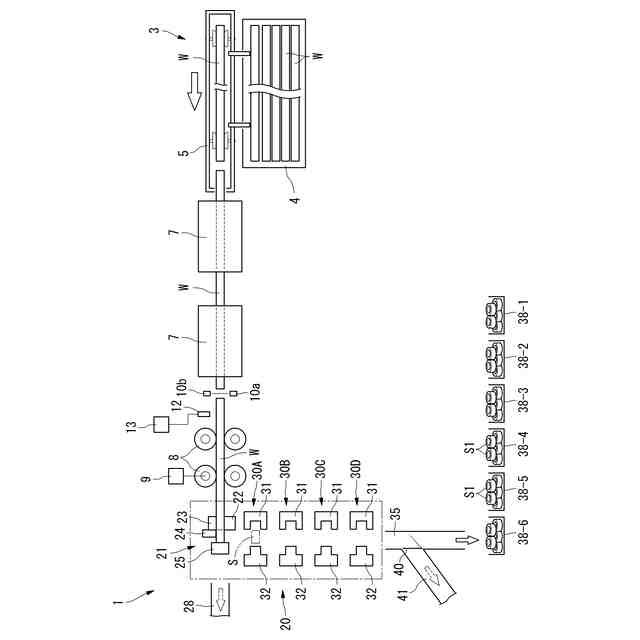
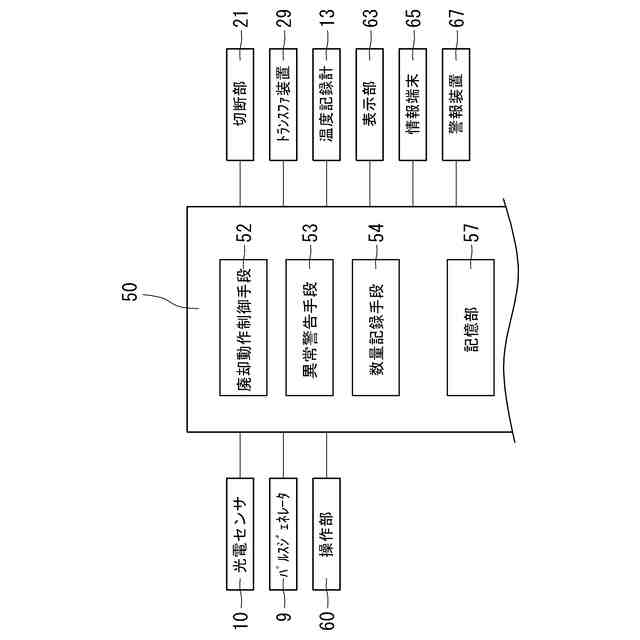
【解決手段】横型鍛造装置1は、連続的に供給された長尺の棒鋼Wを所定の寸法に切断して鍛造素材Sとし、複数段の鍛造加工部30にて鍛造加工するとともに、棒鋼間の継目部分が含まれる鍛造素材Sについては後続の鍛造加工部30に送ることなく廃却する強制廃却動作を実行する。横型鍛造装置1は、繰り返し実行される強制廃却動作の間隔時間を時系列に表示する記録表示装置13を備えている。記録表示装置13は、強制廃却動作を実行する際に発せられる強制廃却信号を取り込んで、強制廃却信号の出力状況を時系列にグラフ化して表示する。
【選択図】 図1
特許請求の範囲
【請求項1】
連続的に供給された長尺の棒鋼を所定の寸法に切断して鍛造素材とし、複数段の鍛造加工部にて鍛造加工するとともに、棒鋼間の継目部分が含まれる前記鍛造素材については後続の前記鍛造加工部に送ることなく廃却する強制廃却動作を実行する横型鍛造装置であって、
繰り返し実行される前記強制廃却動作の間隔時間を時系列に表示する記録表示装置を備えている、横型鍛造装置。
続きを表示(約 630 文字)
【請求項2】
前記記録表示装置は、前記強制廃却動作を実行する際に発せられる強制廃却信号を取り込んで、前記強制廃却信号の出力状況を時系列にグラフ化して表示する、請求項1に記載の横型鍛造装置。
【請求項3】
前記記録表示装置は温度記録計としての機能を備えており、加熱された前記棒鋼の温度状況とともに前記強制廃却信号の出力状況を時系列にグラフ化して表示する、請求項2に記載の横型鍛造装置。
【請求項4】
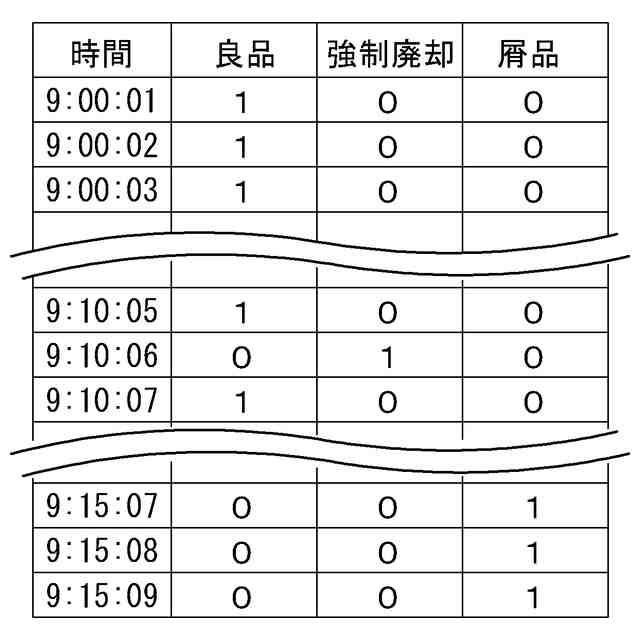
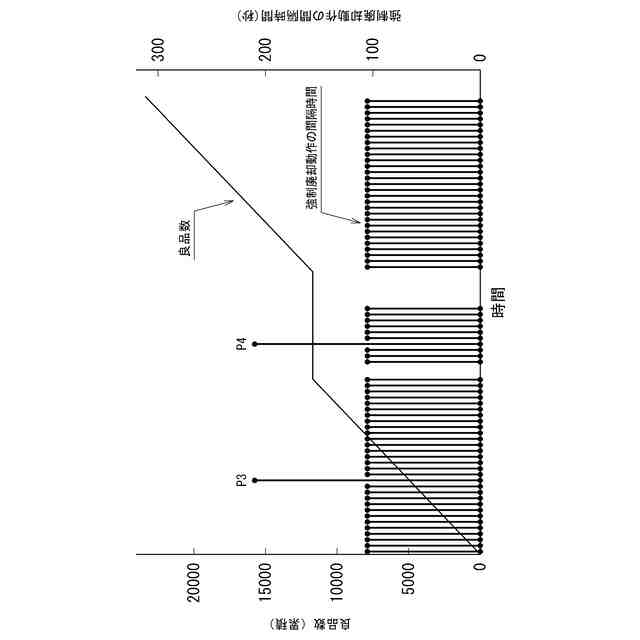
所定時間毎に得られた良品および強制廃却品の数をカウントし、時間情報と関連付けて記憶部に保存する数量記録手段を備えるとともに、
前記記録表示装置は、前記記憶部に保存された数量記録の情報に基づいて良品数の累積値および前記強制廃却動作の間隔時間を時系列にグラフ化して表示する、請求項1に記載の横型鍛造装置。
【請求項5】
連続的に供給された長尺の棒鋼を所定の寸法に切断して鍛造素材とし、複数段の鍛造加工部にて鍛造加工するとともに、棒鋼間の継目部分が含まれる前記鍛造素材については後続の前記鍛造加工部に送ることなく廃却する強制廃却動作を実行する横型鍛造装置であって、
前記強制廃却動作を実行する際に発せられる強制廃却信号を取り込んで、直近に実行された複数回の強制廃却動作の間隔時間の平均値を算出し、該平均値を超えて強制廃却動作が実行されない場合に警報信号を出力する異常警告手段を備えている、横型鍛造装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、横型鍛造装置に関し、詳しくは継目検出ミスに起因する不具合が発生したタイミングを特定するための構造に特徴を有するものに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
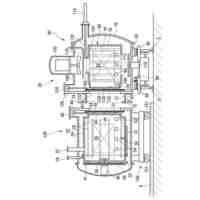
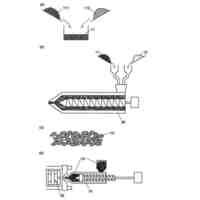
横型鍛造装置は、連続的に供給された長尺の棒鋼を所定の寸法に切断して鍛造素材とし、この鍛造素材を後続の複数段の鍛造加工部にて鍛造加工することで、短時間で大量の鍛造品を製造することができる。
【0003】
横型鍛造装置に対して連続的に棒鋼が供給された場合、先行する棒鋼と後続の棒鋼とのに跨って継目部分が存在する。横型鍛造装置では、通常、棒鋼間の継目部分が含まれる部位が切り出されて鍛造素材として後続の鍛造加工部に送られてしまうことを回避するため、継目部分をセンサで検出し、継目部分が含まれる鍛造素材については切断直後にこれを強制廃却する動作が実行されている(例えば下記特許文献1参照)。
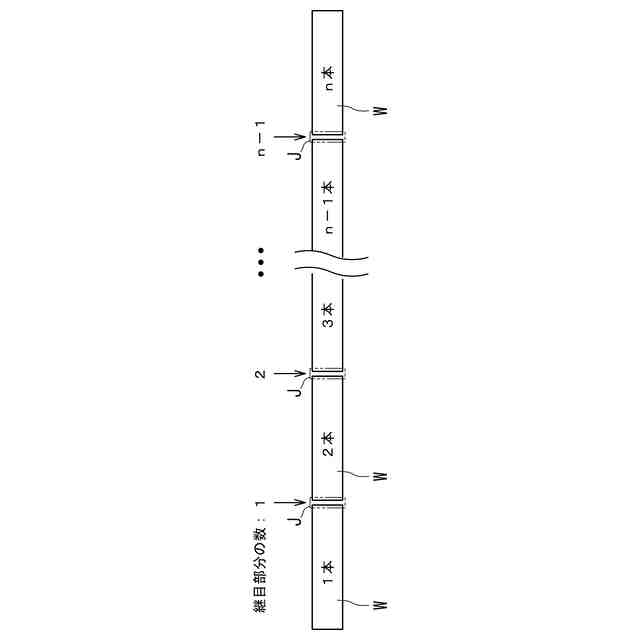
ここで、一連の鍛造加工のために供給された棒鋼Wの数がnであった場合、図6で示すように、継目部分Jはn-1箇所存在することから、対象ロットの鍛造加工が終了した時点で、強制廃却動作回数NはN=n-1となる。例えば、棒鋼Wの数が200本の場合なら、強制廃却動作の回数は199回である。
【0004】
しかしながら、強制廃却の動作は、継目部分に存在する隙間が予めセンサで検出されたことを条件として実行されるものであるため、上流側で実施された加熱処理に起因した溶着により継目部分の隙間が消失した場合や、この隙間が酸化スケールにより覆われてしまった場合には、継目部分が検出されない継目検出ミスに起因して強制廃却動作が実行されない不具合の発生も想定される。
【0005】
強制廃却動作が実行されない不具合の発生は、対象ロットの加工が終了した後、「強制廃却動作回数N<棒鋼投入本数n-1」であることで事後的に判定することができるが、対象ロット中のどのタイミングで不具合が発生したかまでは分からないため、良品の中に混入した継目部分が含まれる鍛造品を特定し排除するためには、対象のロットの良品全数について磁粉探傷検査等の再検査を行わなければならなかった。
【先行技術文献】
【特許文献】
【0006】
特開昭63-169213号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は以上のような事情を背景とし、継目部分が含まれる鍛造素材に対し強制廃却動作が実行されない不具合が発生したタイミングを特定することができる横型鍛造装置を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0008】
而してこの発明の第1の局面の横型鍛造装置は次のように規定される。即ち、
連続的に供給された長尺の棒鋼を所定の寸法に切断して鍛造素材とし、複数段の鍛造加工部にて鍛造加工するとともに、棒鋼間の継目部分が含まれる前記鍛造素材については後続の前記鍛造加工部に送ることなく廃却する強制廃却動作を実行する横型鍛造装置であって、
繰り返し実行される前記強制廃却動作の間隔時間を時系列に表示する記録表示装置を備えている。
【0009】
同一のロットにおいて連続的に供給された長尺の棒鋼は、通常、同一の長さである。このため、正常に強制廃却動作が繰り返し実行されている間、強制廃却動作の間隔時間は一定である。上記の第1の局面の横型鍛造装置によれば、記録表示装置に、繰り返し実行される強制廃却動作の間隔時間が時系列に表示されているため、オペレータは記録表示装置に表示された情報から強制廃却動作の間隔時間が明らかに長くなっている箇所を見つけ出すことで、強制廃却動作が実行されない不具合が発生したタイミング(具体的には、不具合が発生した時刻)を事後的に特定することができる。このため良品の中に混入した不良品(継目部分が含まれた鍛造品)を特定し排除するための再検査の対象を、不具合が発生した時刻に加工された鍛造品に限定することでき、再検査の負担を軽減することができる。
【0010】
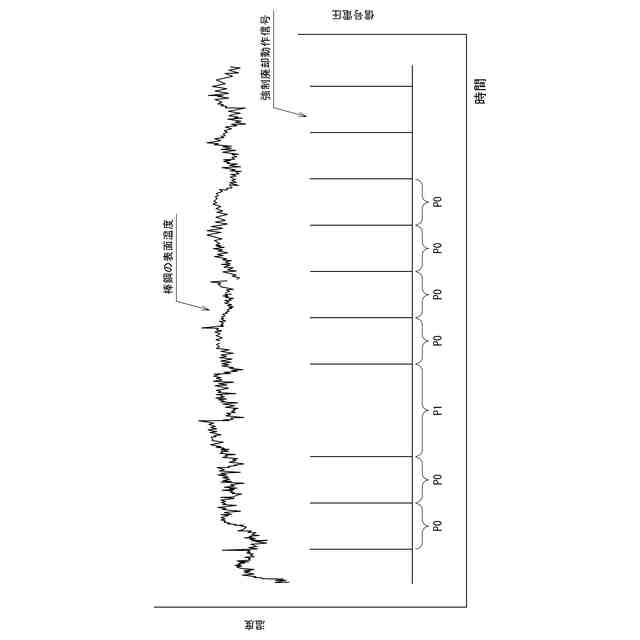
ここで前記記録表示装置は、前記強制廃却動作を実行する際に発せられる強制廃却信号を取り込んで、前記強制廃却信号の出力状況を時系列にグラフ化して表示することができる(第2の局面)。
グラフ化して表示すれば、強制廃却動作の間隔時間が明らかに長くなっている箇所が一見して分かり易く、継目検出ミスに起因する不具合が発生したタイミングの把握が容易である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理設備
10日前
大同特殊鋼株式会社
吊り具装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
6日前
大同特殊鋼株式会社
回転炉の異物検出装置
9日前
大同特殊鋼株式会社
リチウムイオン電池負極用Si合金
6日前
大同特殊鋼株式会社
オーステナイト系ステンレス鋼及び耐水素性部材
1か月前
大同特殊鋼株式会社
溶解原料予熱装置および予熱装置付きアーク溶解炉
4日前
大同特殊鋼株式会社
データセット、機械学習モデル、及び、組織画像分析用プログラム
5日前
大同特殊鋼株式会社
希土類ボンド磁石用コンパウンド及びそれを用いた希土類ボンド磁石の製造方法
1か月前
大同特殊鋼株式会社
クレーンガーダのキャンバ量測定方法およびクレーンガーダのキャンバ量測定装置
17日前
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
5か月前
工機ホールディングス株式会社
ニブラ
3日前
株式会社西田製作所
パンチャーヘッド
10日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
10日前
日産自動車株式会社
逐次成形方法
3か月前
株式会社トラバース
パンチング加工装置
25日前
株式会社アマダ
曲げ加工機
2か月前
株式会社TMEIC
監視装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社不二越
転造加工用平ダイス
1か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ紡織株式会社
プレス金型装置
10日前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社三明製作所
転造装置
3か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ