TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025033230
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023138801
出願日
2023-08-29
発明の名称
有底容器の製造方法、及びプレスシステム
出願人
冨士発條株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
22/28 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
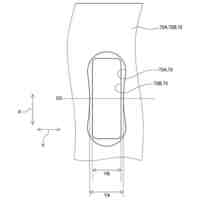
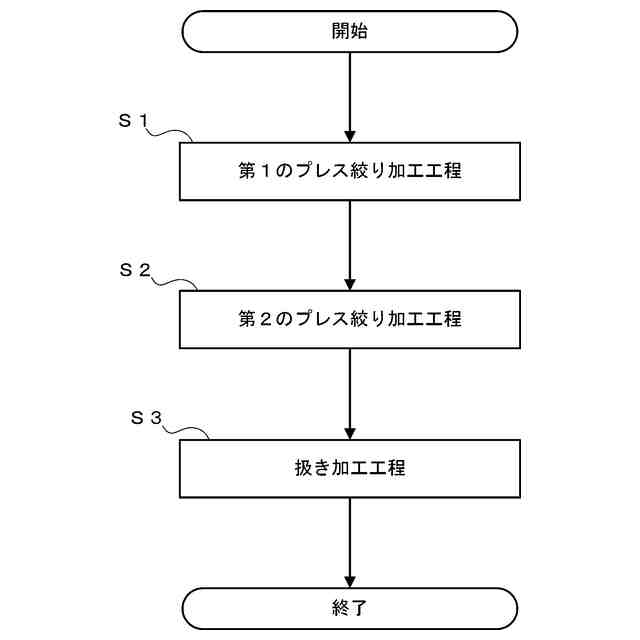
【課題】長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を製造する際に、ワークの底部側に歪みが生じてしまうことを抑制する。
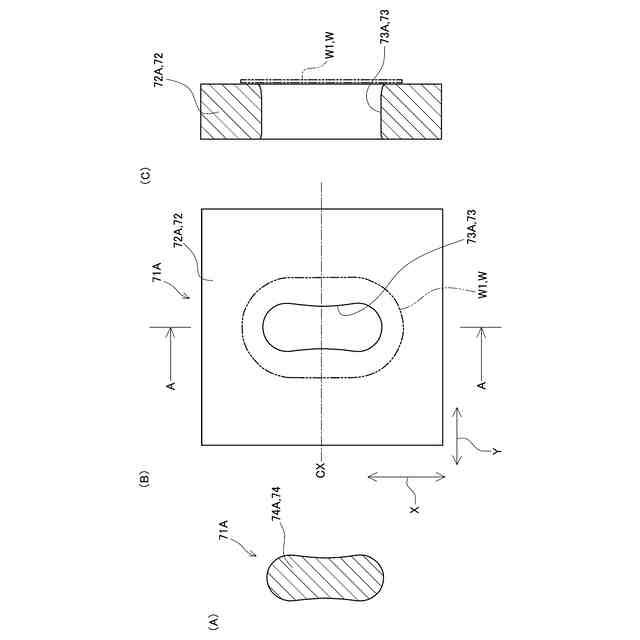
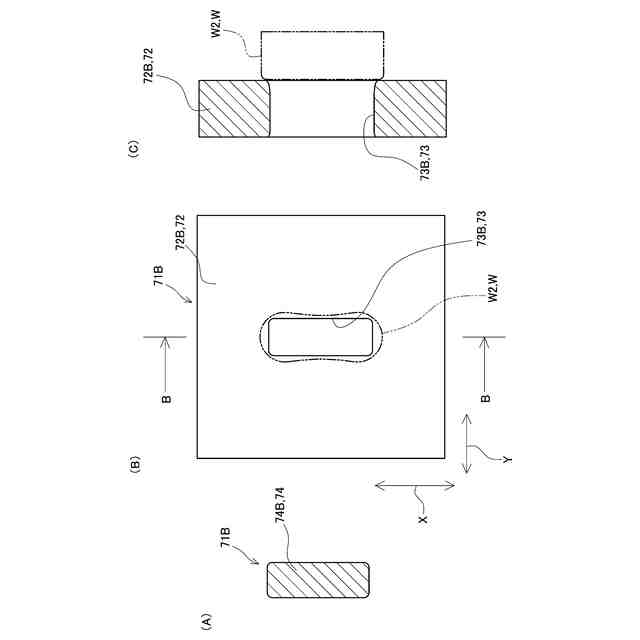
【解決手段】第1のプレス絞り加工工程S1は、長孔状の第1の成形孔73Aを有する第1の金型を用いて行われ、最終回以外の少なくともいずれかのプレス絞り加工工程として構成される。第2のプレス絞り加工工程S2は、長孔状の第2の成形孔73Bを有する第2の金型を用いて行われ、第1のプレス絞り加工工程S1の次のプレス絞り加工工程として構成される。第1の成形孔73Aは、第2の成形孔73Bよりも、長手方向Xに垂直な幅方向Yの寸法が大きく形成され、長手方向Xにおける両端側から中央側にかけて幅方向Yの内側に向かって窄まるように形成されている。
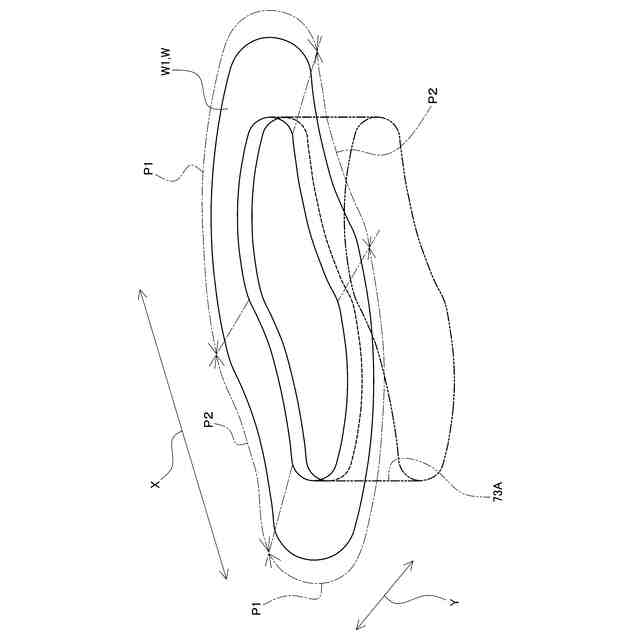
【選択図】図7
特許請求の範囲
【請求項1】
長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を製造する、有底容器の製造方法であって、
長孔状の前記成形孔としての第1の成形孔を有するダイを含む第1の金型を用いて行われ、前記複数回のプレス絞り加工工程のうちから最終回のプレス絞り加工工程を除いたプレス絞り加工工程のうちの少なくともいずれかのプレス絞り加工工程として構成される第1のプレス絞り加工工程と、
長孔状の前記成形孔としての第2の成形孔を有する第2の金型を用いて行われ、前記複数回のプレス絞り加工工程のうちの前記第1のプレス絞り加工工程の次のプレス絞り加工工程として構成される第2のプレス絞り加工工程と、を備え、
前記第1の成形孔は、当該第1の成形孔が前記ダイを貫通する方向である上下方向の全長に亘って、前記第2の成形孔よりも、長孔状に延びる方向である長手方向に垂直な方向である幅方向の寸法が大きく形成され、
前記第1の成形孔は、前記上下方向の全長に亘って、前記長手方向における両端側から中央側にかけて前記幅方向の内側に向かって窄まるように形成されている、
ことを特徴とする、有底容器の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第1のプレス絞り加工工程は、前記複数回のプレス絞り加工工程のうちの初回のプレス絞り加工工程として構成される、
ことを特徴とする請求項1に記載の有底容器の製造方法。
【請求項3】
前記第1の成形孔は、前記長手方向における両端側から中央側にかけて前記幅方向の内側に向かって湾曲しながら窄まるとともに、前記長手方向における中央位置において前記幅方向の内側に最も窄まるように形成されている、
ことを特徴とする請求項1又は請求項2に記載の筒状有底容器の製造方法。
【請求項4】
長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を成形するプレスシステムであって、
長孔状の前記成形孔としての第1の成形孔を有するダイを含む第1の金型を有し、前記複数回のプレス絞り加工工程のうちから最終回のプレス絞り加工工程を除いたプレス絞り加工工程のうちの少なくともいずれかのプレス絞り加工工程として構成される第1のプレス絞り加工工程を前記第1の金型を用いて行う第1のプレス部と、
長孔状の前記成形孔としての第2の成形孔を有する第2の金型を有し、前記複数回のプレス絞り加工工程のうちの前記第1のプレス絞り加工工程の次のプレス絞り加工工程として構成される第2のプレス絞り加工工程を前記第2の金型を用いて行う第2のプレス部と、を備え、
前記第1の成形孔は、当該第1の成形孔が前記ダイを貫通する方向である上下方向の全長に亘って、前記第2の成形孔よりも、長孔状に延びる方向である長手方向に垂直な方向である幅方向の寸法が大きく形成され、
前記第1の成形孔は、前記上下方向の全長に亘って、前記長手方向における両端側から中央側にかけて前記幅方向の内側に向かって窄まるように形成されている、
ことを特徴とするプレスシステム。
【請求項5】
前記第1のプレス部は、前記複数回のプレス絞り加工工程のうちの初回のプレス絞り加工工程として構成される前記第1のプレス絞り加工工程を前記第1の金型を用いて行う、
ことを特徴とする請求項4に記載のプレスシステム。
【請求項6】
前記第1の成形孔は、前記長手方向における両端側から中央側にかけて前記幅方向の内側に向かって湾曲しながら窄まるとともに、前記長手方向における中央位置において前記幅方向の内側に最も窄まるように形成されている、
ことを特徴とする請求項4又は請求項5に記載のプレスシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を製造する、有底容器の製造方法、及びプレスシステムに関する。
続きを表示(約 4,400 文字)
【背景技術】
【0002】
プレス成形においては、成形孔が設けられたダイとワークをダイの成形孔に押し込むパンチとを備える金型を用いてワークの加工が行われる。そして、断面が長手方向を有する形状で底部を有する角筒状の有底容器を成形する際には、長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことで平板から角筒状の有底容器を成形するプレス成形が行われる。例えば、非特許文献1には、長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことで、平板から断面が略長方形の角筒状の有底容器を成形するプレス成形方法が開示されている。
【0003】
非特許文献1に開示されているように、長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程が行われることで、平板から角筒状の有底容器が成形されて製造される。なお、複数回のプレス絞り加工工程を経て成形された有底容器の形状が製品としての最終形状を規定する場合もあるが、複数回のプレス絞り加工工程が終了した後に、成形された角筒状の有底容器に対して更に扱き加工工程が施される場合もある。複数回のプレス絞り加工工程が終了した後に行われる扱き加工工程では、扱き加工用の金型を用い、成形された角筒状の有底容器に対して、有底容器の壁部の板厚みを扱いて減厚して製品としての最終形状を規定する扱き加工が行われる。
【0004】
非特許文献1に開示されているように、断面が略長方形の角筒状の有底容器を成形する際には、複数回のプレス絞り加工工程における最終回以外のプレス絞り加工工程において、直線部がなく外側に楕円状に広がった形状の成形孔を有する金型が用いられる。即ち、製品の最終形状を規定するもしくは製品の最終形状に対応するような形状を規定する最終回のプレス絞り加工工程以外の途中のプレス絞り加工工程においては、金型における長孔状の成形孔の形状は、全周に亘ってなだらかに円弧状につながって楕円状に広がった形状に形成される。
【0005】
長孔状の成形孔を有する金型を用いてプレス絞り加工を行う場合、プレス絞り加工されるワークには、成形孔が長孔状に延びる方向である長手方向の両端側で加工される部分において圧縮力が発生する。一方、長孔状の成形孔における長手方向に沿って延びる部分が直線状に形成されている場合、ワークにおいては、成形孔の長手方向の中央側で加工される部分では、周方向の力が生じずに曲げ加工が施される状態となってしまう。この場合、ワークにおいては、長手方向における両端側で加工される部分から長手方向の中央側で加工される部分に圧縮力が作用する状態となる。即ち、長手方向における両端側で加工される部分で圧縮力が生じることで、その影響により、曲げ加工される状態の長手方向の中央側でも圧縮力が生じることになる。このため、長手方向の中央側で加工される部分において座屈が生じてしわが発生し易くなる。そこで、非特許文献1に開示されているように、最終回以外のプレス絞り加工工程において長孔状の成形孔を有する金型を用いてプレス絞り加工が行われる場合は、全周に亘って外側に楕円状に広がった形状の成形孔の金型が用いられる。楕円状に広がった形状の成形孔の金型が用いられることで、プレス絞り加工されるワークにおいて、長手方向の両端側で加工される部分だけでなく、長手方向の中央側で加工される部分においても、圧縮力が生じることになる。このため、ワークにおいては、周方向の全周に亘って圧縮力が生じることになり、長手方向の中央側で加工される部分において座屈が生じにくくなってしわの発生を抑制することができる。
【先行技術文献】
【非特許文献】
【0006】
吉田弘美著、「プレス加工大全」日刊工業新聞、2015年9月、p.94-95
【発明の概要】
【発明が解決しようとする課題】
【0007】
長孔状の成形孔を有する金型を用いて行うプレス絞り加工工程において、楕円状に広がった形状の成形孔の金型が用いられることで、ワークにおいて、周方向の全周に亘って圧縮力を生じさせ、長手方向の中央側における座屈によるしわの発生を抑制することができる。しかし、長手方向の両端側での絞り加工量は大きく、長手方向の両端側から中央側へと材料の塑性流動が生じるため、長手方向の中央側で加工される部分でも周方向の圧縮力が生じている状態では、長手方向の中央側の材料の体積が過剰となる。このため、体積が過剰となった長手方向の中央側の材料は、金型のパンチとダイによって拘束されていないワークの底部側へと塑性流動することになる。これにより、プレス絞り加工後には、ワークにおける長手方向の中央側の部分の底部側に歪みが生じ易いという問題がある。また、複数回のプレス絞り加工工程が終了して成形されたワークである有底容器において、長手方向の中央側の部分の底部側に歪みが生じると、複数回のプレス絞り加工後に扱き加工工程が行われる場合、有底容器に対して全体的な歪みや寸法異常が生じることになる。より具体的には、複数回のプレス絞り加工後に長手方向の中央側の部分の底部側に歪みが生じると、その後に扱き加工工程が行われる場合、有底容器の底部側の部分だけでなく有底容器の壁部にも歪みが生じ、更に、有底容器の底部の角部分の寸法異常も生じることになる。したがって、複数回のプレス絞り加工工程を行うプレス成形が実施された後に更に扱き加工工程が行われる場合には、ワークの底部側に歪みがあることで、扱き加工後の有底容器の壁部の歪みや有底容器の底部の角部分の寸法異常も発生させてしまうという問題がある。
【0008】
本発明は、上記実情に鑑みてなされたものであり、長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を製造する際に、ワークの底部側に歪みが生じてしまうことを抑制できる、有底容器の製造方法、及びプレスシステムを提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明の有底容器の製造方法は、
長孔状の成形孔を有する複数の金型を用いて複数回のプレス絞り加工工程を行うことでワークを平板の状態から底部を有する角筒状の状態に成形することにより角筒状の有底容器を製造する、有底容器の製造方法であって、
長孔状の前記成形孔としての第1の成形孔を有するダイを含む第1の金型を用いて行われ、前記複数回のプレス絞り加工工程のうちから最終回のプレス絞り加工工程を除いたプレス絞り加工工程のうちの少なくともいずれかのプレス絞り加工工程として構成される第1のプレス絞り加工工程と、
長孔状の前記成形孔としての第2の成形孔を有する第2の金型を用いて行われ、前記複数回のプレス絞り加工工程のうちの前記第1のプレス絞り加工工程の次のプレス絞り加工工程として構成される第2のプレス絞り加工工程と、を備え、
前記第1の成形孔は、当該第1の成形孔が前記ダイを貫通する方向である上下方向の全長に亘って、前記第2の成形孔よりも、長孔状に延びる方向である長手方向に垂直な方向である幅方向の寸法が大きく形成され、
前記第1の成形孔は、前記上下方向の全長に亘って、前記長手方向における両端側から中央側にかけて前記幅方向の内側に向かって窄まるように形成されている、
ことを特徴とする。
【0010】
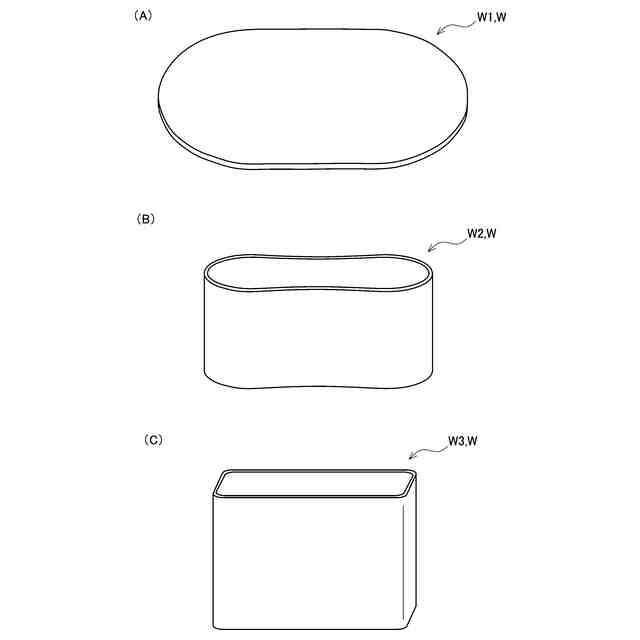
上記(1)に記載の有底容器の製造方法によれば、第1の成形孔は、第2の成形孔の幅方向の寸法よりも大きい幅方向の寸法の範囲で、長手方向における両端側から中央側にかけて幅方向の内側に向かって窄まるように形成されている。これにより、第1のプレス絞り加工工程においては、ワークにおいて、第1の成形孔における長手方向の中央側で加工される部分では第1の成形孔の周方向に引張力が発生する状態となる。このため、ワークにおいて、第1の成形孔の長手方向の中央側で加工される部分で生じる周方向の引張力が、第1の成形孔の長手方向の両端側で加工される部分で生じる圧縮力と対向することになる。これにより、第1の成形孔の長手方向の中央側で加工される材料の体積が過剰となることが抑制され、ワークの底部側へと塑性流動することが抑制される。また、第1の成形孔は、上下方向の全長に亘って、第2の成形孔の幅方向の寸法よりも大きい幅方向の寸法の範囲で、長手方向における両端側から中央側にかけて幅方向の内側に向かって窄まるように形成されている。このため、第1の成形孔の長手方向の両端側と中央側とにおいてワークに作用する力が第1のプレス絞り加工工程の工程中の全体に亘って調整され、上下方向の全長に亘って、第1の成形孔の長手方向の中央側で加工される材料の体積が過剰となることが抑制されて、ワークの底部側へと塑性流動することが抑制される。そして、第2のプレス絞り加工工程では、長手方向の中央側で体積が過剰となることが抑制されて底部側への塑性流動が抑制された状態のワークが、第1の成形孔よりも幅方向の寸法の小さい第2の成形孔を通過してプレス絞りされて角筒状の状態或いは角筒状に近い状態に成形される。そうして、最終回のプレス絞り加工工程を経て、ワークは、最終的に角筒状の状態に成形される。このように、上記(1)に記載の有底容器の製造方法によれば、ワークに対して、第1のプレス絞り加工工程では、長手方向の中央側で体積が過剰となることが抑制されて底部側への塑性流動が抑制されてプレス成形が行われ、第2のプレス絞り加工工程では、幅方向に絞られて角筒状の状態或いは角筒状に近い状態にプレス成形される。このため、上記(1)に記載の有底容器の製造方法によれば、ワークにおいて、長手方向の中央側の部分の底部側に歪みが生じてしまうことを抑制することができる。また、上記(1)に記載の有底容器の製造方法では、長手方向の中央側で加工される部分で生じる周方向の引張力が、長手方向の両端側で加工される部分で生じる周方向の圧縮力と対向するため、長手方向の中央側で加工される部分において座屈も生じにくくしわの発生も抑制することができる。なお、「幅方向」は、「長孔状に延びる方向である長手方向」に垂直な方向であり、「長手方向」と「上下方向」との両方向に対して垂直な方向である。また、「長孔状に延びる方向」とは、「長孔状に延びている方向」と同義である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
冨士発條株式会社
有底容器の製造方法、及びプレスシステム
28日前
個人
棒鋼連続引抜装置
24日前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
28日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
28日前
株式会社アマダ
曲げ加工機
23日前
日産自動車株式会社
逐次成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
9日前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
15日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
29日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
23日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2日前
日本製鉄株式会社
圧延装置
27日前
トックス プレソテクニック株式会社
接合装置
22日前
日本製鉄株式会社
圧延装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
株式会社TMEIC
板離れ防止システム
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ