TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040727
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147702
出願日
2023-09-12
発明の名称
板材の成形方法
出願人
東洋製罐グループホールディングス株式会社
代理人
弁理士法人エビス国際特許事務所
主分類
B21D
22/26 20060101AFI20250317BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
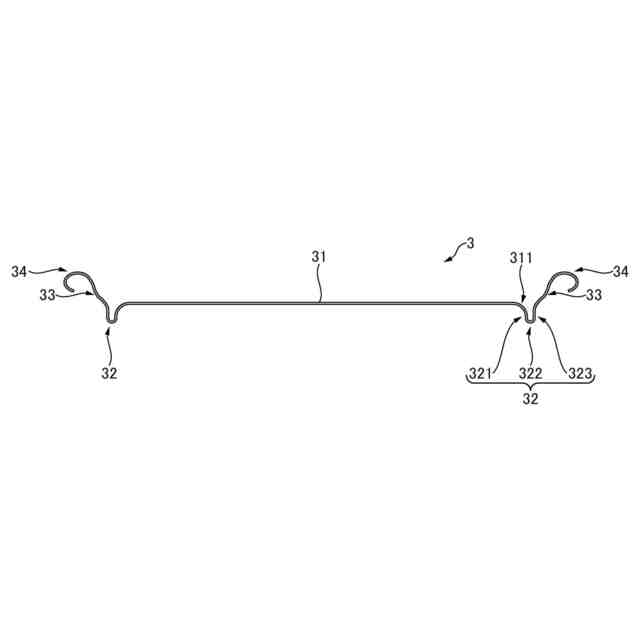
【課題】相対的な押し込みによる材料の意図しない変形を防止しつつ、簡易な製造工程で環状突出部の板厚を広範囲に増加させることが可能な板材の成形方法を提供する。
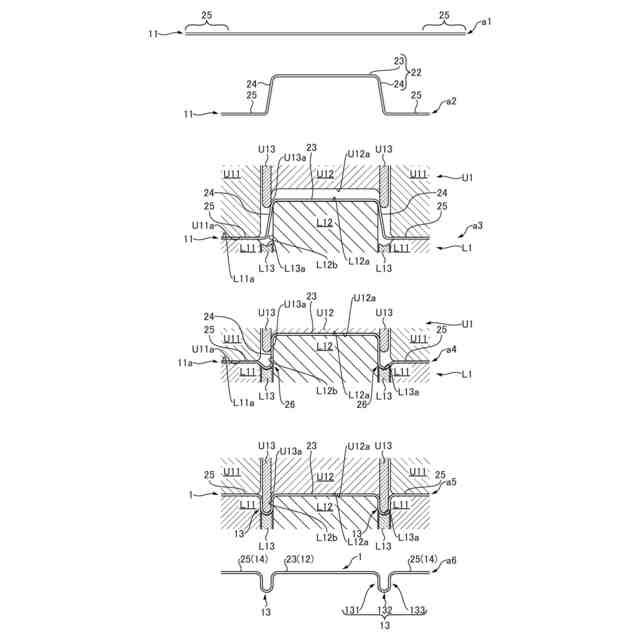
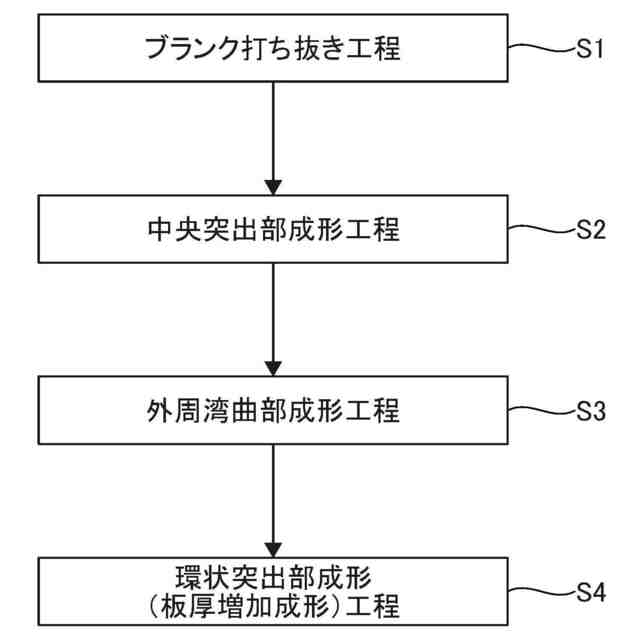
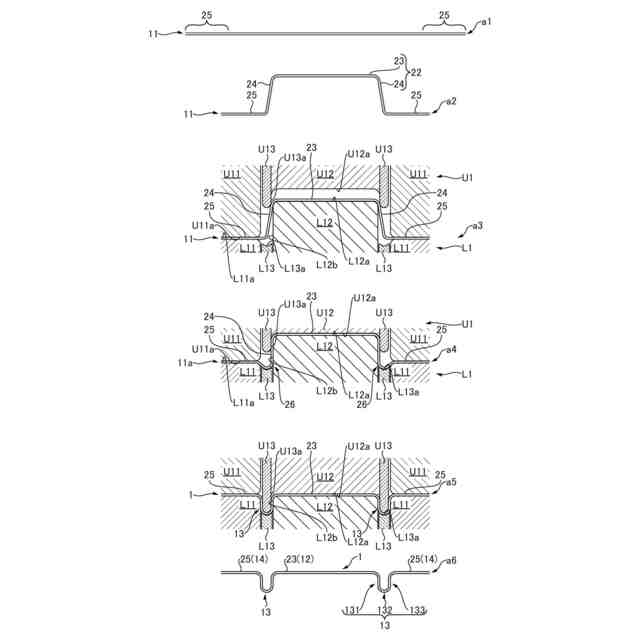
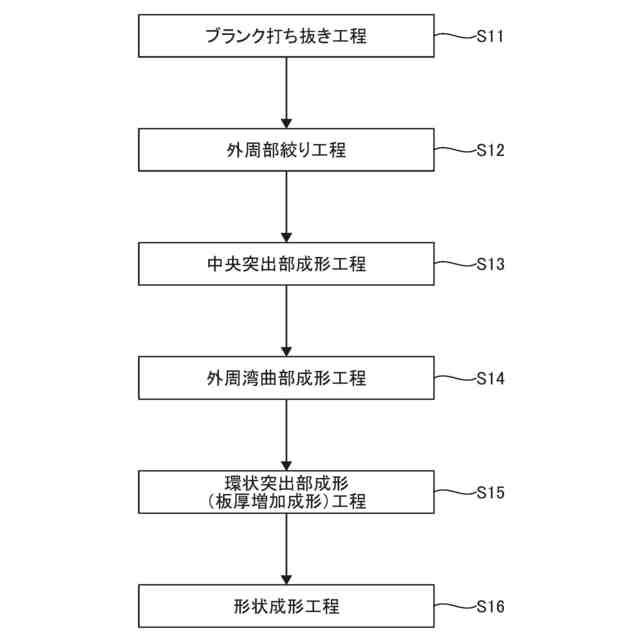
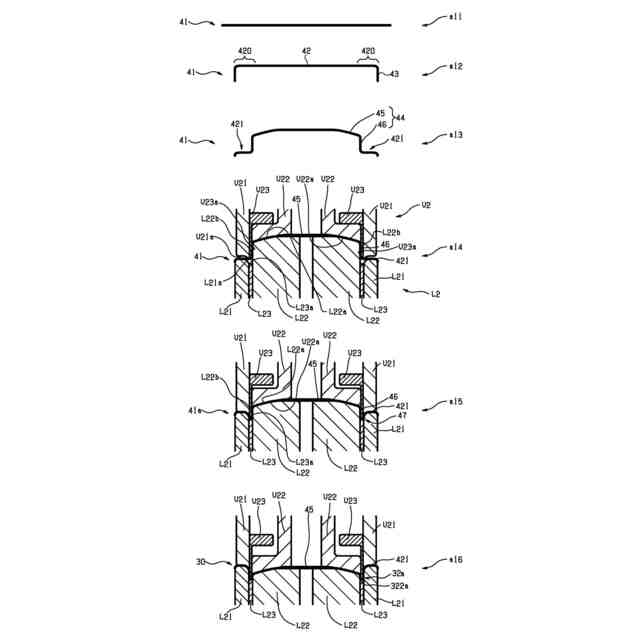
【解決手段】本発明の板材の成形方法は、板材の板状部分に、中央板部とその外周側の側壁部とからなる中央突出部を成形する工程と、側壁部の外周に外周湾曲部を成形する工程と、少なくとも外周湾曲部を変形させて選択的に板厚が増加した環状突出部を成形する工程とを有する。環状突出部を成形する工程では、外周湾曲部を中央突出部の突出方向に相対的に可動な支持部材で支持しつつ、中央突出部に対して突出方向と反対方向に押圧力を加えることにより、側壁部に突出方向の圧縮応力を生じさせながら、支持部材の支持面上において側壁部を構成していた少なくとも一部分を移動させることで、選択的に板厚が増加してなる環状突出部を成形する。
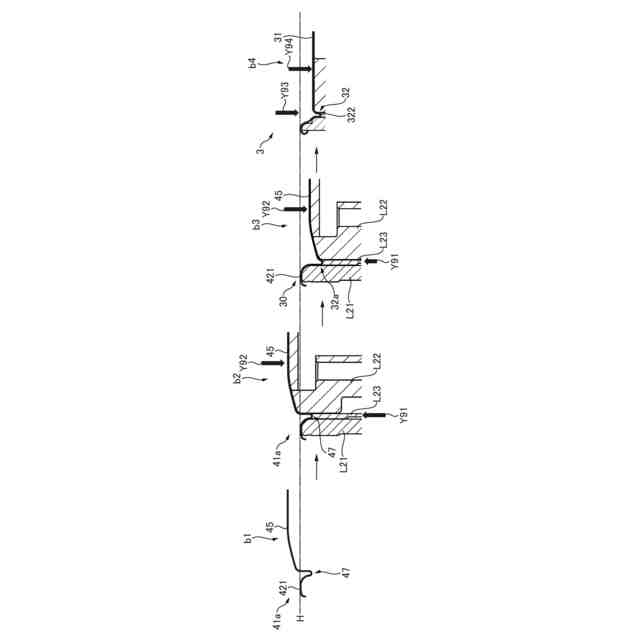
【選択図】図3
特許請求の範囲
【請求項1】
板材の板状部分に、中央板部とその外周側の側壁部とからなる中央突出部を成形する工程と、
前記側壁部の外周に外周湾曲部を成形する工程と、
少なくとも前記外周湾曲部を変形させて選択的に板厚が増加した環状突出部を成形する工程とを有し、
前記環状突出部を成形する工程では、
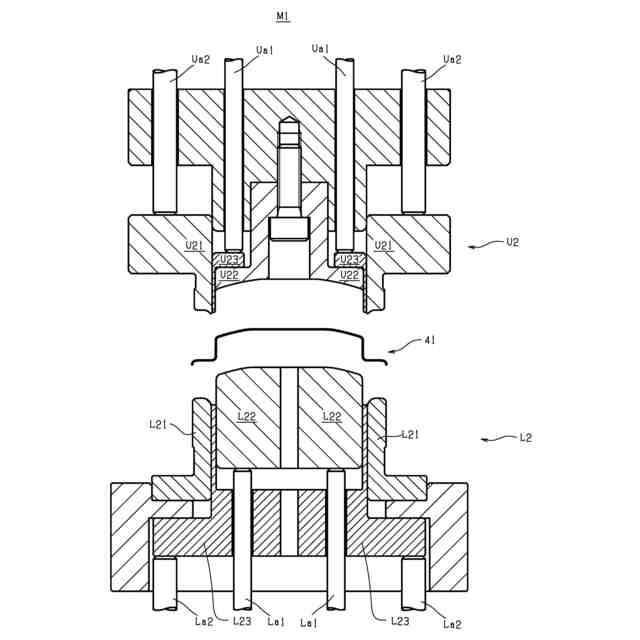
前記外周湾曲部を前記中央突出部の突出方向に相対的に可動な支持部材で支持しつつ、前記中央突出部に対して前記突出方向と反対方向に押圧力を加えることにより、前記側壁部に前記突出方向の圧縮応力を生じさせながら、前記支持部材の支持面上において前記側壁部を構成していた少なくとも一部分を移動させることで、選択的に板厚が増加してなる前記環状突出部を成形する、
ことを特徴とする成形方法。
続きを表示(約 490 文字)
【請求項2】
前記環状突出部を成形する工程では、前記支持部材の支持面上において前記側壁部を構成していた少なくとも一部分を前記中央突出部の外方に向けて移動させることを特徴とする請求項1に記載の成形方法。
【請求項3】
前記板材は、金属を主体とした材料からなることを特徴とする請求項1又は2に記載の成形方法。
【請求項4】
請求項1に記載の成形方法を全工程の一部に有することを特徴とする缶蓋の成形方法。
【請求項5】
前記環状突出部を成形する工程の後に、
缶蓋の形状に成形する工程として、
チャックウォール部を成形する工程を有することを特徴とする請求項4に記載の缶蓋の成形方法。
【請求項6】
請求項1に記載の成形方法を全工程の一部に有することを特徴とする缶底の成形方法。
【請求項7】
前記環状突出部を成形する工程の後に、
缶底の形状に成形する工程として、
缶底環状突出部の形状を成形する工程を少なくとも有することを特徴とする請求項6に記載の缶底の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば缶蓋、缶底等となる板材の成形方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
金属製の缶容器(金属缶)は、材料資源の節約や軽量化等のために板厚を可能な限り小さくし、その上で耐圧強度を維持することが要求されている。例えば缶蓋や缶底においては、缶内圧力の上昇によって所謂バックリングが生じる場合があることから、その耐圧強度を維持するための工夫が強く求められている。
【0003】
例えば缶蓋や缶底等となる板材の板厚をより小さくしつつ、その耐圧強度を維持するために、蓋面や底面等となる中央板部よりも外周側に、内周壁部と湾曲凸部と外周壁部の一部とからなる環状突出部を形成し、その湾曲凸部の板厚をより大きくすることが知られている。
【0004】
例えば特許文献1には、センターパネル部(中央板部)と、パネルウォール部(内周壁部)と、チャックウォールラジアス部(湾曲凸部)と、チャックウォール部(外周壁部)と、カール部を有する缶蓋において、センターパネル部の板厚t1よりもパネルウォール部下端の板厚t2を大きくする(t2>t1)ことで、板材の板厚をより小さくしつつ耐圧強度を向上させることが記載されている。また特許文献1には、センターパネル部の板厚t1よりもチャックウォールラジアス部の板厚t3を大きくする(t3>t1)ことも記載されており、耐圧強度向上の必要範囲が示されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-16093号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、この特許文献1に記載の缶蓋の製造方法のように、従来の方法で板材に環状突出部を成形する際に、上下金型を用いた1回のストロークで環状突出部を成形すると、環状突出部の内周側の板厚ばかりが大幅に増加してしまい、環状突出部の板厚を広範囲に増加させることができない。従来の方法で環状突出部の板厚を広範囲に増加させるには、中央板部に対する相対的な押し込み(押圧)を複数の段階で行い、その都度、異なる形状の金型を用いなければならないため、製造工程が煩雑になる。
【0007】
また、相対的な押し込み(押圧)により、板材は、その板厚を増加させるだけでなく変形や材料の流動により応力を逃がそうとするが、従来の方法では、板材は、外周壁部側に材料が流動し易く、例えば缶蓋、缶底などとして要求された形状を維持し難い。すなわち、形状を維持したまま相対的に押込みを行うことができる範囲は狭く、要求性能によっては十分な板厚増加を実現できない場合があった。
【0008】
本発明は、このような事情に対処することを課題としている。すなわち、相対的な押し込み(押圧)による材料の意図しない変形を防止しつつ、簡易な製造工程で環状突出部の板厚を広範囲に増加させることが可能な板材の成形方法を提供すること、が本発明の課題である。
【課題を解決するための手段】
【0009】
このような課題を解決するために、本発明の板材の成形方法は、以下の構成を具備するものである。
板材の板状部分に、中央板部とその外周側の側壁部とからなる中央突出部を成形する工程と、前記側壁部の外周に外周湾曲部を成形する工程と、少なくとも前記外周湾曲部を変形させて選択的に板厚が増加した環状突出部を成形する工程とを有し、前記環状突出部を成形する工程では、前記外周湾曲部を前記中央突出部の突出方向に相対的に可動な支持部材で支持しつつ、前記中央突出部に対して前記突出方向と反対方向に押圧力を加えることにより、前記側壁部に前記突出方向の圧縮応力を生じさせながら、前記支持部材の支持面上において前記側壁部を構成していた少なくとも一部分を移動させることで、選択的に板厚が増加してなる前記環状突出部を成形する、ことを特徴とする。
【発明の効果】
【0010】
このような特徴を有する本発明の板材の成形方法によれば、相対的な押し込み(押圧)による材料の意図しない変形を防止しつつ、簡易な製造工程で環状突出部の板厚を広範囲に増加させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
20日前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
株式会社プロテリアル
鍛造装置
2か月前
村田機械株式会社
プレス機械
5か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社オプトン
曲げ加工装置
24日前
株式会社プロテリアル
熱間鍛造用金型
6か月前
株式会社不二越
NC転造盤
24日前
株式会社不二越
NC転造盤
3か月前
株式会社ゴーシュー
歯車素材
6か月前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
19日前
日産自動車株式会社
逐次成形方法
6か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
5か月前
A株式会社
接合部材、及び、骨組み構造体
5か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
11日前
株式会社不二越
転造加工用平ダイス
5日前
株式会社エナテック
製品分離システム
19日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
25日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
日本製鉄株式会社
圧延装置
1か月前
冨士発條株式会社
トリミング装置
6か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
トックス プレソテクニック株式会社
接合装置
18日前
株式会社不二越
転造加工用鋼製平ダイス
4か月前
日本製鉄株式会社
圧延装置
23日前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社IKS
滑り止め構造
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































