TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042822
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149972
出願日
2023-09-15
発明の名称
ロール組替装置及びロール組替方法
出願人
Primetals Technologies Japan株式会社
代理人
弁理士法人開知
主分類
B21B
31/14 20060101AFI20250321BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ロール組替時のロールを平行に挿入・抜き出しを行うことを実現することで、組替作業の安全性を従来に比べて向上させることが可能なロール組替装置及びロール組替方法を提供する。
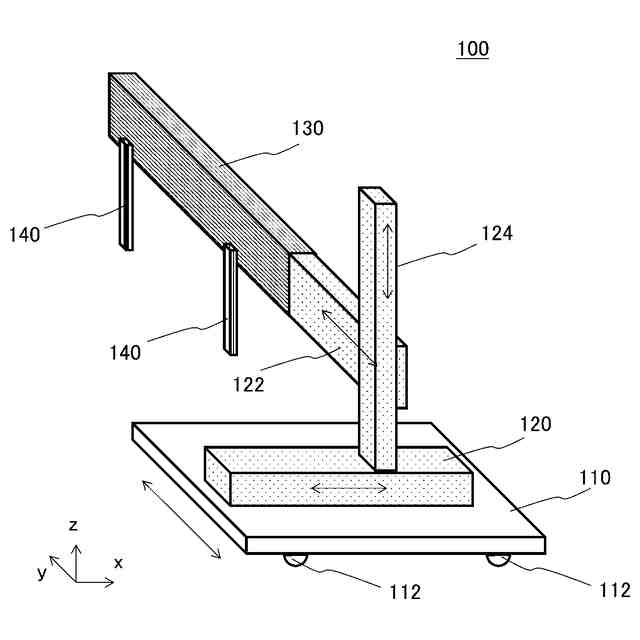
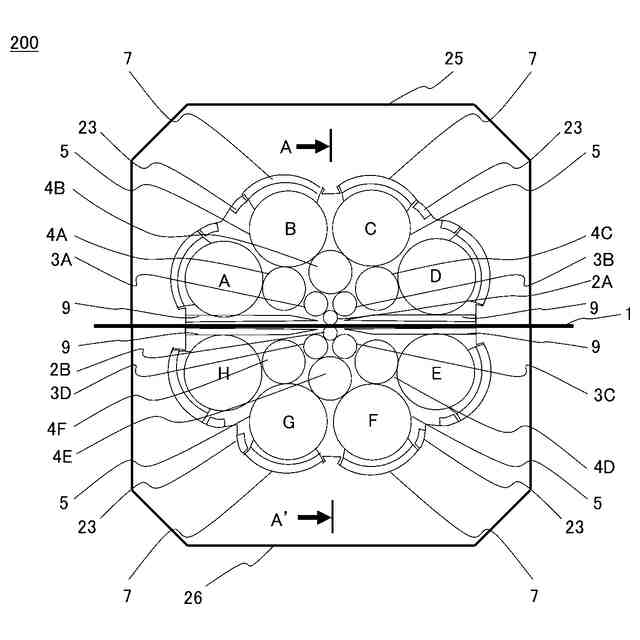
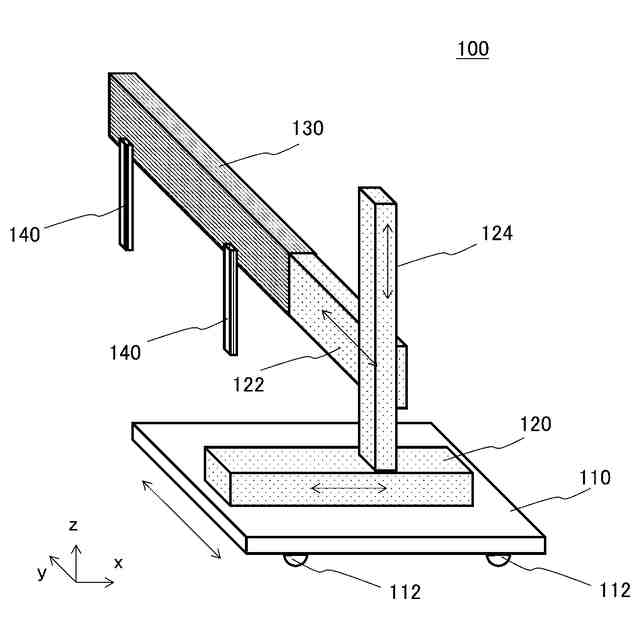
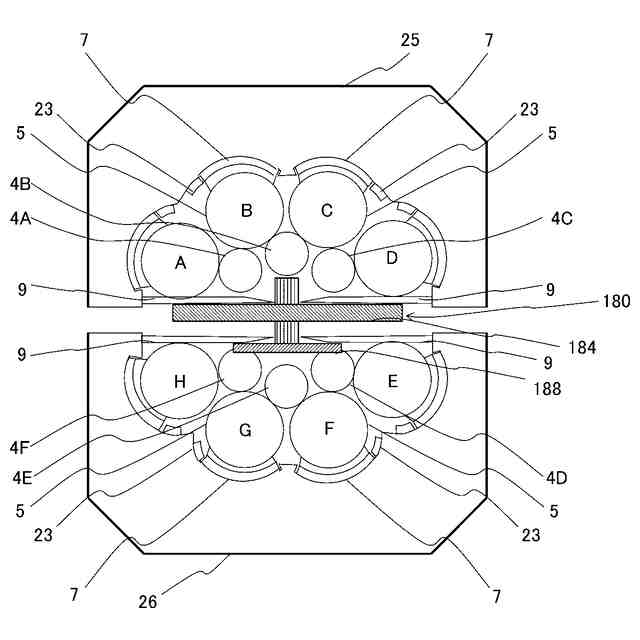
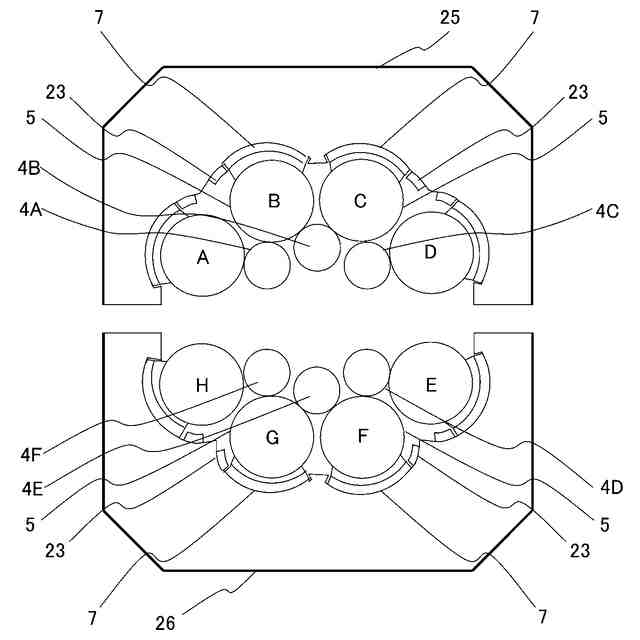
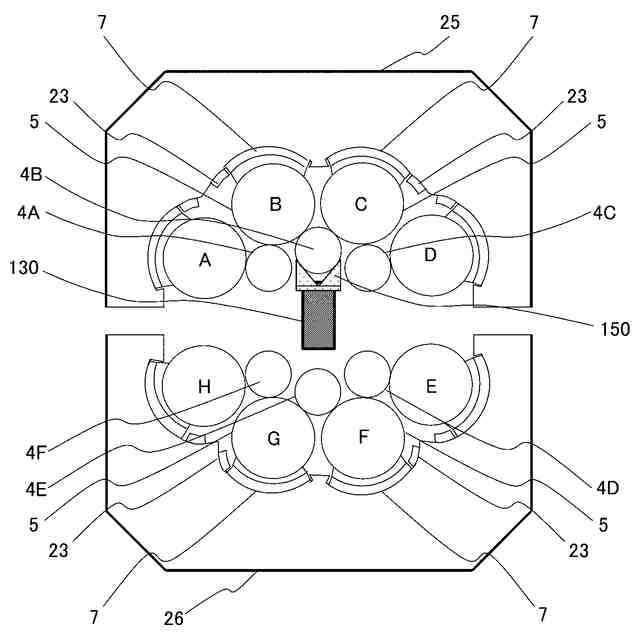
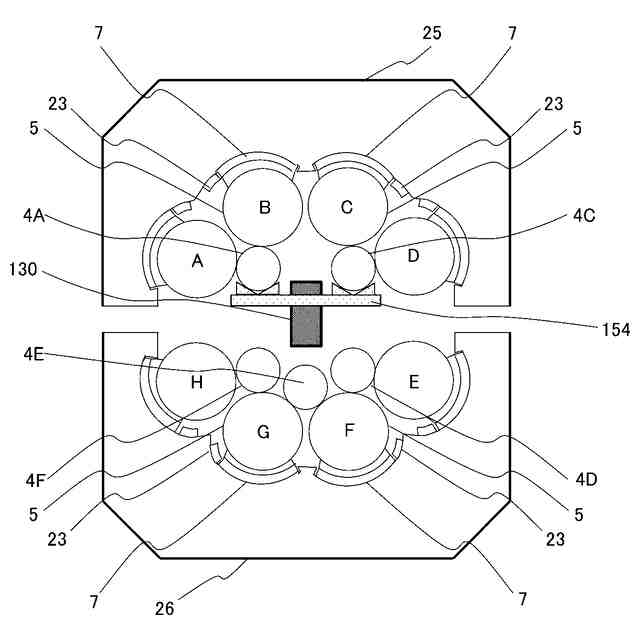
【解決手段】ロール組替装置100は、多段圧延機200に設けられている第2中間ロール4、バックアップロール5の軸方向に走行可能な台車110と、台車110の走行に伴い移動可能に設けられており、多段圧延機200の内外に出し入れされる支持梁130と、支持梁130の軸方向に間隔を開けて2つ設けられており、第2中間ロール4、バックアップロール5を着脱可能なロール保持部と、を備える。
【選択図】 図2
特許請求の範囲
【請求項1】
圧延機に設けられているロールの軸方向に走行可能な台車と、
前記台車の走行に伴い移動可能に設けられており、前記圧延機の内外に出し入れされる支持梁と、
前記支持梁の前記軸方向に間隔を開けて2つ設けられており、前記ロールを着脱可能なロール保持部と、を備える
ロール組替装置。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載のロール組替装置において、
前記軸方向における前記ロール保持部の各々の軸方向位置を調節する軸方向位置調節部を更に備える
ロール組替装置。
【請求項3】
請求項1または2に記載のロール組替装置において、
前記ロール保持部は、前記ロールのネックを下方から保持する脱着式のフックを更に有する
ロール組替装置。
【請求項4】
請求項3に記載のロール組替装置において、
垂直方向における前記ロール保持部の各々の位置を調節する垂直方向位置調節部と、
前記軸方向及び前記垂直方向に対する直交方向における前記ロール保持部の各々の位置を調節する直交方向位置調節部と、を更に備え、
前記フックは、
前記ネックの外周の一部に接触する内周部と、
前記内周部を周方向に回転させる回転部と、
前記内周部が前記ネックにはめ合うと前記回転部の前記周方向の回転を止めるストッパと、を有する
ロール組替装置。
【請求項5】
請求項3に記載のロール組替装置において、
垂直方向における前記ロール保持部の各々の位置を調節する垂直方向位置調節部と、
前記軸方向及び前記垂直方向に対する直交方向における前記ロール保持部の各々の位置を調節する直交方向位置調節部と、を更に備え、
前記フックは、前記ロールの転がり防止機構を有している
ロール組替装置。
【請求項6】
請求項1または2に記載のロール組替装置において、
前記ロール保持部は、前記支持梁に着脱可能に構成された
ロール組替装置。
【請求項7】
請求項1または2に記載のロール組替装置において、
前記支持梁に着脱可能に構成されており、前記圧延機により圧延される金属帯の表面及び裏面にクーラントを噴射するための上下一対のクーラントスプレーヘッダを着脱可能なヘッダ保持部を更に備え、
前記ヘッダ保持部は、着脱される上の前記クーラントスプレーヘッダを上部で固定する上固定部及び着脱される下の前記クーラントスプレーヘッダを下部で固定する下固定部を有する
ロール組替装置。
【請求項8】
圧延機に設けられているロールの軸方向に走行可能な台車に対し、前記圧延機の内外に出し入れされる支持梁、及び前記支持梁の前記軸方向に間隔を開けて2つ設けられており、前記ロールを着脱可能なロール保持部を搭載して、
前記支持梁により前記ロール保持部を前記圧延機の内側に挿入して交換対象ロールを保持して前記圧延機から取り出し、
交換用ロールを前記ロール保持部により保持した状態で前記前記支持梁を前記圧延機の内側に挿入して前記交換用ロールを前記圧延機に取り付ける
ロール組替方法。
【請求項9】
請求項8に記載のロール組替方法において、
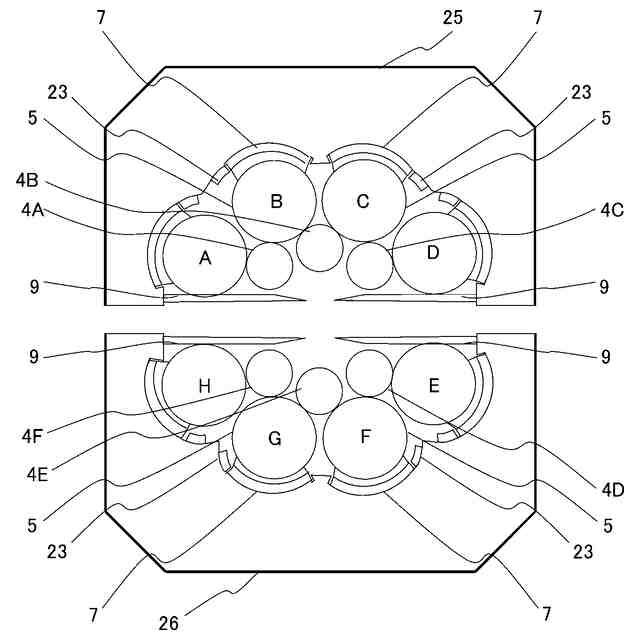
前記圧延機が20段の多段圧延機であるときに、
上第2中間ロール、下第2中間ロール、下バックアップロールF軸及びG軸、下バックアップロールE軸及びH軸、上バックアップロールB軸及びC軸、上バックアップロールA軸及びD軸、の順番で取り出す
ロール組替方法。
【請求項10】
請求項8または9に記載のロール組替方法において、
前記交換対象ロールの取り出し前に、クーラントスプレーヘッダを取り出す
ロール組替方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、クラスター型圧延機におけるロール組替装置及びロール組替方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、ミルスタンドから使用済みロールを取り出して横方向に配置されたラックに堆積させること、及び/またはラックに配置されたロールからミルスタンドに新しいロールまたは再調整されたロールを挿入することによって、ロールミルロールの交換を伴う操作を実行するのに適している、金属ストリップを圧延するための設備のためのロボットシステムが記載されている。
【先行技術文献】
【特許文献】
【0003】
仏国特許公開3122108号
【発明の概要】
【発明が解決しようとする課題】
【0004】
クラスター型圧延機は、例えば上下併せて20本ものロールがハウジング内のスペースに収納されており、ロール組替(本明細書では、ロールの圧延機からの取り出し及び取り付けを総称して「組替」と称する)の際は、ロール間隔が狭く限られたスペースで組み替えなければならない。しかも、特に第2中間ロールやバックアップロールのような重いロールの組替作業には危険が伴う。
【0005】
そこで、例えば特許文献1には、ロールの端部(シリンダ)をつかんでロールを組み替えるロボットが記載されている。
【0006】
しかし、上記の従来技術の技術では、ロールを片側だけで支持する、いわゆる片持ち構造となるために、ロールのたわみ量が大きく、ロール同調方向において水平に挿入・抜き出しする作業が不安定となり、直近での確認作業が増えることから安全な組替という点では改良の余地がある。
【0007】
更に、特に新しいロールに組み替える際は、ロールがたわみ、ハウジング側のロールを支持する部材に精度良くはめ込むことが難しい場合がある。この場合はミル振動が発生するおそれがある。
【0008】
本発明は、ロール組替時のロールを平行に挿入・抜き出しを行うことを実現することで、組替作業の安全性を従来に比べて向上させることが可能なロール組替装置及びロール組替方法を提供する。
【課題を解決するための手段】
【0009】
本発明は、上記課題を解決する手段を複数含んでいるが、その一例を挙げるならば、圧延機に設けられているロールの軸方向に走行可能な台車と、前記台車の走行に伴い移動可能に設けられており、前記圧延機の内外に出し入れされる支持梁と、前記支持梁の前記軸方向に間隔を開けて2つ設けられており、前記ロールを着脱可能なロール保持部と、を備える。
【発明の効果】
【0010】
本発明によれば、ロール組替時のロールを平行に挿入・抜き出しを行うことを実現することで、組替作業の安全性を従来に比べて向上させることができる。上記した以外の課題、構成及び効果は、以下の実施例の説明により明らかにされる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
21日前
株式会社プロテリアル
鍛造装置
2か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
25日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
25日前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
20日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社三明製作所
転造装置
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社不二越
転造加工用平ダイス
6日前
トヨタ自動車株式会社
パイプ曲げ加工装置
12日前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
26日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
株式会社エナテック
製品分離システム
20日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
日本製鉄株式会社
圧延装置
24日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
トックス プレソテクニック株式会社
接合装置
19日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
個人
日本刀の製造方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
4か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































