TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131630
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023042015
出願日
2023-03-16
発明の名称
トリミング装置
出願人
冨士発條株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
28/00 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
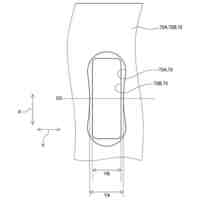
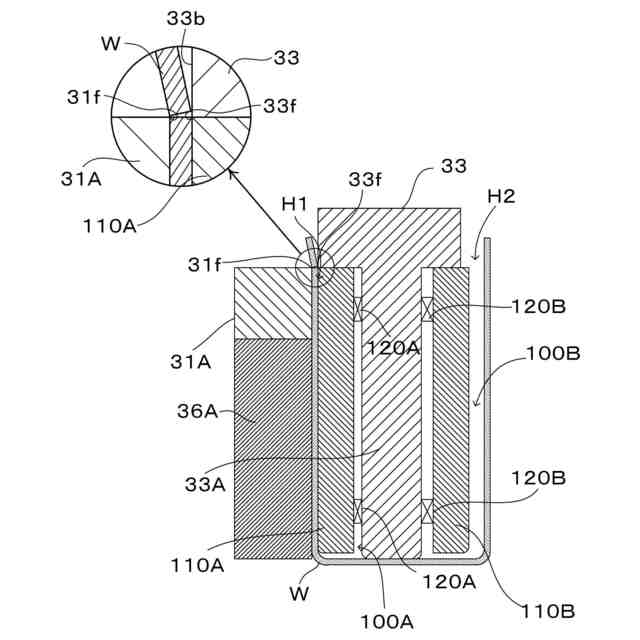
【課題】筒形ワークをトリミングした後の形状品質が損なわれることを抑制可能なトリミング装置を提供する。
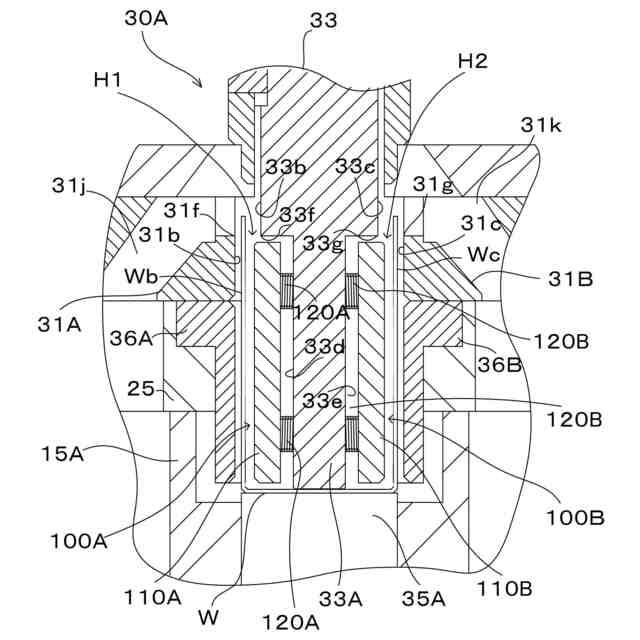
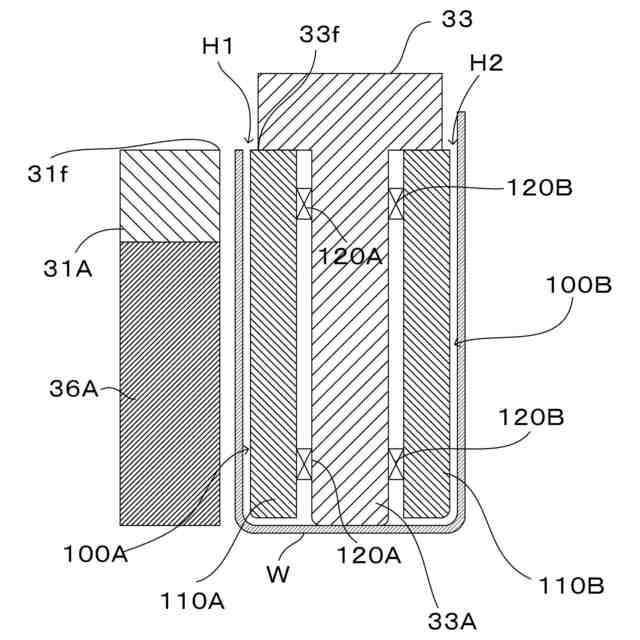
【解決手段】芯金パンチ33及びトリミング加工工具31Aの少なくともいずれかを移動させて芯金切刃33fと工具切刃31fとでトリミング加工するとき、芯金パンチ33とワークWとの間には隙間H1,H2が生じる。この隙間H1,H2にはダンパー機構100A,100Bが配置される。ダンパー機構100A,100Bは、芯金切刃33fと工具切刃31fとでトリミング加工するときにワークWと当接するように配置されるとともに、トリミング加工工具31Aが進退移動する方向に力が作用すると弾性変形するように構成される。
【選択図】図6
特許請求の範囲
【請求項1】
第1刃部と本体部とを有し、第1の方向に移動して筒形ワークの内側に配置可能な第1トリミング部材と、
第2刃部を有し、前記第1刃部と前記第2刃部との間に前記筒形ワークの側部が位置するように配置される第2トリミング部材と、
前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを、前記第1の方向に対して直交する第2の方向に移動させることが可能な移動機構と、
を備え、前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを前記第2の方向に移動させて、前記第1刃部と前記第2刃部とで、前記筒形ワークの他端部をトリミングするトリミング装置であって、
前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを前記第2の方向に移動させて前記第1刃部と前記第2刃部とで前記筒形ワークの他端部をトリミングするとき、前記本体部と前記筒形ワークとの間には隙間が生じ、
前記トリミング装置は、
前記隙間に配置されるガイド部材をさらに備え、
前記ガイド部材は、
前記第1刃部と前記第2刃部とで前記筒形ワークの他端部を少なくともトリミングするときに当該筒形ワークと当接するように配置されるとともに、前記第2の方向に力が作用すると弾性変形するように構成されてなる、
トリミング装置。
続きを表示(約 160 文字)
【請求項2】
前記ガイド部材は、
非圧縮性の第1部材と、
前記第1部材と前記本体部との間に配置される伸縮性の第2部材と、
を有し、前記第1刃部と前記第2刃部とを少なくとも当接させると前記第1部材が前記筒形ワークと当接するように配置されてなる、
請求項1に記載のトリミング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒形ワークの開口縁を切断するトリミング装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般に、この種のトリミング装置では、筒形ワークの内外に内嵌合部と外嵌合部とを嵌合し、且つ筒形ワークの底壁を内側と外側とで挟んだ状態にする。そして、このような状態で外嵌合部が内嵌合部に対してスライドし、内嵌合部が備える内刃と外嵌合部が備える外刃とにより、筒形ワークの開口縁を切断する(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2002-292438号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した従来のトリミング装置では、筒形ワークの開口縁を切断するときに、筒形ワークの底部がスライドして筒形ワークが傾き、トリミングした後の形状品質が損なわれるおそれがある。切断面の形状品質の低下、また、筒形ワークの開口縁の切断は側面毎に順に行われるが、筒形ワークの開口縁を切断するときに筒形ワークが傾くと、切断部の高さが側面毎に異なり、段差が生じてしまうおそれがある。
【0005】
本発明は、上記事情に鑑みてなされたもので、筒形ワークをトリミングした後の形状品質が損なわれることを抑制可能なトリミング装置の提供を目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係るトリミング装置は、
第1刃部と本体部とを有し、第1の方向に移動して筒形ワークの内側に配置可能な第1トリミング部材と、
第2刃部を有し、前記第1刃部と前記第2刃部との間に前記筒形ワークの側部が位置するように配置される第2トリミング部材と、
前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを、前記第1の方向に対して直交する第2の方向に移動させることが可能な移動機構と、を備え、前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを前記第2の方向に移動させて、前記第1刃部と前記第2刃部とで、前記筒形ワークの他端部をトリミングするトリミング装置であって、
前記第1トリミング部材及び前記第2トリミング部材の少なくともいずれかを前記第2の方向に移動させて前記第1刃部と前記第2刃部とで前記筒形ワークの他端部をトリミングするとき、前記本体部と前記筒形ワークとの間には隙間が生じ、
前記トリミング装置は、
前記隙間に配置されるガイド部材をさらに備え、
前記ガイド部材は、
前記第1刃部と前記第2刃部とで前記筒形ワークの他端部を少なくともトリミングするときに当該筒形ワークと当接するように配置されるとともに、前記第2の方向に力が作用すると弾性変形するように構成されてなる、
ことを特徴とする。
【0007】
上記のトリミング装置によると、第1刃部と第2刃部とで筒形ワークの他端部をトリミングするときに、本体部と筒形ワークとの間に生じる隙間に、筒形ワークと当接するようにガイド部材が配置される。このガイド部材は、第2の方向に力が作用すると弾性変形するように構成されている。そのため、筒形ワークの他端部をトリミングするときに、第1刃部と第2刃部とによる筒形ワークの他端部のトリミングを阻害することなく筒形ワークが傾くことを抑制することができ、筒形ワークをトリミングした後の形状品質が損なわれることを抑制できる。
【0008】
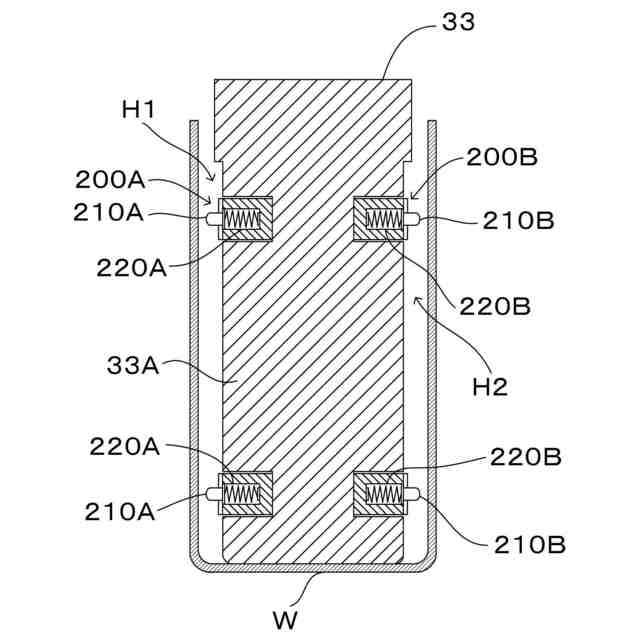
上記のトリミング装置において、前記ガイド部材は、
非圧縮性の第1部材と、
前記第1部材と前記本体部との間に配置される伸縮性の第2部材と、
を有し、前記第1刃部と前記第2刃部とを少なくとも当接させると前記第1部材が前記筒形ワークと当接するように配置されてなる、
ことが好ましい。
【0009】
上記のトリミング装置によれば、第1トリミング部材及び第2トリミング部材の少なくともいずれかを第2の方向に移動させたときに、筒形ワークと当接する第1部材が非圧縮性である。そのため、第1部材が圧縮性の部材であるときと比べて、筒形ワークが傾く方向に作用する力に対して抗うことが可能となる。しかも、第1部材と本体部との間には伸縮材が配置されるため、第1刃部と第2刃部との当接を阻害することもない。よって、筒形ワークの他端部のトリミングを好適に行うことが可能となる。
【発明の効果】
【0010】
本発明によれば、筒形ワークをトリミングした後の形状品質が損なわれることを抑制可能なトリミング装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
冨士発條株式会社
有底容器の製造方法、及びプレスシステム
1か月前
個人
棒鋼連続引抜装置
26日前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社アマダ
曲げ加工機
25日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社三明製作所
転造装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
17日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
11日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社エナテック
製品分離システム
25日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
4日前
トックス プレソテクニック株式会社
接合装置
24日前
日本製鉄株式会社
圧延装置
29日前
日本製鉄株式会社
圧延装置
1か月前
株式会社IKS
滑り止め構造
1か月前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
フタバ産業株式会社
パイプの製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ