TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024163976
公報種別
公開特許公報(A)
公開日
2024-11-26
出願番号
2024012310
出願日
2024-01-11
発明の名称
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
出願人
個人
代理人
主分類
B21D
39/02 20060101AFI20241114BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 ハゼ締め装置の走行状態の安定化を図り、ハゼ締め作業の作業効率およびハゼ締め品質を向上させる。
【解決手段】 複数個の駆動ローラR3…を並列に配置し、これらの駆動ローラR3…間に動力伝達ベルトB1を掛け回して連動させるとともに、ハゼ締め作業に際しては、動力伝達ベルトB1を外すことなく、駆動ローラR3とカシメローラR5との間に仮組された2枚のハゼ折鋼板M,Mのハゼ締めラインM1と共に動力伝達ベルトB1を挟み込んでカシメ作業を実施する。動力伝達ベルトB1がハゼ締めラインM1の保護部材、駆動ローラR3の摩擦増大部材として機能するとともに、ハゼ締め装置の安定な走行状態を実現する。
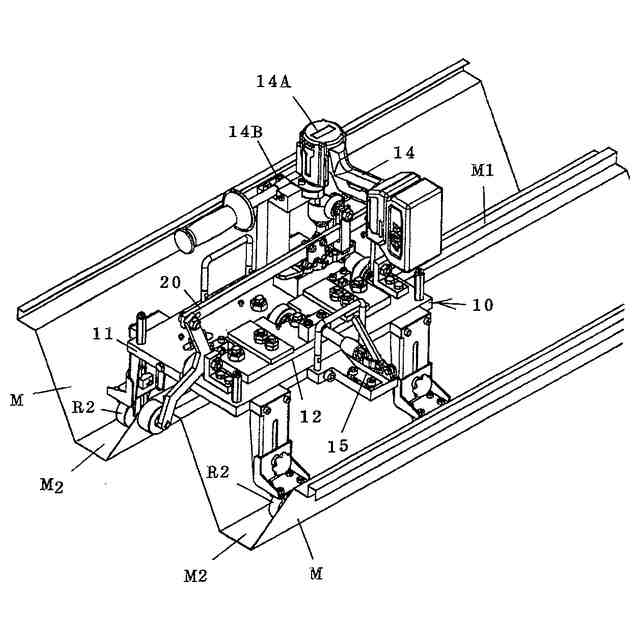
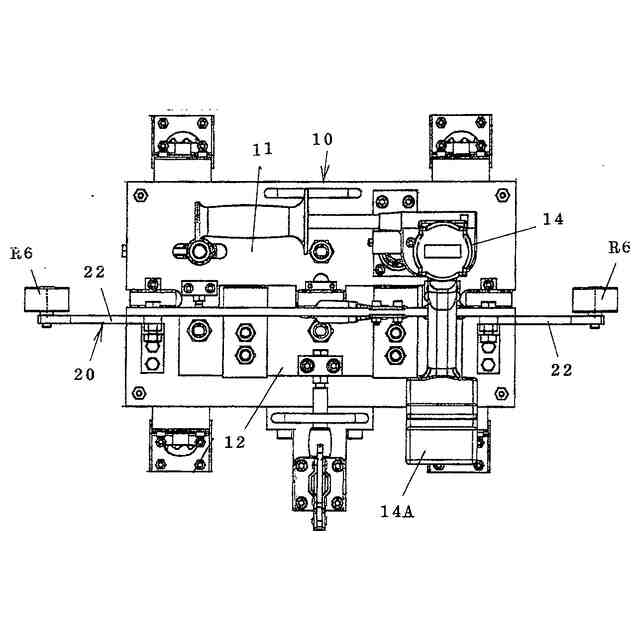
【選択図】図1
特許請求の範囲
【請求項1】
メインベース板と、該メインベース板に手動の伸縮リンク機構を介して往復スライド動作可能に搭載するサブベース板を備え、
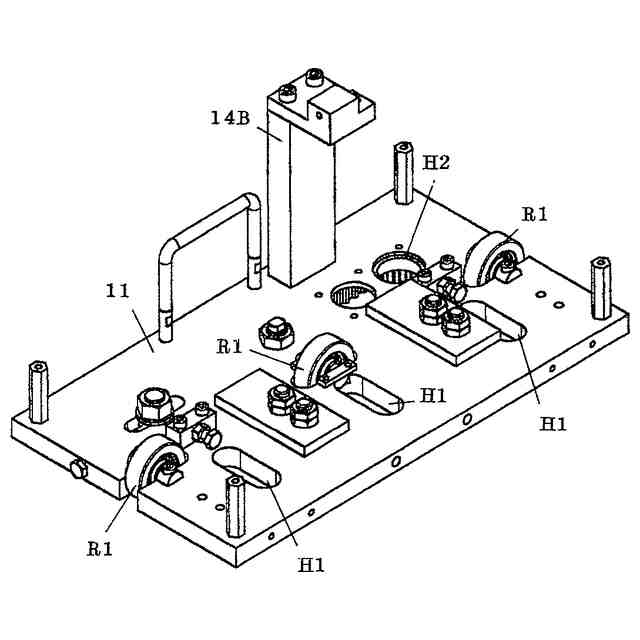
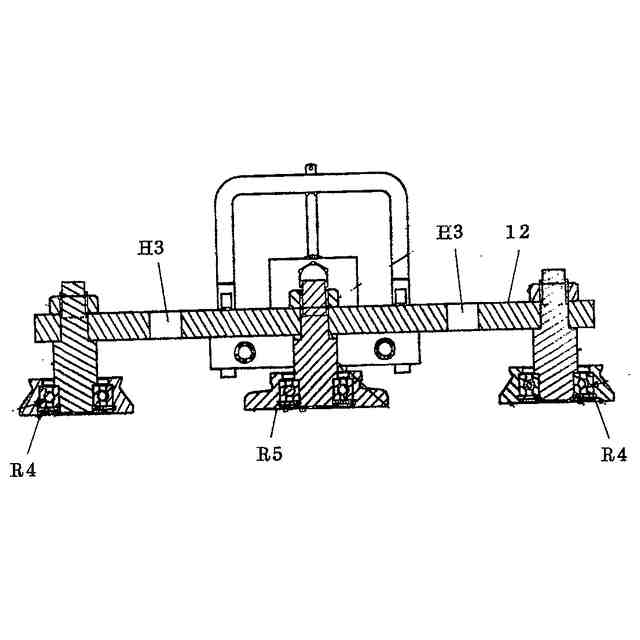
前記メインベース板は、ハゼ締め作業の前提として隣接する2枚のハゼ折鋼板を山形に仮組みした場合において加工対象となる山頂部分の稜線位置におけるハゼ締めライン上を走行する複数個の稜部走行ローラと、前記ハゼ締めラインの両側に形成される谷底部分の各谷線ライン上を走行する各1対の脚付き走行ローラと、前記ハゼ締めラインの一方側の側方に水平姿勢で配置される複数個の駆動ローラと、該駆動ローラを駆動する駆動機構を搭載するとともに、
前記サブベース板は、前記ハゼ締めラインを挟んで前記複数個の駆動ローラに対峙する位置に水平姿勢で配置される成形ローラとカシメローラとを搭載し、
前記メインベース板における複数個の駆動ローラは、前記駆動機構によって動力伝達ベルトを介して同一回転方向に積極駆動されるとともに、前記サブベース板における成形ローラとカシメローラとは、前記サブベース板の往復スライド動作によって前記駆動ローラに対して離接動作をし、前記複数個の駆動ローラとカシメローラおよび成形ローラとは、前記動力伝達ベルトと共にハゼ締めラインを両側方から挟み込むことを特徴とするハゼ折鋼板のハゼ締め装置。
続きを表示(約 570 文字)
【請求項2】
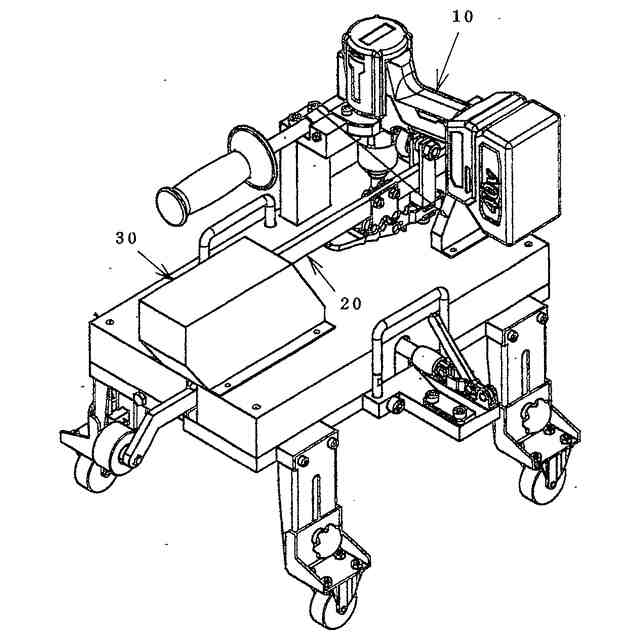
前記駆動ローラの駆動機構は、2次電池を電源とし、ハゼ折鋼板のハゼ締め作業と異なる用途に供することを目的として市販されている電動回転工具を駆動源として組み付け可能に構成されていることを特徴とする請求項1に記載のハゼ折鋼板のハゼ締め装置。
【請求項3】
下向きに取り付けられた電動回転工具のグリップに装着されたトリガを押し上げる作動子を備える水平アームと、該水平アームの一方の端部、または両方の端部にリンクアームを介して連結され、ハゼ折鋼板のハゼ締めライン上を稜部走行ローラおよび脚付き走行ローラに先行して走行する重錘ローラとを備え、
該重錘ローラは、ハゼ締めラインの末端から落下する動作によって前記リンクアームを介して前記水平アームを引き付けて水平アームに取り付けられた前記作動子を電動回転工具のトリガから外すことを特徴とするハゼ締め装置の自動停止装置。
【請求項4】
前記水平アームおよび作動子を介して手動で電動回転工具のトリガをON-OFF操作するスイッチ機構を備えることを特徴とする請求項3に記載のハゼ締め装置の自動停止装置。
【請求項5】
請求項3または請求項4のいずれか1項に記載の自動停止装置を備えることを特徴とする請求項2に記載のハゼ折鋼板のハゼ締め装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、一般家庭の車庫や、大小工場等の屋根葺き部材として多用されるハゼ折鋼板のハゼ締め装置、特に、所定の態様で仮に組み合わされるハゼ折鋼板の連結部分であるハゼ締めラインに沿って電動で自走しながらハゼ締めラインをカシメて締付ける動作、すなわちハゼ締めを実行するハゼ締め装置、およびハゼ締め装置の自動停止装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ハゼ折鋼板の提供初期におけるハゼ折鋼板のカシメ連結作業、つまりハゼ締め作業は、業界でガッチャと呼ばれている大型の刈り込み挟み様の手動工具を用い、多点を挟むようにカシメて実施されていたが、今日では、ハゼ折鋼板のハゼ締めラインに沿って自走しながら連続的にカシメ連結する電動のハゼ締め装置が提供されている。
【0003】
連結作業の前提として横並びに配置した2枚のハゼ折鋼板のカシメ連結部分は山形の山頂部分である。この山頂部分の断面形状は、ハゼ折鋼板の種類やサイズ規模等によってやや異なる態様のものもあるが、基本的には、雨切り構造を実現するという共通の目的を有するため、ほぼ共通した構造である。
【0004】
従来提供されている自走方式のハゼ締め装置は、横並びに配置されて山形を形成するように仮組みされた2枚のハゼ折鋼板の山形部分に跨る姿勢で走行しながら山頂部分のハゼ締めラインのカシメ動作を実行するものである。ハゼ締め装置には、一般に金属製のカシメローラと駆動ローラとが組み込まれている。他方、2枚のハゼ折鋼板の山頂部分は、カシメる対象部分として互いに嵌り込む形状に形成されている。ハゼ締め装置は、走行しながらカシメローラと駆動ローラとの間にハゼ締めラインを側方から挟み込んで所定形状に変形させることによりカシメ作業を実行するものである。
【0005】
なお、自走方式といっても作業員が不要という趣旨ではなく、ハゼ締め装置の運転開始および停止、その他動作状態の監視等のため作業員の随行は必要条件である。また、ハゼ締め装置における自走動作は、カシメローラと駆動ローラとがハゼ締めラインを挟み込んで回転駆動されることによって、反作用的に走行するものである。これによって、走行用の駆動機構が省略されている。なお、ハゼ締め装置の電源には商用電源が用いられる他、バッテリ電源を有する市販のドリル装置等の電動回転工具を駆動源として組み込んだユニークなものも知られている。
【0006】
上記のような従来のハゼ締め装置については、幾つかの改善すべき問題点が指摘されている。
【0007】
例えば、屋根葺き部材としてのハゼ折鋼板の普及には、鋼板材料の防錆技術の進歩発展が大きく寄与しているのであるが、ハゼ締め装置を用いた作業の場合においては、錆の発生件数が多いという指摘がある。この問題は、直接的にはハゼ折鋼板の山頂部分のハゼ締めラインを強力に挟み込んだ状態の金属製の駆動ローラが不特定箇所で高頻度で空転することによりハゼ折鋼板表面の防錆被膜が失われることに起因する。
【0008】
この問題を検討すると、駆動ローラの空転は、ハゼ締め装置の走行状態が不安定であって、頻繁に蛇行することに起因することが判明する。この問題は、それでは何故蛇行するのかという問題に帰着する。仮組みされた2枚のハゼ折鋼板のハゼ締めラインは、互いに嵌り合う形状に形成されてはいるが、その部分の形状は非対象であってハゼ締めラインの両側で大きく異なっている。そして、カシメローラは作業負荷の大きい側、つまりハゼ締めラインの変形量が大きい側に配置され、駆動ローラは、作業負荷の小さい平坦な側に配置されている。
【0009】
ハゼ締め装置の蛇行がカシメローラと駆動ローラとの作業負荷の大小関係によって生じるのであれば、両者を機械的に連動させれば問題を解決することができるように思われるが、両者間の間隔は、カシメ作業開始前と開始後とでは異なるのであり、両者を機械的に連動させるには複雑な機械構成が必要とされ、コストアップが避けられない。
【0010】
また、仮に両者を機械的に連動させたとしても蛇行問題の解決にはほとんど貢献しないと考えられる。なぜなら、カシメローラはハゼ締めラインの一方の側方において、走行するハゼ締め装置を進行させないように機能するが、駆動ローラは、ハゼ締めラインの他方の側方においてハゼ締め装置を進行させるように機能する。これでは、ハゼ締め装置が蛇行するのは当然ともいえる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
12日前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社トラバース
パンチング加工装置
4日前
株式会社TMEIC
監視装置
10日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
26日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社エナテック
製品分離システム
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
19日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
カシメ装置
5か月前
個人
日本刀の製造方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
株式会社IKS
滑り止め構造
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































