TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044475
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152052
出願日
2023-09-20
発明の名称
引抜き加工装置の制御方法
出願人
国立大学法人電気通信大学
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21C
19/00 20060101AFI20250326BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ダイスの成形孔に素材を通す引抜き加工を行う引抜き加工装置の制御方法において、抽伸材の矯正工程の簡略化又は省略を図って抽伸材を効率よく製造可能とする。
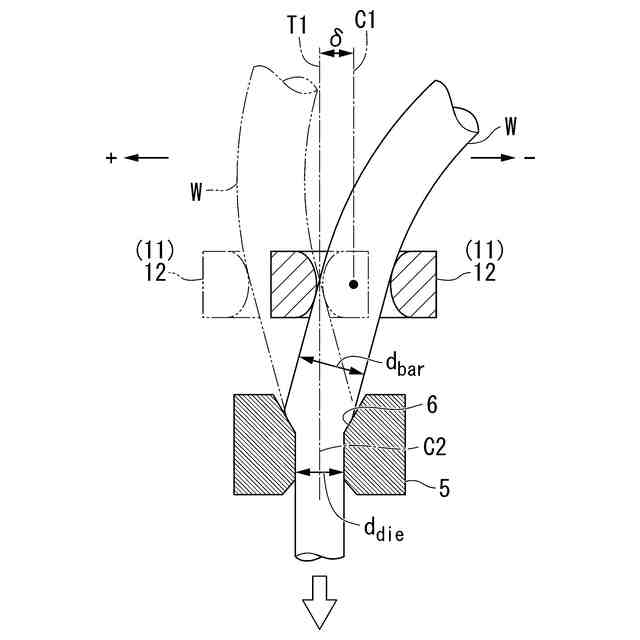
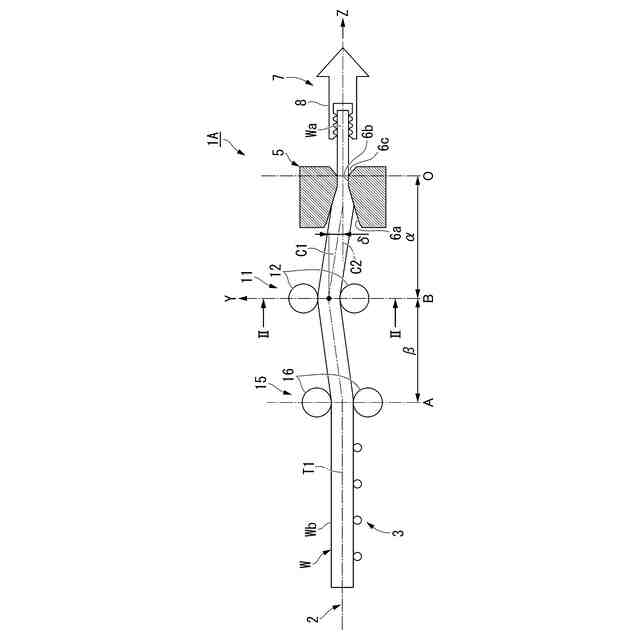
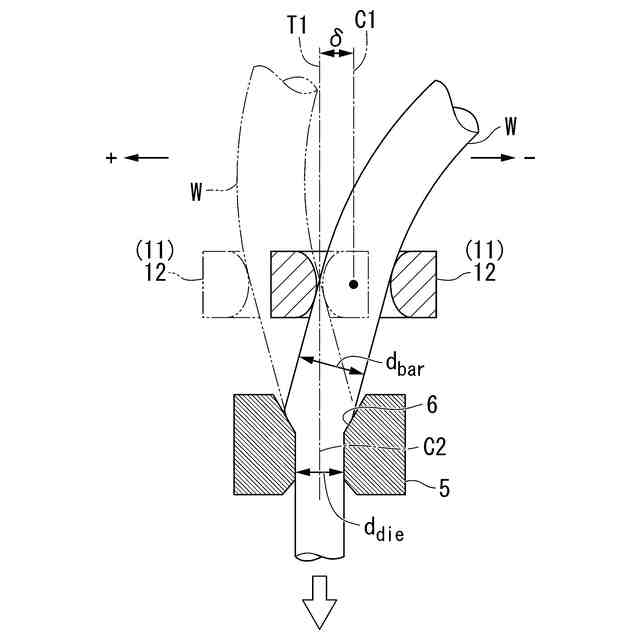
【解決手段】ダイス5の上流側から下流側へ素材Wを引き抜いて規定の外周形状とする引抜き加工装置の制御方法において、搬送経路におけるダイス5よりも上流側に、素材Wの軸芯C1を、真直な仮想軸芯と重なる基準直線T1に対して変位可能とする偏芯装置11を備え、偏芯装置11により設定される複数の偏芯量δ毎に素材Wの引抜き加工を行い、複数の偏芯量δ毎に引抜き加工後の素材Wの加工後曲率Cを測定する第一工程と、第一工程の測定結果から偏芯量δと加工後曲率Cとの相関を求める第二工程と、第二工程で求めた相関に基づいて偏芯装置11を作動させて偏芯量δを調整する第三工程と、を備えている。
【選択図】図5
特許請求の範囲
【請求項1】
搬送経路に沿って素材を搬送し、この前記素材を、前記搬送経路にあるダイスの成形孔に上流側から差し込み、前記成形孔の下流側に引き抜いて規定の外周形状とする引抜き加工装置の制御方法において、
前記引抜き加工装置は、前記搬送経路における前記ダイスよりも上流側に、前記素材の軸芯を、真直な仮想軸芯と重なる基準直線に対して変位可能とする偏芯装置を備え、
前記引抜き加工装置を稼働させ、前記偏芯装置により設定される複数の偏芯量毎に前記素材の引抜き加工を行い、前記複数の偏芯量毎に前記引抜き加工後の前記素材の加工後曲率を測定する第一工程と、
前記第一工程の測定結果から、前記偏芯量と前記加工後曲率との相関を求める第二工程と、
前記第二工程で求めた前記相関に基づいて、前記偏芯装置を作動させて前記偏芯量を調整する第三工程と、を備えている、引抜き加工装置の制御方法。
続きを表示(約 420 文字)
【請求項2】
前記引抜き加工装置を稼働させ、前記偏芯装置による前記偏芯量が0で初期曲率が0の前記素材の引抜き加工を行い、この引抜き加工後の前記素材の前記加工後曲率を測定する第四工程と、
前記引抜き加工装置を稼働させ、前記偏芯装置による前記偏芯量が0で規定の前記初期曲率を有する前記素材の引抜き加工を行い、この引抜き加工後の前記素材の前記加工後曲率を測定する第五工程と、
前記第五工程で測定した前記加工後曲率から前記第四工程で測定した前記加工後曲率を減じた値を、規定の前記初期曲率の影響による前記加工後曲率とし、この前記加工後曲率と前記第二工程で求めた前記相関とに基づいて、前記初期曲率の影響による前記加工後曲率を除去するための前記偏芯量を算出する第六工程と、を備え、
前記第六工程で算出した前記偏芯量を、予め前記偏芯装置に発生させた状態で、前記第三工程を行う、請求項1に記載の引抜き加工装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、引抜き加工装置の制御方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
従来、長尺の素材(棒、線、管)をダイスの成形孔に通して引き抜き、成形孔の形状に応じて素材の外周形状を変化させる引抜き加工装置および引抜き加工方法が知られている(例えば、特許文献1,2参照)。
引抜き加工工程には、複数の矯正工程が含まれている。
例えば特許文献1のFig.1等には、素材の引抜き後、スピンナー矯正、芯なし研削を伴う矯正、2ロール矯正の3段階の矯正工程を経て真直化されることが記載されている。
例えば特許文献2のFig.2等には、素材の引抜き後、スピンナー矯正、2ロール矯正の2段階を経て真直化されることが記載されている。
【先行技術文献】
【非特許文献】
【0003】
T. Kuboki, K. Kawasaki, S. Kajikawa, H. Matsumura, T. Ono, H. Seimiya著「Analysis of spinner straightening utilizing the finite element method」、COMPLAS XV, 2019, Barcelona, pp. 21 - 30.
Satoru Nishida, Souichiro Nishino, Masahiko Sekine, Yuuki Oka, Stefanus Harjo, Takuro Kawasaki, Hiroshi Suzuki, Yukio Morii, Yoshinobu Ishii著「Analysis of Residual Stress in Steel Bar Processed by Cold Drawing and Straightening」、Materials Transactions, Vol. 62, No. 5 (2021) pp. 667 - 674
【発明の概要】
【発明が解決しようとする課題】
【0004】
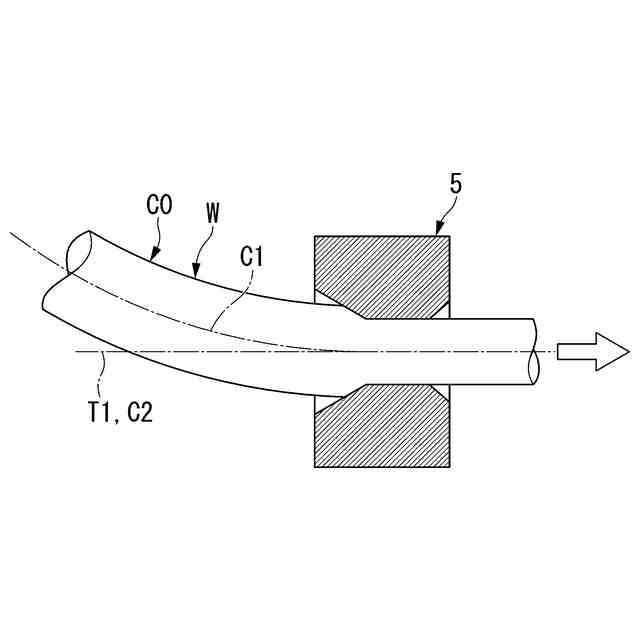
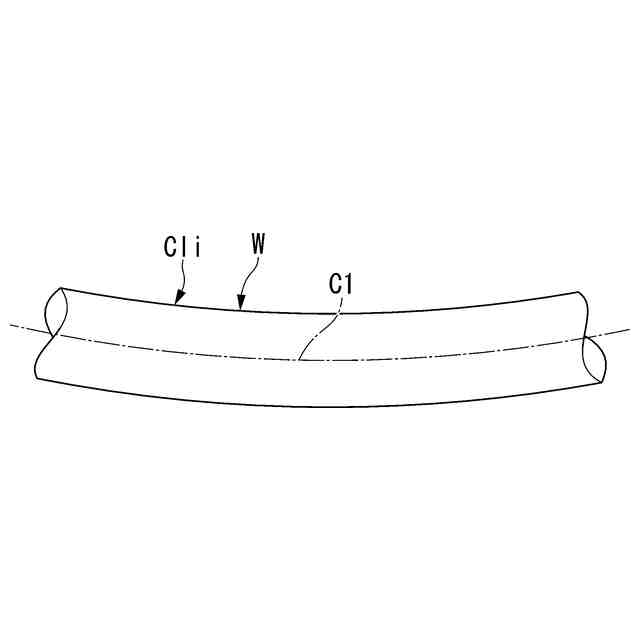
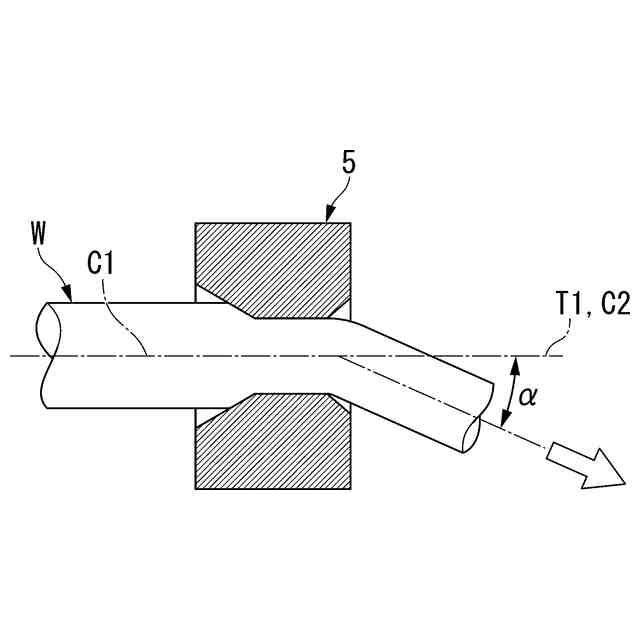
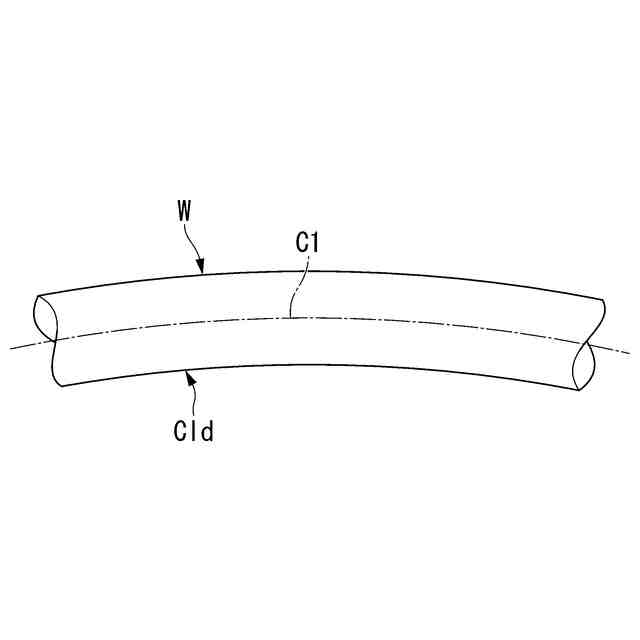
上記従来のようにダイスを用いた引抜き加工においては、引抜き加工後の素材(抽伸材)の真直性確保が課題となる。すなわち、引抜き加工後の抽伸材には、引抜き加工前の素材に曲がりが残存すること、および素材をダイスから引き抜く際のチャックの往復動線が必ずしもダイスの軸芯に一致しないこと、等の理由から曲がりの発生が不可避である。引抜き方向とダイスの軸芯とが異なる場合には、ダイスの軸芯に対して角度を有する方向に引抜き加工が行われる形になり、その結果、曲がった中で引抜き加工が行われ、これらの曲がりの背側と腹側とで素材とダイスとの接触長さに差が生じる。このため、接触長さが短い側で素材が多く引き伸ばされ、引抜き加工後の抽伸材に曲がりが発生する。また、ダイス自体が完全な対称形ではない場合も、抽伸材の曲がりの原因となる。この抽伸材の曲がりを除去するために、引抜き工程後には矯正工程が行われるが、上述のように、矯正工程は複数段階あるため、抽伸材の真直性を向上させて、矯正加工にかける工数を削減するか、あるいは矯正加工を不要にしてしまう技術の開発が望まれている。すなわち、引抜き加工後の曲がりを抑制することができれば、矯正加工条件の調整の簡便化、矯正加工工程の簡略化、さらには,矯正加工工程そのものの省略などが可能となることなどが期待される。
【0005】
本発明は上記事情に鑑みてなされたもので、ダイスの成形孔に素材を通す引抜き加工を行う引抜き加工装置の制御方法において、抽伸材の矯正工程の簡略化又は省略を図って抽伸材を効率よく製造可能とすることを目的とする。
【課題を解決するための手段】
【0006】
本出願人は、上記課題を鋭意検討した結果、以下の構成を見出した。
すなわち、本出願人は、引抜き加工装置の搬送経路におけるダイスの入側(上流側)に、素材の軸芯をパスライン(搬送基準線)から偏芯させる偏芯装置を設置して、ダイスの入側で素材を偏芯させる(疑似的に曲率を付与する)ことを可能とし、この構成を用いて、引抜き加工後の素材の曲率(加工後曲率)を確認する種々の実験を行った。その結果、偏芯装置によってダイスの入側で素材を偏芯させることで、ダイスの出側で素材の加工後曲率が変化することを確認した。特に、引抜き加工前後の素材が有するような微小な曲率の場合には、偏芯装置の変位量(素材の偏芯量)と素材の引抜き加工後の加工後曲率との間に、ほぼ線形の関係(比例関係)が成り立つことを見出した。この関係に基づき、本願発明の構成に至った。
【0007】
以上の検討結果を鑑みて、本発明の第一の態様は、搬送経路に沿って素材を搬送し、この素材を、搬送経路にあるダイスの成形孔に上流側から差し込み、成形孔の下流側に引き抜いて規定の外周形状とする引抜き加工装置の制御方法において、引抜き加工装置は、搬送経路におけるダイスよりも上流側に、素材の軸芯を、真直な仮想軸芯と重なる基準直線に対して変位可能とする偏芯装置を備え、引抜き加工装置を稼働させ、偏芯装置により設定される複数の偏芯量毎に素材の引抜き加工を行い、複数の偏芯量毎に引抜き加工後の素材の加工後曲率を測定する第一工程と、第一工程の測定結果から、偏芯量と加工後曲率との相関を求める第二工程と、第二工程で求めた相関に基づいて、偏芯装置を作動させて偏芯量を調整する第三工程と、を備えている引抜き加工装置の制御方法を提供する。
【0008】
この構成によれば、棒・線・管等の長尺の素材を搬送経路に沿って搬送し、ダイスを用いて減径しながら引き抜いて抽伸材とする引抜き加工装置において、搬送経路におけるダイスよりも上流側に、素材の軸芯を変位させる偏芯装置を備え、この偏芯装置の変位量(素材の偏芯量)を、引抜き加工後の素材の加工後曲率との相関に基づき調整することで、素材の初期曲率等に基づく加工後曲率の発生を抑えることができる。例えば、同一ロットの素材を加工する間は素材の初期曲率が安定するので、偏芯装置による偏芯量を一度調整すれば、加工後曲率の発生を良好に抑えることができる。
このように、引抜き加工装置の稼働初期等に、偏芯装置による偏芯量と引抜き加工後の素材の加工後曲率との相関を見出し、この相関に基づき、加工後曲率が最小となるように偏芯量を調整することで(フィードバック制御)、引抜き加工後の素材(抽伸材)の加工後曲率を収束させやすく、真直性の高い抽伸材を得ることができる。その結果、抽伸材の矯正工程の簡略化又は省略を図って抽伸材を効率よく製造することができる。
【0009】
本発明の第二の態様は、上記第一の態様において、引抜き加工装置を稼働させ、偏芯装置による偏芯量が0で初期曲率が0の素材の引抜き加工を行い、この引抜き加工後の素材の加工後曲率を測定する第四工程と、引抜き加工装置を稼働させ、偏芯装置による偏芯量が0で規定の初期曲率を有する素材の引抜き加工を行い、この引抜き加工後の素材の加工後曲率を測定する第五工程と、第五工程で測定した加工後曲率から第四工程で測定した加工後曲率を減じた値を、規定の初期曲率の影響による加工後曲率とし、この加工後曲率と第二工程で求めた相関とに基づいて、初期曲率の影響による加工後曲率を除去するための偏芯量を算出する第六工程と、を備え、第六工程で算出した偏芯量を、予め偏芯装置に発生させた状態で、第三工程を行う引抜き加工装置の制御方法を提供する。
【0010】
この構成によれば、偏芯装置による偏芯量が0で初期曲率が0の素材の引抜き加工を行うことで、初期曲率を除く要因(すなわち引抜き角度)によって生じる加工後曲率を確認することができる。偏芯装置による偏芯量が0で規定の初期曲率を有する素材の引抜き加工を行うことで、主に二つの要因(初期曲率および引抜き角度)によって生じる加工後曲率を確認することができる。複数要因による加工後曲率から初期曲率を除く要因による加工後曲率を減じることで、規定の初期曲率による加工後曲率を求めることができる。この加工後曲率と第二工程で求めた相関とに基づいて、初期曲率による加工後曲率を除去するための偏芯量を算出することができる。このように算出した偏芯量を予め偏芯装置に発生させることで(フィードフォワード制御)、初期曲率による加工後曲率を除去した状態とすることができる。この状態から加工後曲率に基づいて偏芯装置による偏芯量を調整することで、加工後曲率を除去するための偏芯量を効率よく求めることができる。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
24日前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
28日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
28日前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
加工システム
5か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
23日前
株式会社不二越
転造加工用平ダイス
9日前
株式会社吉野機械製作所
プレス機械
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
15日前
株式会社三明製作所
転造装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
29日前
株式会社エナテック
製品分離システム
23日前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2日前
日本製鉄株式会社
圧延装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
27日前
トックス プレソテクニック株式会社
接合装置
22日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
5か月前
株式会社IKS
滑り止め構造
1か月前
株式会社ヤマナカゴーキン
ダイセット装置
5か月前
個人
日本刀の製造方法
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
カシメ装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































