TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135501
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046218
出願日
2023-03-23
発明の名称
歯車素材
出願人
株式会社ゴーシュー
代理人
個人
,
個人
主分類
B21K
1/30 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】小モジュールの2段歯車を冷間鍛造により、低コストで製造することができるようにした歯車素材を提供すること。
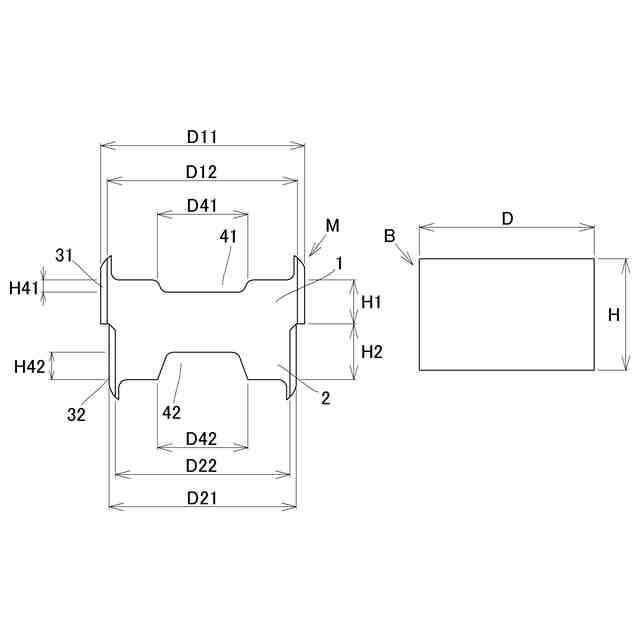
【解決手段】2段歯車を製造するための歯車素材であって、冷間鍛造により成形された、外径φ20~30mm、厚さ5~10mmの第一の円柱部1と、それより直径の小さい外径φ20~30mm、厚さ5~10mmの第二の円柱部2と、第一の円柱部1及び第二の円柱部2の外周面に形成されたモジュールが0.2~1.0の歯形31、32と、その両端面に形成された窪み形状の軸穴41、42とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
外径φ20~30mm、厚さ5~10mmの第一のリング部と、それより直径の小さい外径φ20~30mm、厚さ5~10mmの第二のリング部とが、中心軸を同一にして一体となり、かつ、第一のリング部及び第二のリング部の外周面に、歯形が形成されてなる2段歯車を製造するための歯車素材であって、前記歯車素材が、冷間鍛造により成形された、外径φ20~30mm、厚さ5~10mmの第一の円柱部と、それより直径の小さい外径φ20~30mm、厚さ5~10mmの第二の円柱部と、第一の円柱部及び第二の円柱部の外周面に形成された歯形とを備えてなることを特徴とする歯車素材。
続きを表示(約 130 文字)
【請求項2】
前記歯車素材は、その両端面に形成された窪み形状の軸穴を備えてなることを特徴とする請求項1に記載の歯車素材。
【請求項3】
前記歯形のモジュールが、0.2~1.0であることを特徴とする請求項1又は2に記載の歯車素材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車素材に関し、特に、小モジュールの2段歯車を製造するための歯車素材に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
外周面に歯形を形成してなる歯車を成形するに当たっては、ホブ盤、シェービング盤などの切削加工装置による切削加工を繰り返して行うのが一般的である。しかしながら、小モジュール(本明細書において、1.0以下のモジュールを、「小モジュール」という。)になると、ホブ加工用の特殊な工具の製作が必要となるため、通常、ギヤシェーパによる切削加工が用いられるが、この場合、サイクルタイムが長くなり、コスト高になるという問題があった。
【0003】
また、小モジュールの2段歯車を製造する場合、小さい直径(大径)の歯形を加工する際に、工具が、大きい直径(大径)の歯形に干渉するため、ホブ加工が難しく、そこで、異なった直径(大径)の歯形を持つ歯車を別々に製作し、後からすき間嵌めや中間嵌めにより嵌合する方法が採用されている(例えば、特許文献1参照。)。
【0004】
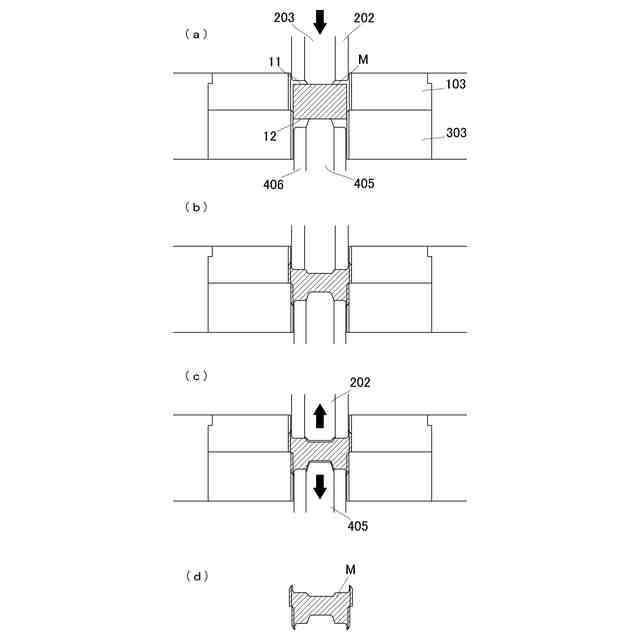
一方、最近、歯車の製造工程の合理化を図るために、粗加工に冷間鍛造方法を採用することが試みられている。冷間鍛造により歯車を成形するには、ダイスの内部に素材を配置し、その軸方向の両側からパンチとダイスリーブにより加圧する。そして、ダイスの内部に形成した成形面の形状を素材の外周面に転写して歯車の成形を行う方法が採用されている(例えば、特許文献2参照。)。
【0005】
しかしながら、小モジュールの2段歯車を同時に成形しようとすると、モジュールが大きい歯車を成形する場合に比べて、成形金型内に材料が充満しやすく、これにより、材料が軸方向に流れるため、歯面にキズが発生したり、分割面にバリが発生したりすることが多いという問題があった。
さらに、2段歯車の1段のみを冷間鍛造で成形する場合は、大きい直径(大径)の歯形の成形に限られ、小さい直径(大径)の歯形はギヤシェーパなどの加工方法で加工する必要があり、著しく生産性が低下し、コスト高になるという問題があった。
【先行技術文献】
【特許文献】
【0006】
特開2021-162036号公報
特開平5-154598号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、小モジュールの2段歯車の成形に係る従来の問題点に鑑みてなされたもので、小モジュールの2段歯車を冷間鍛造により、低コストで製造することができるようにした歯車素材を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明の歯車素材は、外径φ20~30mm、厚さ5~10mmの第一のリング部と、それより直径の小さい外径φ20~30mm、厚さ5~10mmの第二のリング部とが、中心軸を同一にして一体となり、かつ、第一のリング部及び第二のリング部の外周面に、歯形が形成されてなる2段歯車を製造するための歯車素材であ
って、前記歯車素材が、冷間鍛造により成形された、外径φ20~30mm、厚さ5~10mmの第一の円柱部と、それより直径の小さい外径φ20~30mm、厚さ5~10mmの第二の円柱部と、第一の円柱部及び第二の円柱部の外周面に形成された歯形とを備えてなることを特徴とする。
【0009】
この場合において、前記歯車素材は、その両端面に形成された窪み形状の軸穴を備えてなることができる。
【0010】
また、前記歯形のモジュールが、0.2~1.0であることができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
23日前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
27日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
27日前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
加工システム
5か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
22日前
トヨタ自動車株式会社
パイプ曲げ加工装置
14日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
株式会社不二越
転造加工用平ダイス
8日前
株式会社吉野機械製作所
プレス機械
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社エナテック
製品分離システム
22日前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
28日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
26日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
21日前
株式会社IKS
滑り止め構造
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
カシメ装置
5か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































