TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024158697
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074100
出願日
2023-04-28
発明の名称
転造加工用鋼製平ダイス
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20241031BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】従来の転造加工用の鋼製平ダイスは、加工歯の歯丈方向が鋼板の加工方向と垂直な関係になるので、転造加工時に加工歯の歯面に発生する過大な応力により鋼材の加工方向と歯面が受ける応力の方向が一致することで、加工歯形状の最適化や表面に被覆される硬質皮膜のみでは食い付き歯の損傷や破断を防止できないという問題がある。
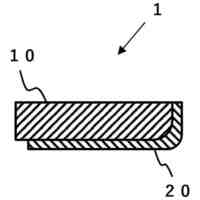
【解決手段】
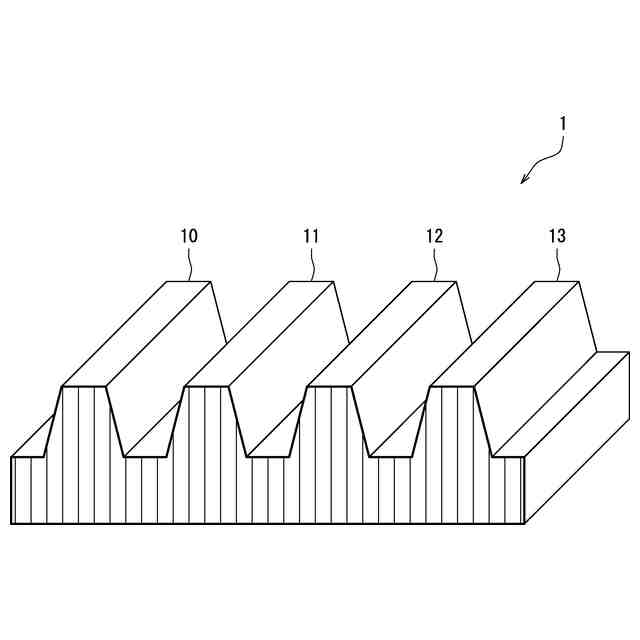
本発明の転造加工用鋼製平ダイス1は、複数の加工歯10,11,12,13が長手方向に配列されている転造加工用鋼製平ダイス1において、これらの加工歯10,11,12,13を転造加工用鋼製平ダイス1の後方側へ向けて歯丈が大きくなる第1加工歯およびこの第1加工歯に連続して形成されて歯丈が一定である第2加工歯から形成した上で、この第1加工歯の歯丈方向を母材である鋼の加工方向と同一方向とする。
【選択図】図4
特許請求の範囲
【請求項1】
複数の加工歯が長手方向に配列されている転造加工用鋼製平ダイスであって、前記加工歯は、前記転造加工用鋼製平ダイスの後方側へ向けて歯丈が大きくなる第1加工歯と、前記第1加工歯に連続して形成されて歯丈が一定である第2加工歯と、を有しており、前記第1加工歯の歯丈方向が、前記鋼の加工方向と同一方向であることを特徴とする転造加工用鋼製平ダイス。
続きを表示(約 160 文字)
【請求項2】
前記鋼の加工方向は、圧延方向,鍛造方向,引抜方向の内のいずれかの加工方向であることを特徴とする請求項1に記載の転造加工用鋼製平ダイス。
【請求項3】
前記鋼は、高速度工具鋼または熱間金型用工具鋼のいずれかであることを特徴とする請求項1または2に記載の転造加工用鋼製平ダイス。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車を転造加工する転造加工用鋼製平ダイスに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、歯車などの転造加工時に使用する工具、いわゆる転造加工用平ダイスは、多数の加工歯が長手方向に並んでおり、歯丈の低い順に「食い付き歯(食い付き部)」、「調整歯(調整部)」、「仕上げ歯(仕上げ部)」の3種類の加工歯に分かれている。特に、「食い付き歯(食い付き部)」はサンド歯とも呼ばれており、転造加工初期における被加工材との摩擦によって他の加工歯に比べて著しく損耗が大きい箇所である。
【0003】
そのため、当該食い付き歯や加工歯全域の耐久性、耐摩耗性を高めることが転造加工用平ダイスの寿命向上につながる。例えば、加工歯全体の形状を最適化する、もしくは表面に硬質皮膜を被覆することで工具の長寿命化につなげる技術が開示されている(特許文献1ないし3参照)。
【先行技術文献】
【特許文献】
【0004】
特開2013-786号公報
特開2019-42742号公報
特開2014-221478号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、加工歯、とりわけ食い付き歯の損傷状態を確認した結果、転造加工時における食い付き歯の歯面と被加工物の接触時に当該歯面上に過大な引張応力が繰り返し発生することで歯面に微小クラックが発生して、食い付き歯の損傷、破断に至ることを発明者は突き止めた。
【0006】
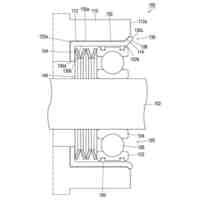
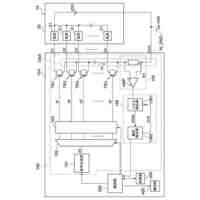
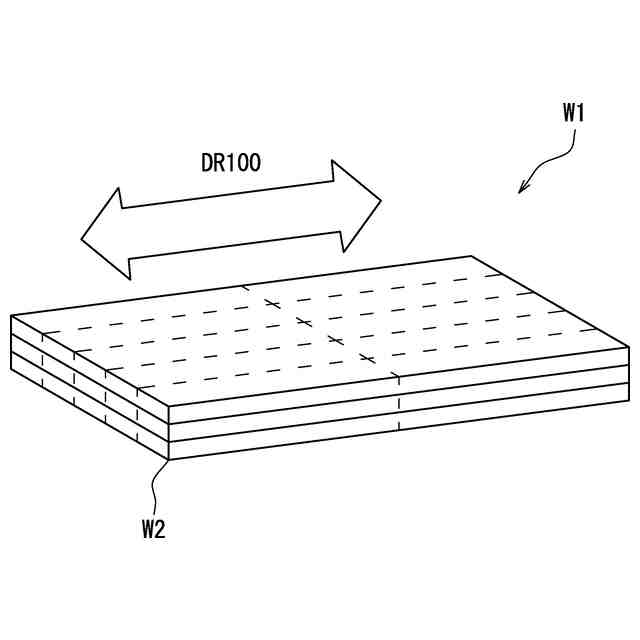
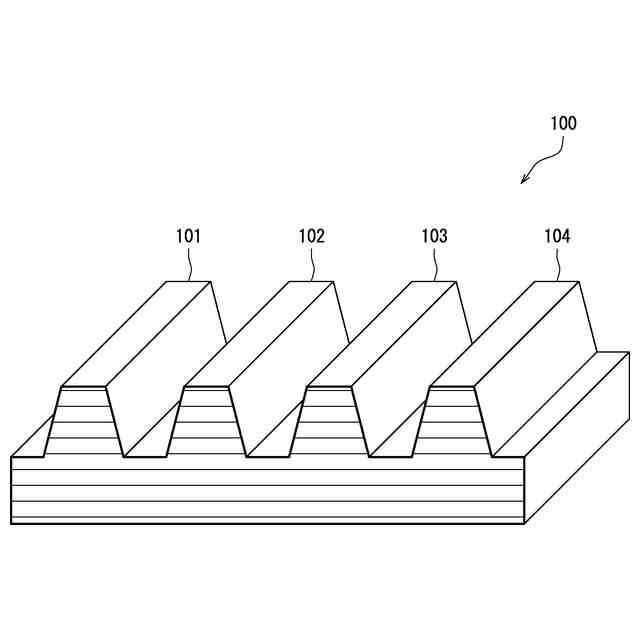
ここで、従来の転造加工用平ダイスを製作する鋼板W1,W2の模式形状を図5および図6に、鋼板W2から製作される転造加工用平ダイスの母材W3の模式形状を図7に、母材W3から製作される転造加工用平ダイス100の一部拡大模式図を図8にそれぞれ示す。
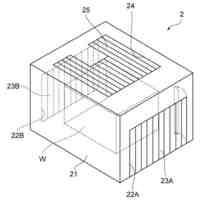
【0007】
転造加工用平ダイスを製作する鋼板W1が図5に示す様に圧延や鍛造などの加工方向DR100が鋼板W1の厚み方向ではなく、長手方向である場合、その鋼板W1から切り出された図6に示す鋼板W1の一部である鋼板W2も同様にその加工方向は(鋼板W2の)長手方向である。
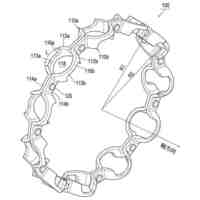
【0008】
その鋼板W2から製作される転造加工用平ダイスの母材W3には図7に示す様に表面に加工歯や溝などが形成されて、最終的には、図8に示す様に転造加工用平ダイス100に形成されている多数の加工歯101,102,103,104の歯丈方向が鋼板の加工方向と垂直な関係になる。そのため、転造加工時に加工歯の歯面に発生する過大な応力(引張応力や圧縮応力)によって鋼材の加工方向と歯面が受ける応力の方向が一致することで、加工歯形状の最適化や表面に被覆される硬質皮膜のみでは食い付き歯の損傷や破断を防止できないという問題があった。
【0009】
そこで、本発明は、転造加工時に発生する転造加工用平ダイスの加工歯の破損を抑制して、工具寿命を向上させる鋼製の転造加工用平ダイス(転造加工用鋼製平ダイス)を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の転造加工用鋼製平ダイスは、長手方向(転造加工方向)に複数の加工歯を配列して、当該加工歯を転造加工用鋼製平ダイスの後方側へ向けて歯丈が大きくなる第1加工歯と歯丈が一定の第2加工歯から形成する。さらに、第1加工歯の歯丈方向を素材である鋼の加工方向と同一方向にする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
10日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ロボット
23日前
株式会社不二越
金属製保持器
1か月前
株式会社不二越
駆動伝達機構
10日前
株式会社不二越
X線測定装置
11日前
株式会社不二越
X線測定装置
11日前
株式会社不二越
油圧システム
11日前
株式会社不二越
金属製保持器
1か月前
株式会社不二越
搬送システム
13日前
株式会社不二越
塵埃噴射装置
5日前
株式会社不二越
保持器付き軸受
6日前
株式会社不二越
電磁弁制御装置
27日前
株式会社不二越
電食防止軸受構造
1か月前
株式会社不二越
超硬合金製ドリル
23日前
株式会社不二越
圧力制御システム
23日前
株式会社不二越
垂直多関節ロボット
24日前
株式会社不二越
通り穴加工用タップ
1か月前
株式会社不二越
スカイビングカッタ
1か月前
株式会社不二越
クラッチアクチュエータ
16日前
株式会社不二越
異常検知装置及びプログラム
11日前
株式会社不二越
ブレーキ機構及び回転システム
1か月前
株式会社不二越
シール付き軸受および軸受構造
6日前
株式会社不二越
ロボットの教示システム及び教示方法
1か月前
株式会社不二越
二次電池用通電部品およびその製造方法
1か月前
株式会社不二越
産業用制御装置及び産業用制御装置の制御方法
4日前
株式会社不二越
酸化皮膜形成用合金鋼、電食防止部品およびその製造方法
23日前
個人
棒鋼連続引抜装置
2か月前
個人
ハゼ折鋼板のハゼ締め装置
7か月前
株式会社プロテリアル
鍛造装置
4か月前
村田機械株式会社
プレス機械
6か月前
株式会社オプトン
曲げ加工装置
2か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
5か月前
株式会社西田製作所
パンチャーヘッド
17日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ