TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149134
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062829
出願日
2023-04-07
発明の名称
金型交換装置及び金型検出方法
出願人
村田機械株式会社
代理人
個人
主分類
B21D
37/00 20060101AFI20241010BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】手動による金型の取り付けを制限せずに運用することができる金型交換装置及び金型検出方法を提供する。
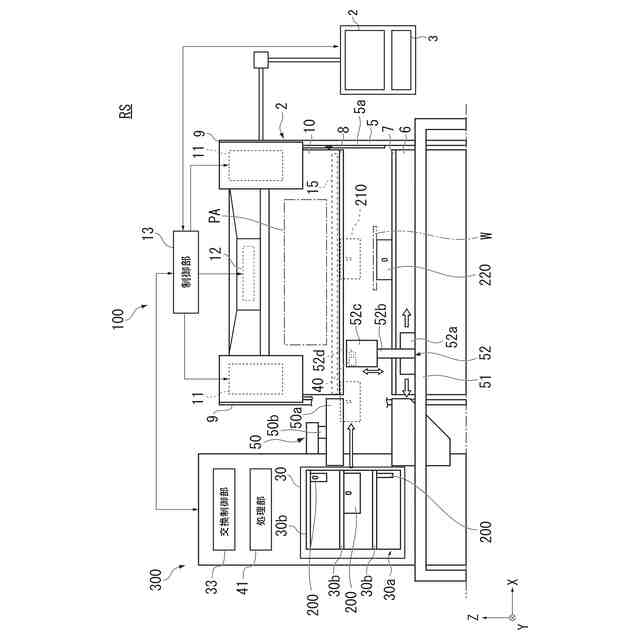
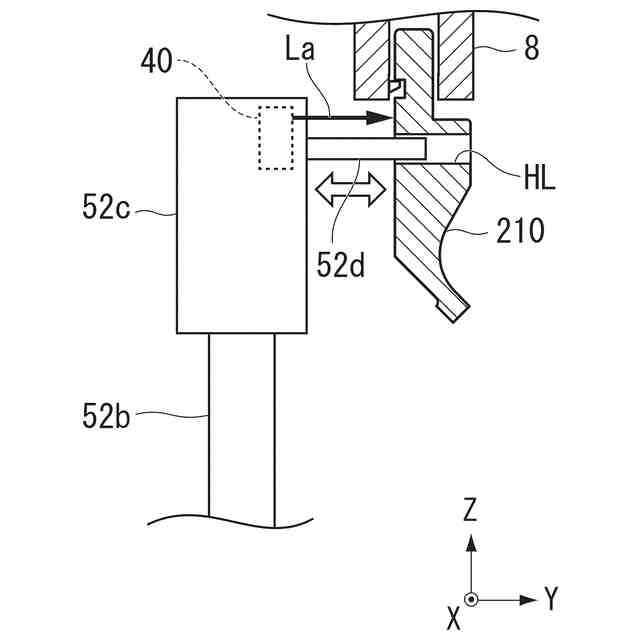
【解決手段】金型200によりワークWをプレス加工するプレス機械100の金型200を交換する金型交換装置300であって、所定方向に沿って移動可能であり、前記所定方向への移動によりプレス機械100の金型装着位置に対して前記金型200を配置する移動体52と、移動体52に取り付けられる非接触センサ40を有し、前記非接触センサ40の検知結果を用いて前記プレス機械100に取り付けられている前記金型200の有無を非接触で検出する検出部32と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
金型によりワークをプレス加工するプレス機械に対して前記金型を交換する金型交換装置であって、
所定方向に沿って移動可能であり、前記所定方向への移動により前記プレス機械の金型装着位置に対して前記金型を配置する移動体と、
前記移動体に取り付けられる非接触センサを有し、前記非接触センサの検知結果を用いて前記プレス機械に取り付けられている前記金型の有無を非接触で検出する検出部と、
を備える、金型交換装置。
続きを表示(約 1,400 文字)
【請求項2】
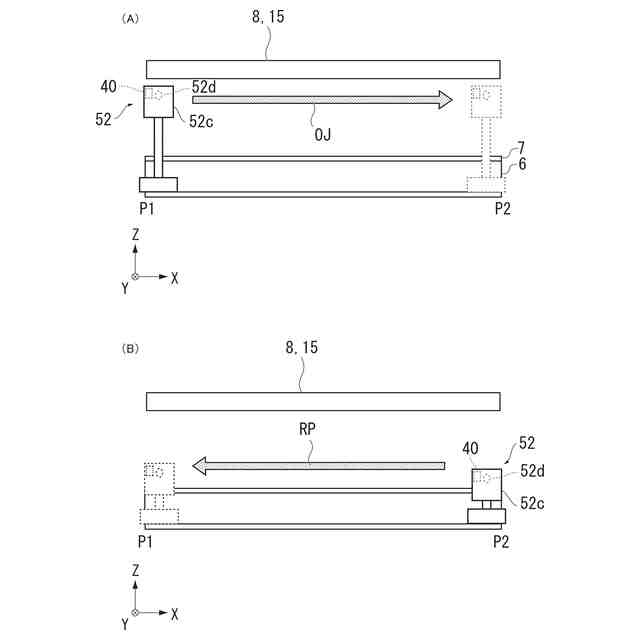
前記移動体は、前記非接触センサの作動中において、前記金型を保持していない状態で前記所定方向に沿って移動して前記非接触センサで前記プレス機械に取り付けられている前記金型を探索する探索動作を行い、
前記検出部は、前記探索動作中において得られた前記検知結果を用いて、前記プレス機械に取り付けられている金型の有無を非接触で検出する、
請求項1に記載の金型交換装置。
【請求項3】
前記検出部は、前記検知結果を用いて、前記プレス機械に手動で配置された前記金型が前記プレス機械から取り外されているかを非接触で検出する、
請求項1又は2に記載の金型交換装置。
【請求項4】
前記移動体は、前記移動体によって前記プレス機械に配置された前記金型のすべてを前記プレス機械から回収した後に前記金型を前記プレス機械に配置する場合には、当該金型を前記プレス機械に配置する前に前記探索動作を行い、前記検出部によって前記プレス機械に前記金型が取り付けられていないことが検出された場合に前記金型を前記プレス機械に配置する、
請求項2に記載の金型交換装置。
【請求項5】
前記移動体は、前記金型に形成された穴に挿入可能な棒部材を有し、前記穴に前記棒部材を挿入した状態で移動して前記金型を前記金型装着位置に配置し、
前記検出部は、前記検知結果に基づいて前記穴の位置を特定する機能と、前記検知結果に基づいて前記プレス機械に前記金型が取り付けられていないことを非接触で検出する機能と、を備える、
請求項1に記載の金型交換装置。
【請求項6】
前記金型は、前記プレス機械の上部に取り付けられる上型と、前記プレス機械の下部に取り付けられる下型と、を有し、
前記探索動作における前記移動体の移動は、前記所定の方向に沿った往復移動であり、
前記探索動作は、前記往復移動における往路及び復路のうち、一方の移動において前記非接触センサによって前記上型を探索する第1探索動作と、他方の移動において前記非接触センサによって前記下型を探索する第2探索動作と、を有する、
請求項2に記載の金型交換装置。
【請求項7】
前記検出部は、前記探索動作において前記金型が前記プレス機械に取り付けられていることを検出した場合には、手動で配置された前記金型を全て取り外すことを指示する内容を含むアラームメッセージを表示部に表示させる、
請求項2に記載の金型交換装置。
【請求項8】
所定方向に沿って取り付けられる金型によりワークをプレス加工するプレス機械に対して前記金型が取り付けられているかを検出する金型検出方法であって、
前記所定方向に沿って移動可能な移動体によって前記プレス機械に配置された前記金型のすべてを、前記移動体によって前記プレス機械から回収することと、
前記移動体による前記プレス機械への前記金型の配置の指示を受け付け場合には、前記移動体に取り付けられた非接触センサを作動させて、前記金型を保持していない状態の前記移動体を前記所定方向に沿って移動させることと、
前記非接触センサの検知結果を用いて前記プレス機械に取り付けられている前記金型の有無を非接触で検出することと、
を含む金型検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型交換装置及び金型検出方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
プレス機械は、ワークを金型である上型と下型とで挟み込み、ワークに対して成形加工などのプレス加工を施す。プレス機械の一つとして、板状のワークに曲げ加工を施すプレスブレーキ(曲げ加工機)が知られている。プレスブレーキは、ワークに対して所望の曲げ加工を行うため、金型の配置あるいは種類を変更する場合がある。プレスブレーキに対して金型を移動体によってプレス機械の金型装着位置に配置する金型交換装置が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-42766号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型交換装置は、自ら動かした金型の位置情報しか認識していない場合がある。この場合には、金型交換装置は、作業者によって金型が手動でプレス機械に取り付けられたとしてもその金型を認識することができない。従って、作業者によって金型が手動でプレス機械に取り付けられた状況で金型交換装置による金型交換が行われると、手動でプレス機械に取り付けられた金型と、移動体によって保持されている金型とが衝突してしまう場合がある。そのため、金型交換装置を搭載したプレス機械では、手動による金型の取り付けを制限しているのが現状である。ただし、金型交換装置を搭載したプレスブレーキにおいて、金型交換装置が保有する金型以外の金型を使用したい要望があり、使い勝手の観点から改善の余地がある。
【0005】
本発明の目的は、手動による金型の取り付けを制限せずに運用することができる金型交換装置及び金型検出方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の態様に係る金型交換装置は、金型によりワークをプレス加工するプレス機械に対して前記金型を交換する金型交換装置であって、所定方向に沿って移動可能であり、前記所定方向への移動により前記プレス機械の金型装着位置に対して前記金型を配置する移動体と、前記移動体に取り付けられる非接触センサを有し、前記非接触センサの検知結果を用いて前記プレス機械に取り付けられている前記金型の有無を非接触で検出する検出部と、を備える。
【0007】
本発明の態様に係る金型交換方法は、所定方向に沿って取り付けられる金型によりワークをプレス加工するプレス機械に対して前記金型が取り付けられているかを検出する金型検出方法であって、前記所定方向に沿って移動可能な移動体によって前記プレス機械に配置された前記金型のすべてを、前記移動体によって前記プレス機械から取り外すことと、前記移動体による前記プレス機械への前記金型の配置の指示を受け付け場合には、前記移動体に取り付けられた非接触センサを作動させて、前記金型を保持していない状態の前記移動体を前記所定方向に沿って移動させることと、前記非接触センサの検知結果を用いて前記プレス機械に取り付けられている前記金型の有無を非接触で検出することと、を含む。
【発明の効果】
【0008】
上記態様に係る金型交換装置及び金型交換方法によれば、プレス機械に取り付けられている金型の有無を、非接触センサを用いて検出するため、手動でプレス機械に取り付けられた金型と、移動体によって保持されている金型との衝突を抑制し、手動による金型の取り付けを制限せずに運用することができる。
【0009】
また、上記態様に係る金型交換装置において、移動体は、前記非接触センサの作動中において、前記金型を保持していない状態で前記所定方向に沿って移動して前記非接触センサで前記プレス機械に取り付けられている前記金型を探索する探索動作を行い、検出部は、探索動作中において得られた検知結果を用いて、プレス機械に取り付けられている金型の有無を非接触で検出してもよい。この構成によれば、非接触センサを移動体に取り付けるだけで、金型の外し忘れを検知することができる。
【0010】
また、上記態様に係る金型交換装置において、検出部は、検知結果を用いてプレス機械に手動で取り付けられた金型がプレス機械から取り外されているかを非接触で検出してもよい。この構成によれば、非接触センサを移動体に取り付けるだけで、手動で配置した金型の外し忘れを検知することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
紡績機
1日前
村田機械株式会社
紡績機
1日前
村田機械株式会社
糸巻取機
8日前
個人
棒鋼連続引抜装置
18日前
株式会社プロテリアル
鍛造装置
2か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
22日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
22日前
日伸工業株式会社
加工システム
4か月前
株式会社アマダ
曲げ加工機
17日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
28日前
トヨタ自動車株式会社
パイプ曲げ加工装置
9日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社不二越
転造加工用平ダイス
3日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
23日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社エナテック
製品分離システム
17日前
日本製鉄株式会社
圧延装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
21日前
株式会社不二越
転造加工用鋼製平ダイス
4か月前
トックス プレソテクニック株式会社
接合装置
16日前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
カシメ装置
5か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ