TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148309
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061342
出願日
2023-04-05
発明の名称
ダイセット装置
出願人
株式会社ヤマナカゴーキン
代理人
個人
,
個人
主分類
B21D
37/10 20060101AFI20241010BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】計測装置とセンサとを接続する配線が損傷を受けないようにダイセット装置内で接続する。
【解決手段】凹溝7を、ダイホルダ1・パンチホルダに形成すると共に、この凹溝7内に、配線L
1
を収納し、ダイホルダ1に設けた計測装置20と、多数のセンサとを、接続する。
【選択図】図4
特許請求の範囲
【請求項1】
ダイホルダ(1)と、パンチホルダ(2)と、上記ダイホルダ(1)から上方へ立設された複数本のガイドポスト(3)とを、備えたダイセット装置に於て、
上記ダイホルダ(1)には凹窪部(11)を形成して該凹窪部(11)に計測装置(20)を、収納し、さらに、上記ダイホルダ(1)とパンチホルダ(2)の各々には、配線(L)を収納する凹溝(5)(7)を形成し、
さらに、上記ダイホルダ(1)には、各種下方センサを付設すると共に、上記下方センサと上記計測装置(20)とを接続する第1配線(L
1
)を、上記ダイホルダ(1)に形成された上記凹溝(7)に、収納し、
さらに、上記パンチホルダ(2)には、各種上方センサを付設すると共に、上記上方センサと上記計測装置(20)とを接続する第2配線(L
2
)を、上記パンチホルダ(2)に形成された上記凹溝(5)に収納し、さらに、上記ガイドポスト(3)の少なくとも一本に形成された鉛直方向貫孔(3P)に挿通し、かつ、上記ダイホルダ(1)の上記凹溝(7)に収納したことを、
特徴とするダイセット装置。
続きを表示(約 720 文字)
【請求項2】
上記ダイホルダ(1)の上記凹窪部(11)に収納された計測装置(20)は、上記凹窪部(11)から食み出さずに非突出状態で、収納保持されている請求項1記載のダイセット装置。
【請求項3】
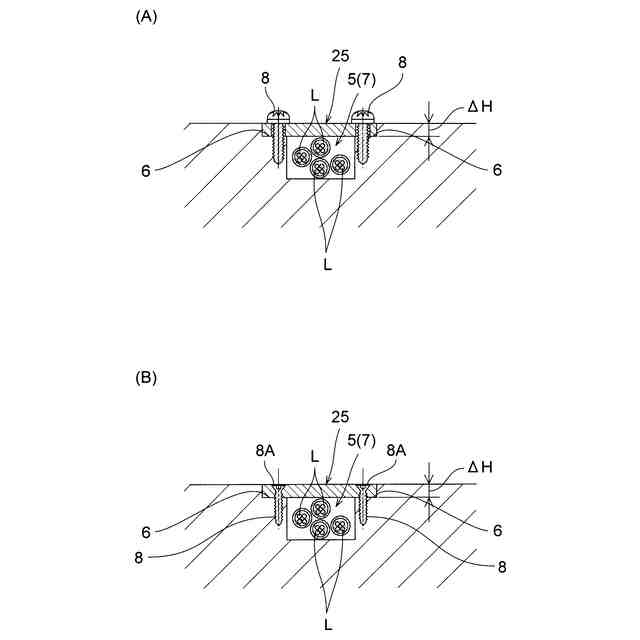
上記パンチホルダ(2)及びダイホルダ(1)の各凹溝(5)(7)の内部に収納した配線(L)が飛び出さないように施蓋する板状蓋体(25)を各凹溝(5)(7)に付設した請求項1又は2記載のダイセット装置。
【請求項4】
上記ダイホルダ(1)に於ては、上記凹溝(7)が底面(15)に形成されている請求項1記載のダイセット装置。
【請求項5】
上記第2配線(L
2
)が挿通された上記ガイドポスト(3)の貫孔(3P)内に、上記第2配線(L
2
)を電気的に断接させるためのプローブ断接手段(Pb)を配設した請求項1又は2記載のダイセット装置。
【請求項6】
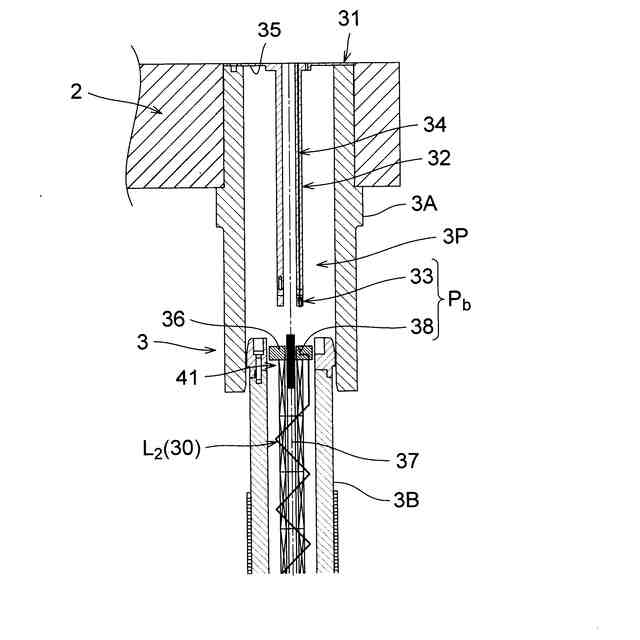
上記ガイドポスト(3)は、パンチホルダ(2)から垂設の外筒(3A)と、ダイホルダ(1)から立設の内筒(3B)と、から構成され、
上記外筒(3A)内の上端部位(31)から、下端にスプリング入りプローブ(33)を有するプローブ垂下体(32)を、垂設し、
上記内筒(3B)の上端部位(41)にはプローブ受け(38)が配設され、
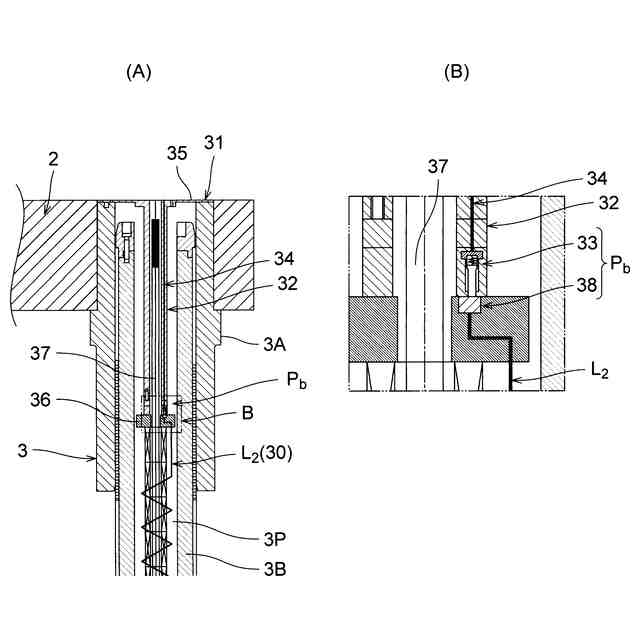
上記内筒(3B)と上記外筒(3A)とを組付けてゆくと、プローブ垂下体(32)の下端の上記プローブ(33)が、内筒(3B)の上記プローブ受け(38)に当接し、電気的に接続された通電可能状態となるよう構成した請求項1又は2記載のダイセット装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイセット装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
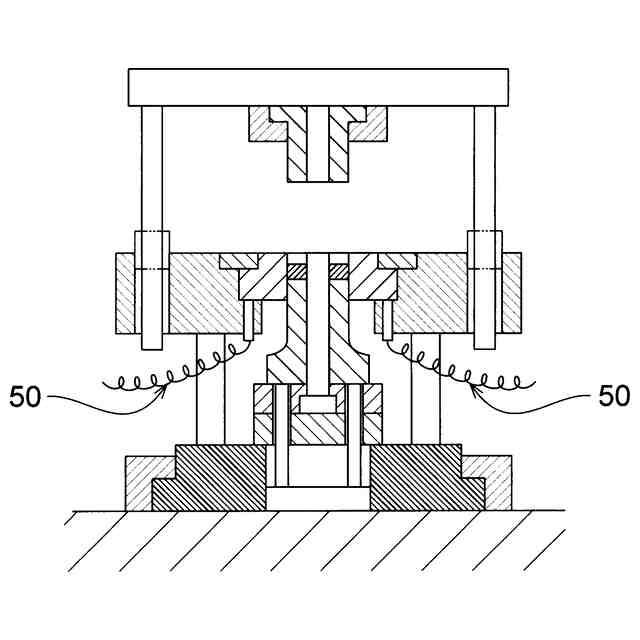
ダイセット装置に於ては、各種センサが金型に設けられ、また、センサからの情報を受ける小型の計測装置も、金型に配設され、上記各センサと計測装置とは、「配線」にて接続されている。この「配線」は、金型の外面部から突出状(露出状態)であった。例えば、(センサ用ではなく)ヒータ用配線50ではあるが、特許文献1では、ダイプレートから下方左右へ“ブラサガリ状”に、配設されていた(図9参照)。
【先行技術文献】
【特許文献】
【0003】
実開平3-47692号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ダイセット装置に於て、ダイホルダ(下型)に対してパンチホルダ(上型)が激しく上下に作動し、また、成型品の取出し作業をロボットアーム等にて迅速に行われる状況下では、上記「配線」が早期に損傷を受け、寿命が短いという問題があった。
【課題を解決するための手段】
【0005】
そこで、本発明は、ダイホルダと、パンチホルダと、上記ダイホルダから上方へ立設された複数本のガイドポストとを、備えたダイセット装置に於て;上記ダイホルダには凹窪部を形成して該凹窪部に計測装置を、収納し、さらに、上記ダイホルダとパンチホルダの各々には、配線を収納する凹溝を形成し;さらに、上記ダイホルダには、各種下方センサを付設すると共に、上記下方センサと上記計測装置とを接続する第1配線を、上記ダイホルダに形成された上記凹溝に、収納し;さらに、上記パンチホルダには、各種上方センサを付設すると共に、上記上方センサと上記計測装置とを接続する第2配線を、上記パンチホルダに形成された上記凹溝に収納し、さらに、上記ガイドポストの少なくとも一本に形成された鉛直方向貫孔に挿通し、かつ、上記ダイホルダの上記凹溝に収納した。
【0006】
また、上記ダイホルダの上記凹窪部に収納された計測装置は、上記凹窪部から食み出さずに非突出状態で、収納保持されている。
また、上記パンチホルダ及びダイホルダの各凹溝の内部に収納した配線が飛び出さないように施蓋する板状蓋体を各凹溝に付設した。
また、上記ダイホルダに於ては、上記凹溝が底面に形成されている。
【0007】
また、上記第2配線が挿通された上記ガイドポストの貫孔内に、上記第2配線を電気的に断接させるためのプローブ断接手段を配設した。
また、上記ガイドポストは、パンチホルダから垂設の外筒と、ダイホルダから立設の内筒と、から構成され;上記外筒内の上端部位から、下端にスプリング入りプローブを有するプローブ垂下体を、垂設し;上記内筒の上端部位にはプローブ受けが配設され;上記内筒と上記外筒とを組付けてゆくと、プローブ垂下体の下端の上記プローブが、内筒の上記プローブ受けに当接し、電気的に接続された通電可能状態となるよう構成した。
【発明の効果】
【0008】
本発明によれば、ダイホルダ及びパンチホルダの外面から、第1配線及び第2配線が、飛出したり、垂下がったりすることを、確実に防止できる。これに伴って、第1配線と第2配線が、不意に切断したり、損傷を受けることを、確実に防止できる。
また、金型交換時等に、第1配線及び第2配線を不意に破断させることを、確実に防止できる。従って、金型交換作業を、容易,確実、かつ、迅速に行うことが可能である。
また、パンチホルダとダイホルダに渡っての長尺の第2配線を、損傷させずに、かつ、この第2配線が邪魔となることなく、パンチホルダとダイホルダとガイドポストを、分割・組立てる作業を、容易・確実、かつ、迅速に、行うことができる。
【図面の簡単な説明】
【0009】
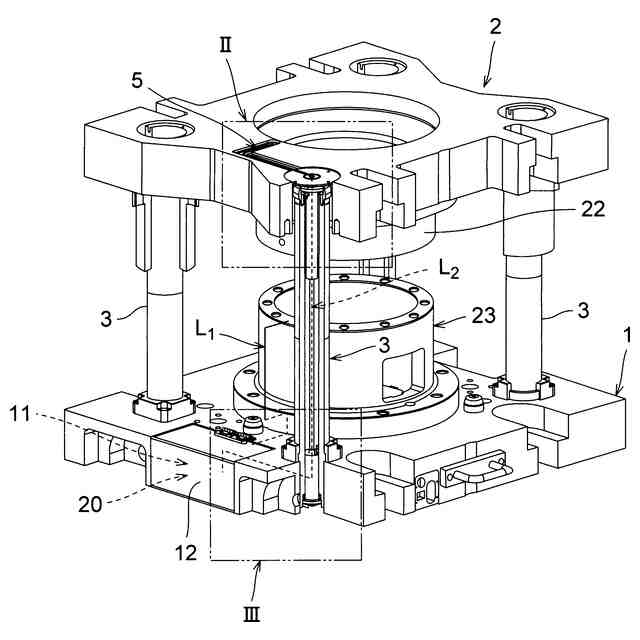
本発明の実施の一形態を示す斜視図である。
図1のII部の拡大図である。
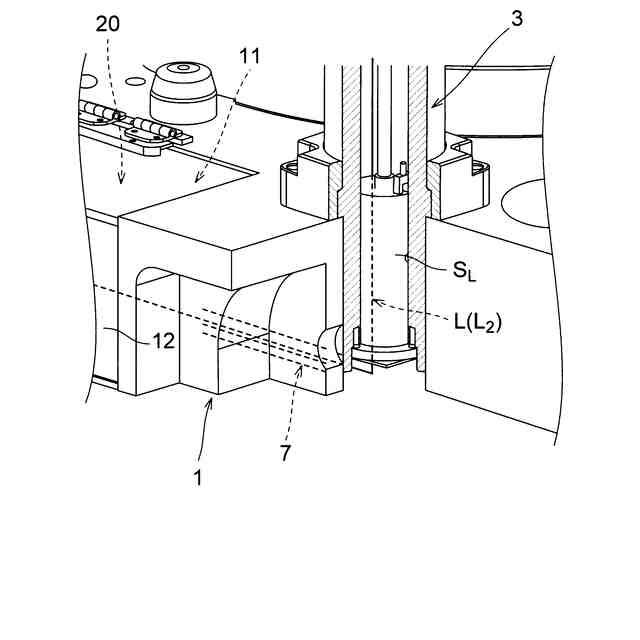
図1の III部の拡大図である。
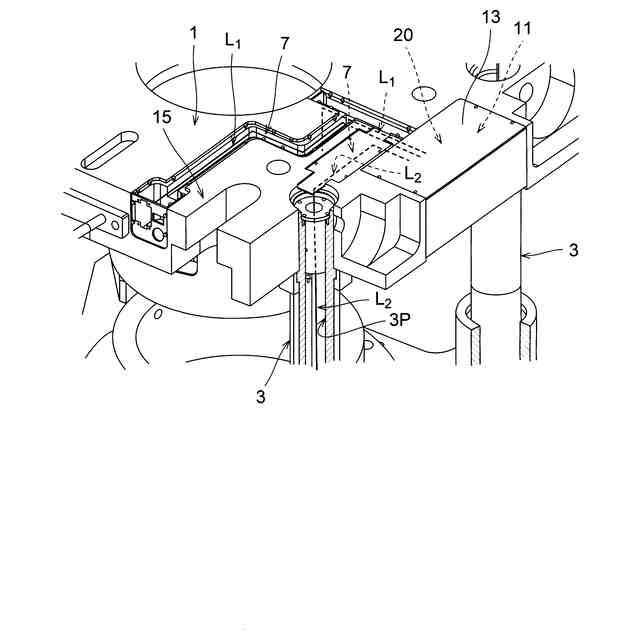
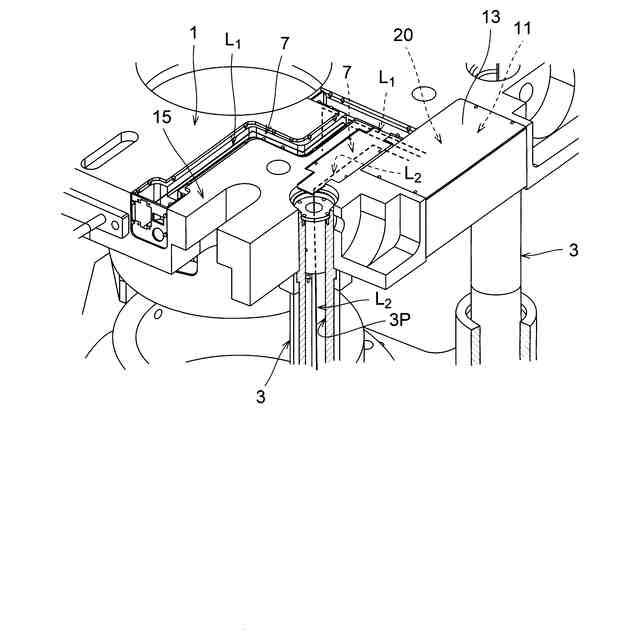
図1を下方から見上げた底面斜視図である。
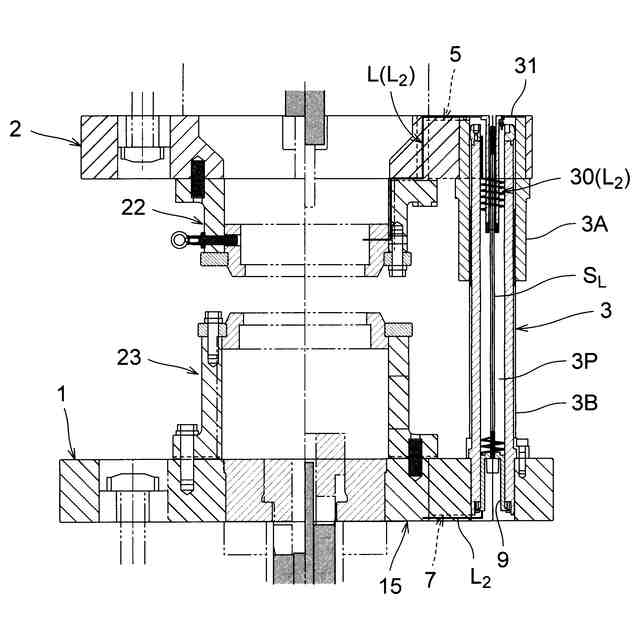
縦断面図である。
凹溝と内部の配線と板状蓋体を示した拡大断面図である。
ガイドポストの内部に設けられたプローブ等を示した断面図である。
ガイドポストの内部に設けられたプローブ等が接続状態にある場合を示した断面図である。
従来例を示した断面図である。
【発明を実施するための形態】
【0010】
以下、図示の実施の形態に基づき本発明を詳説する。
図1と図5に於て、1はダイホルダ(下型)であり、2はパンチホルダ(上型)であって、複数本(図例では4本)のガイドポスト3…によって、パンチホルダ2はダイホルダ1に対して、上下方向に移動自在(昇降自在)である。具体的には、4本のガイドポスト3…はダイホルダ1から上方へ立設されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社トラバース
パンチング加工装置
4日前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社TMEIC
監視装置
10日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
26日前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
19日前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
株式会社IKS
滑り止め構造
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
個人
日本刀の製造方法
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社TMEIC
板離れ防止システム
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
5か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社アマダ
安全確認画像の表示方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































