TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065771
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175195
出願日
2023-10-10
発明の名称
二次電池用通電部品およびその製造方法
出願人
株式会社不二越
代理人
個人
主分類
H01M
50/526 20210101AFI20250415BHJP(基本的電気素子)
要約
【課題】二次電池用通電部品の製作後において、接合面に対して垂直な左右端面が異なる材質の通電部品であり、端面などの再加工を必要とせず、他の部品と接合するための接合面を確保できる二次電池用通電部品およびその製造方法を提供する。
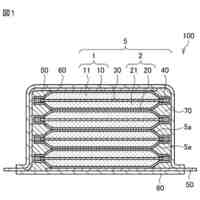
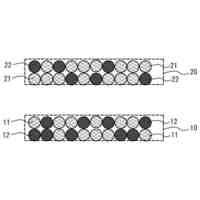
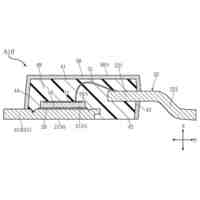
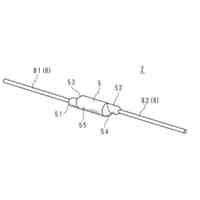
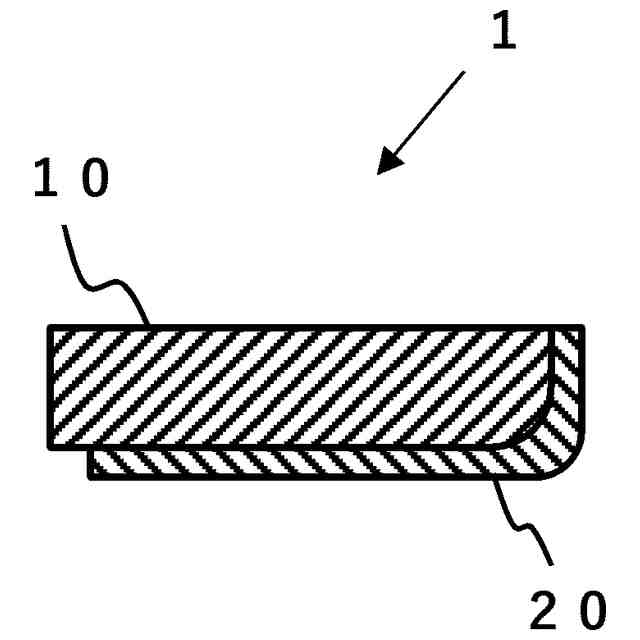
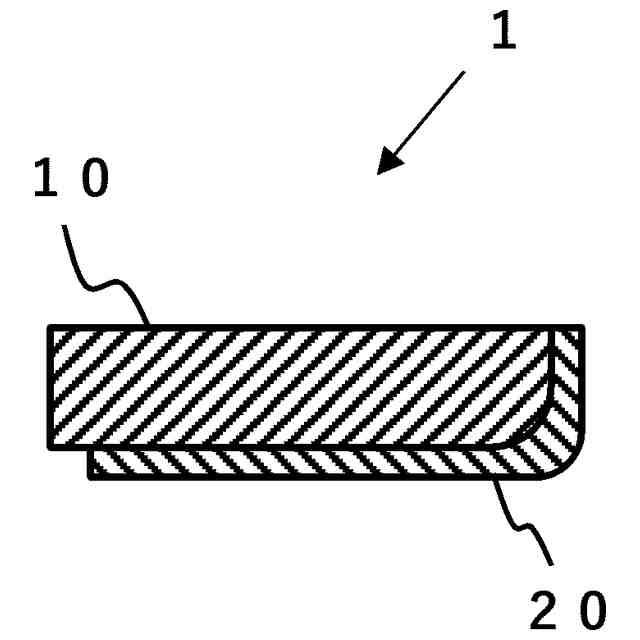
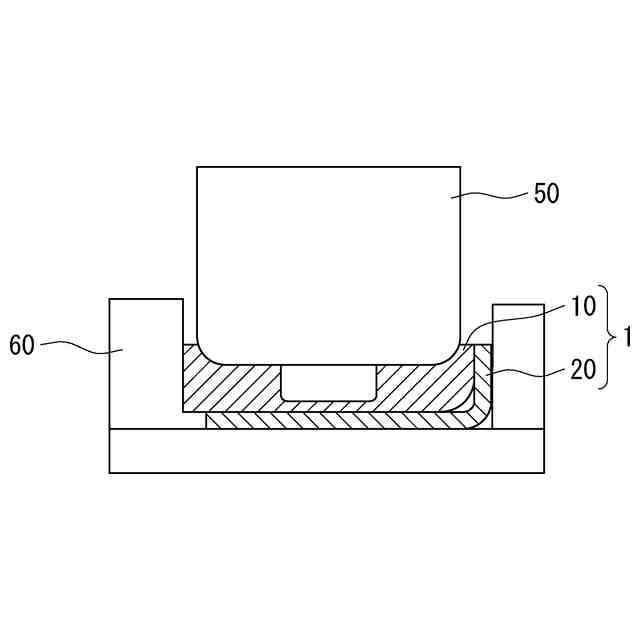
【解決手段】アルミニウム製またはアルミニウム合金製の第1板材10および、銅製または銅合金製の第2板材20を有する二次電池用通電部品1において、第1板材10と第2板材20が厚さ方向に積層された界面に互いに固相接合された接合部を有して、第1板材10の側方端面と第2板材20の側方端面をいずれも平滑にする。
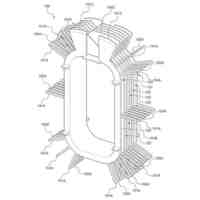
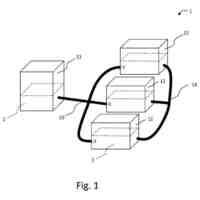
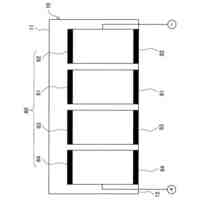
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム製またはアルミニウム合金製の第1板材と、銅製または銅合金製の第2板材と、を有する二次電池用通電部品において、前記第1板材の厚さは前記第2板材の厚さよりも厚く、前記第1板材と前記第2板材が厚さ方向に積層された界面には互いに固相接合された接合部を有しており、前記第1板材の側方端面と前記第2板材の側方端面は、いずれも平滑であることを特徴とする二次電池用通電部品。
続きを表示(約 450 文字)
【請求項2】
前記第2板材は、厚さ方向の断面視においてL字状もしくは逆L字状のいずれかに形成されていることを特徴とする請求項1に記載の二次電池用通電部品。
【請求項3】
請求項1に記載の二次電池用通電部品の製造方法であって、前記第2板材の上方に前記第1板材を積層した状態で前記第1および第2板材を固定する第1工程と、前記第1工程後に前記第1板材の上方から回転している摩擦撹拌接合工具を前記第1板材内部に挿入して前記第2板材と接合する第2工程と、を有することを特徴とする二次電池用通電部品の製造方法。
【請求項4】
請求項2に記載の二次電池用通電部品の製造方法であって、前記L字状に形成された第2板材の上方に前記第1板材を積層した状態で前記第1板材の端面を固定する第1工程と、前記第1工程後に前記第1板材の上方から回転している摩擦撹拌接合工具を前記第1板材内部に挿入して前記第2板材と接合する第2工程と、を有することを特徴とする二次電池用通電部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主に自動車等に搭載される二次電池用途の通電部品およびその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
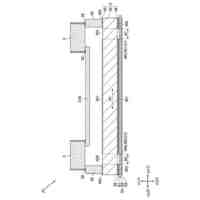
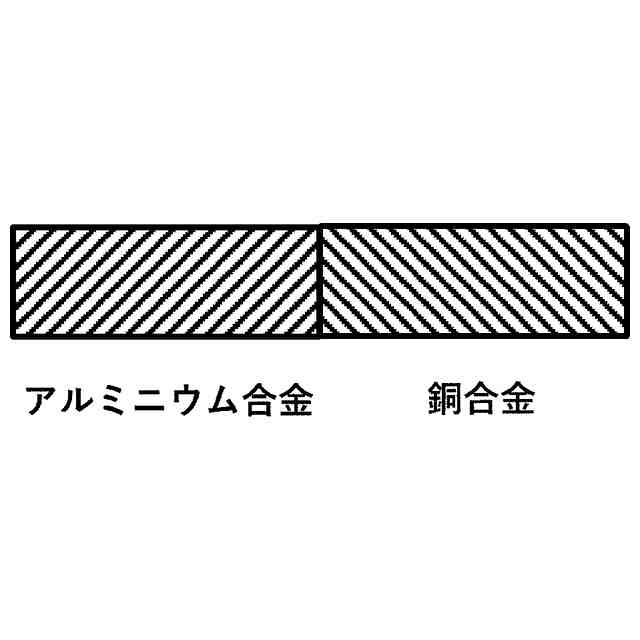
リチウムイオン電池の正極はアルミニウム合金箔、負極は銅箔で構成されている。普通、これを直列または並列に接続して用いるが、接続する際は正極と負極の接続になるため、アルミニウム合金と銅の接合が必要になる(特許文献1および2参照)。正極と負極を直接繋げることもあるが、間にバスバー(通電部品)をはさむ場合はレーザー溶接を用いて溶接することが多く、通電部品の両側をそれぞれ正極および負極に溶接する。溶接においては同種材同士の方が安定しやすいため、通電部品の材質は正極側が銅、負極側がアルミニウム合金であることが望まれる。この条件を満たす最も単純な構造としては、図4に示すような左側がアルミニウム合金材、右側が銅合金材で構成されているような通電部品が考えられる。
【先行技術文献】
【特許文献】
【0003】
特許第6971990号公報
特許第7289049号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、図4に示すような突合せアルミニウム合金と銅の通電部品の特徴として、アルミニウム合金と銅の接合部が最大でも板厚分しか確保できないという制約がある。これは板幅に対して厚みが薄い場合、十分な接合面積が確保できないという問題を生ずる。
【0005】
そこで、本発明は、板幅に対して厚みが薄い場合でも図4に示す形態の様な突合せの場合よりも接合部が広く得られ、十分な接合面積が確保可能である二次電池用通電部品およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
そこで、本発明は、アルミニウム製またはアルミニウム合金製の第1板材および銅製または銅合金製の第2板材を備える二次電池用通電部品において、第1板材と第2板材が厚さ方向に積層された界面に固相接合された接合部を有して、第1板材の側方端面と第2板材の側方端面はいずれも平滑とする。また、第1板材の厚さを第2板材の厚さよりも厚くする。もしくは第2板材を厚さ方向の断面視においてL字状もしくは逆L字状のいずれかの形状に形成しても構わない。
【0007】
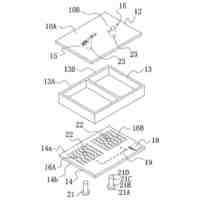
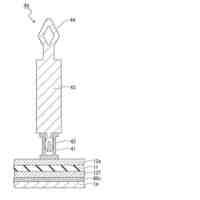
また、二次電池用通電部品の製造方法の発明については、銅製または銅合金製の第2板材の上方にアルミニウム製またはアルミニウム合金製の第1板材を積層した状態で第1および第2板材を固定する第1工程、当該第1工程後に第1板材の上方から回転している摩擦撹拌接合工具を第1板材内部に挿入して第2板材と接合する第2工程から形成する。
【0008】
さらに、第2板材の片側が断面視でL字状に形成されている場合には、このL字状に形成された第2板材の上方に第1板材を積層した状態で第1板材の端面を固定する第1工程、この第1工程後に第1板材の上方から回転している摩擦撹拌接合工具を第1板材内部に挿入して前記第2板材と接合する第2工程から形成する。
【発明の効果】
【0009】
本発明の二次電池用通電部品は、接合面に対して垂直な左右端面が異なる材質の通電部品であり、製作後においても端面などの再加工を必要とせず、他の部品と接合するための接合面を確保できるという効果を奏する。
【図面の簡単な説明】
【0010】
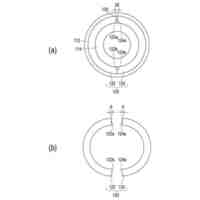
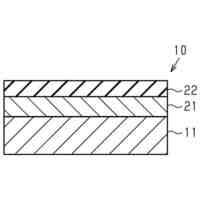
本発明の第1実施形態である二次電池用通電部品1の模式断面図である。
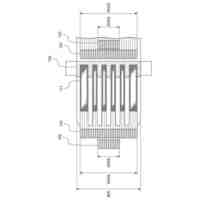
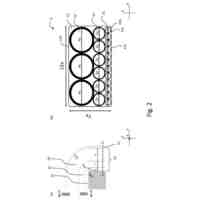
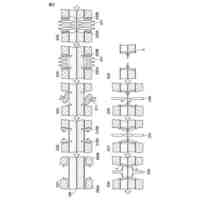
図1に示す二次電池用通電部品1の製作状態を示す模式断面図である。
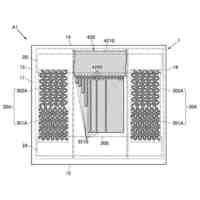
本発明の第2実施形態である二次電池用通電部品2の製作状態を示す模式断面図である。
従来の通電部品の模式断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
射出成形機
6日前
株式会社不二越
ソレノイド
8日前
株式会社不二越
油圧ユニット
5日前
株式会社不二越
塵埃噴射装置
15日前
株式会社不二越
レースガイド保持器
5日前
株式会社不二越
サーフェスブローチ盤
7日前
株式会社不二越
シール付き軸受および軸受構造
16日前
株式会社不二越
スラスト自動調心ころ軸受の保持器
5日前
株式会社不二越
軌道生成装置及び軌道生成プログラム
6日前
株式会社不二越
切断刃用合金鋼およびそれを用いた切断刃
7日前
株式会社不二越
超硬合金およびこれを用いた切削加工用工具
今日
トヨタ紡織株式会社
燃料電池用セパレータ
9日前
株式会社不二越
産業用制御装置及び産業用制御装置の制御方法
14日前
株式会社不二越
ブレーキ解除回路、ブレーキ解除方法、及び制御システム
8日前
APB株式会社
二次電池
20日前
甲神電機株式会社
変流器
26日前
株式会社東光高岳
変圧器
13日前
株式会社東光高岳
変圧器
13日前
ローム株式会社
チップ部品
16日前
ローム株式会社
半導体装置
22日前
株式会社コロナ
タッチ式操作装置
2日前
太陽誘電株式会社
全固体電池
21日前
トヨタ自動車株式会社
二次電池
21日前
トヨタ自動車株式会社
二次電池
5日前
日本特殊陶業株式会社
保持装置
1か月前
トヨタ自動車株式会社
集合導線
22日前
CKD株式会社
倣い装置
9日前
株式会社バンダイ
電池収容構造及び玩具
1か月前
株式会社不二越
ソレノイド
8日前
株式会社プロテリアル
シート状磁性部材
27日前
ローム株式会社
半導体装置
7日前
APB株式会社
二次電池セルの製造方法
20日前
株式会社ダイヘン
ヒューズ
2日前
株式会社ダイヘン
搬送装置
5日前
トヨタ自動車株式会社
充電システム
22日前
富士電機株式会社
半導体装置
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ