TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024129321
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023038448
出願日
2023-03-13
発明の名称
熱間鍛造用金型
出願人
株式会社プロテリアル
代理人
主分類
B21J
13/14 20060101AFI20240919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】下型にノックアウトピンを有する熱間鍛造用金型において、大型の鍛造素材を押圧成形する場合でも、下型に発生する割れを抑制できる、熱間鍛造用金型を提供する。
【解決手段】鍛造素材を成形するための上型および下型の押圧面が、該鍛造素材の押圧方向に対峙した熱間鍛造用金型において、上記の下型は、ノックアウト面がこの押圧面の一部を構成して、かつ、軸部がこの下型の内部に挿入されて押圧方向に可動するノックアウトピンを有し、上記のノックアウトピンは、この軸部の形状が押圧方向と対峙した段差面を有して、かつ、段差面と上記の下型の内面とが接しており、この段差面と接している上記の下型の内面の部分が、この内面からの延長面を含んで、上記の下型から分割された金型片で構成されている、熱間鍛造用金型である。
【選択図】図4
特許請求の範囲
【請求項1】
鍛造素材を成形するための上型および下型の押圧面が、該鍛造素材の押圧方向に対峙した熱間鍛造用金型において、
前記下型は、ノックアウト面が該下型の押圧面の一部を構成して、かつ、軸部が該下型の内部に挿入されて該押圧方向に可動するノックアウトピンを有し、
前記ノックアウトピンは、前記軸部の形状が前記押圧方向と対峙した段差面を有して、かつ、該段差面と前記下型の内面とが接しており、
前記段差面と接している前記下型の内面の部分が、該内面からの延長面を含んで、前記下型から分割された金型片で構成されていることを特徴とする、熱間鍛造用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間鍛造用金型に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、中・大型航空機用の熱間型打鍛造製品の需要が大きく伸びている。これらの鍛造製品のうち、例えば、航空ジェットエンジンのタービンディスクやコーンシャフトは、ニッケル合金やチタン合金製であり、同心円状で直径1メートルを超える大きさがある。これらの大型鍛造品を製造するには、熱間型打鍛造中の変形荷重は150MNを超える非常に大きな加圧力を必要とする。
【0003】
このような大型鍛造品として、上記の航空ジェットエンジン用の他にも、発電用ガスタービンディスク等もある。そして、このような大型鍛造品を、変形抵抗が大きい鍛造素材から作製するときに、鍛造素材を成形するための上型および下型の押圧面が、該鍛造素材の押圧方向に対峙した熱間鍛造用金型が用いられる。そして、この熱間鍛造用金型として、例えば、その押圧面の中心に円柱状の金型片が組付けられた分割金型がある(特許文献1)。そして、この円柱状の金型片が、熱間鍛造中は押圧面の一部として機能する一方で、熱間鍛造終了後には鍛造品を金型から取り除くノックアウトピンとして機能するものがある(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
国際公開第2013/147154号パンフレット
特開2015-91597号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記のような熱間鍛造用金型を下型に用いた場合、その下型の押圧面の一部を構成する金型片にノックアウトピンの機能も付与できるところ、この金型片にも大きな荷重が掛かることとなる。そして、特に、数万トン規模の熱間鍛造であると、この金型片と下型とが接触する部分で、下型に大きな割れが生じる場合があった。これは、熱間鍛造中の金型片と下型とが接触する部分で、大きな応力が生じていることが原因と考えられる。
本発明の目的は、下型にノックアウトピンを有する熱間鍛造用金型において、大型の鍛造素材や、変形抵抗が大きい鍛造素材を押圧成形する場合でも、下型に発生する割れを抑制できる、熱間鍛造用金型を提供することである。
【課題を解決するための手段】
【0006】
すなわち、本発明は、鍛造素材を成形するための上型および下型の押圧面が、該鍛造素材の押圧方向に対峙した熱間鍛造用金型において、
上記の下型は、ノックアウト面がこの押圧面の一部を構成して、かつ、軸部がこの下型の内部に挿入されて押圧方向に可動するノックアウトピンを有し、
上記のノックアウトピンは、この軸部の形状が押圧方向と対峙した段差面を有して、かつ、段差面と上記の下型の内面とが接しており、
この段差面と接している上記の下型の内面の部分が、この内面からの延長面を含んで、上記の下型から分割された金型片で構成されている、熱間鍛造用金型である。
【発明の効果】
【0007】
本発明によれば、下型にノックアウトピンを有する熱間鍛造用金型において、大型の鍛造素材や、変形抵抗が大きい鍛造素材を押圧成形する場合でも、下型に発生する割れを抑制することができる。
【図面の簡単な説明】
【0008】
熱間鍛造用金型の一例を示す断面模式図である。
従来の熱間鍛造用金型について、その下型の一例を示す断面模式図である。
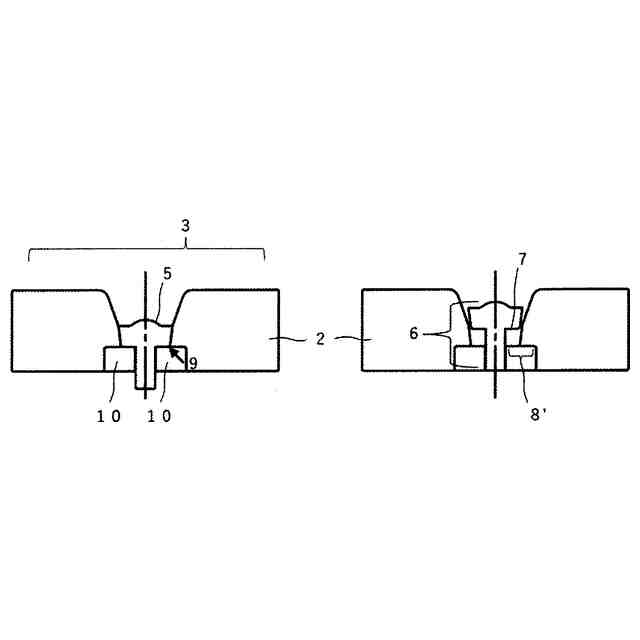
図2の下型の断面模式図について、その熱間鍛造中の応力の分布状況の一例を示す図である。
本発明の熱間鍛造用金型について、その下型の一例を示す断面模式図である。
図4の下型の断面模式図について、その熱間鍛造中の応力の分布状況の一例を示す図である。
【発明を実施するための形態】
【0009】
以下、本発明を、その構成要件ごとに、図面を用いて説明する。ただし、本発明は、以下に説明する形態によって限定されるものではない。
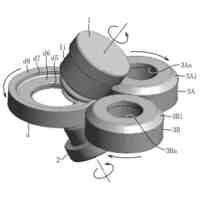
(1)本発明は、「鍛造素材を成形するための上型および下型の押圧面が、該鍛造素材の押圧方向に対峙した」熱間鍛造用金型である。
このことについては、背景技術で説明した通りである。このような熱間鍛造用金型の一例として、その断面模式図を図1に示す。図1の熱間鍛造用金型0は、ディスク状の鍛造品を得るためのものである。そして、その上型1および下型2の押圧面3は、起伏を有した同心円の集合形状でなる。
なお、本発明で言う「熱間鍛造」とは、熱間や恒温でのプレス鍛造及びホットダイ鍛造も含むものである。
【0010】
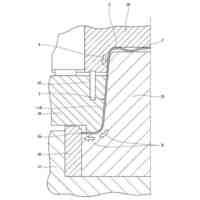
(2)本発明は、上記(1)の熱間鍛造用金型の下型が、ノックアウトの機構を有している。そして、そのノックアウトの機構について、その「ノックアウト面が下型の押圧面の一部を構成して、かつ、軸部が下型の内部に挿入されて押圧方向に可動するノックアウトピンを有した」ものである。
通常、ノックアウトピンとは、鍛造素材の成形中(熱間鍛造中)は下型の内部に待機して、成形後(熱間鍛造後)には上型に向かって押圧方向に移動することでノックアウトを押して、熱間鍛造後の鍛造品を下型から離型させる金型部品のことである。本発明の場合、便宜上、このノックアウトピンを、ノックアウトを含んで「ノックアウトピン」と呼ぶ。そして、このノックアウトピンの先端をノックアウト面と呼び、このノックアウト面が下型の押圧面の一部を構成している。
このような下型の一例として、その断面模式図を図2に示す。図2の下型2では、その押圧面3の中心に円柱状の金型片が組み込まれている。そして、この円柱状の金型片が、熱間鍛造終了後には、上記のノックアウトピン4として上下に移動する一方で(図2の右図)、熱間鍛造中には、そのノックアウト面5が、押圧面(意匠面)3の一部として機能する。こうすることで、押圧面中のノックアウトが存在する位置においても、所望する鍛造品の形状を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
25日前
株式会社オプトン
曲げ加工装置
29日前
株式会社不二越
NC転造盤
29日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
24日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
10日前
トヨタ自動車株式会社
パイプ曲げ加工装置
16日前
株式会社エナテック
製品分離システム
24日前
本田技研工業株式会社
鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3日前
トックス プレソテクニック株式会社
接合装置
23日前
日本製鉄株式会社
圧延装置
28日前
日本製鉄株式会社
圧延装置
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社IKS
滑り止め構造
1か月前
個人
日本刀の製造方法
2か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
2か月前
フタバ産業株式会社
パイプの製造方法
1か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
21日前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
東洋製罐株式会社
製缶装置
2か月前
ユニプレス株式会社
ホットスタンプ製品の製造方法
3日前
株式会社コタニ
ローリング鍛造方法及び装置
7日前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
2か月前
株式会社ジーテクト
プレス成形方法およびプレス成形装置
28日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ