TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007041
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108178
出願日
2023-06-30
発明の名称
製缶装置
出願人
東洋製罐株式会社
代理人
弁理士法人英知国際特許商標事務所
主分類
B21D
51/26 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プラントへの圧縮エアを供給する配管を簡素化できる給気管構造を有する製缶装置を提供することを課題とする。
【解決手段】加工ユニットが連結された製缶装置であって、複数の前記加工ユニットにわたって並行して伸びる2本の給気管を有し、2本の前記給気管の同じ側の一端にエアが供給され、2本の前記給気管の他端はつながれていて、2本の前記給気管はループを構成しており、前記給気管の少なくとも1本は、前記給気管から前記加工ユニットにそれぞれエアを供給する分岐管を有することを特徴とする製缶装置。
【選択図】図1
特許請求の範囲
【請求項1】
加工ユニットが連結された製缶装置であって、
複数の前記加工ユニットにわたって並行して伸びる2本の給気管を有し、
2本の前記給気管の同じ側の一端にエアが供給され、
2本の前記給気管の他端はつながれていて、2本の前記給気管はループを構成しており、
前記給気管の少なくとも1本は、前記給気管から前記加工ユニットにそれぞれエアを供給する分岐管を有する
ことを特徴とする製缶装置。
続きを表示(約 430 文字)
【請求項2】
2本の前記給気管が前記分岐管を有することを特徴とする請求項1に記載された製缶装置。
【請求項3】
2本の前記給気管は、それぞれ、1つおきの前記加工ユニットにエアを供給する前記分岐管を有し、
2本の前記給気管の前記分岐管により、前記加工ユニットに交互にエアを供給することを特徴とする請求項1に記載された製缶装置。
【請求項4】
1本の前記給気管のみが前記分岐管を有することを特徴とする請求項1に記載された製缶装置。
【請求項5】
前記給気管は前記加工ユニット内に配置されていることを特徴とする請求項1に記載された製缶装置。
【請求項6】
前記給気管は前記加工ユニット毎に分割されていることを特徴とする請求項1に記載された製缶装置。
【請求項7】
前記加工ユニットはネッキング装置であることを特徴とする請求項1~6の何れか1項に記載された製缶装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製缶装置、特に、エアを使用する製缶装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来から、製缶工程の缶胴の成形工程では、プレス機を用いた絞り加工及び/又は絞りしごき加工、缶の開口部のエッジ部をトリマーによるトリミング加工等の後、開口部を徐々に縮径する形状に成形する絞り加工(ネッキング加工)と缶蓋を巻き締めるためのフランジを形成するフランジ加工が行われる。(特許文献1)
このネッキング加工とフランジ加工は、ネッカーフランジャーマシン1により行われる。ネッキング加工は複数回の加工により所望の形状に成形するため、ネッカーフランジャーマシン1は、複数のネッキング加工ユニット2、フランジ加工ユニット3等が連結された長尺のプラントとなる。(図3(a)、(b)参照)
そして、複数のネッキング加工ユニット2により、缶胴の開口部に徐々に絞り加工を施してネック部の形状を形成していく。(図3(c)参照)
【0003】
ネッキング加工では、ネッキング成形時に、缶胴Cのトリム側(開口側)のカムとボトム側のカムにより、メインターレットの回転に伴って、ネッキングツール(インサートISとセンタリングCL)がスライドし、ボトムチャックBCにより缶胴Cのボトムを吸着しながらネッキング加工を施す。このネッキング加工時に、圧縮エアを缶胴内に吹き込むことにより、缶胴内を加圧し座屈や変形を防止している。(図4参照)
【先行技術文献】
【特許文献】
【0004】
特表2022-546245号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
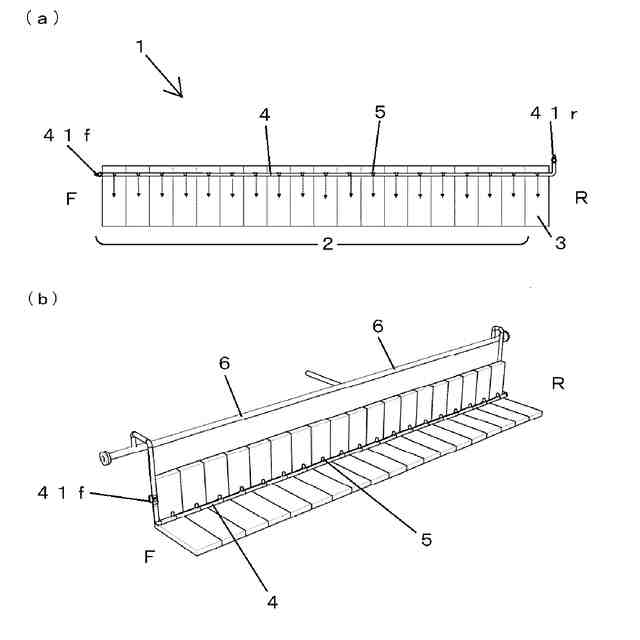
図5に示すように、各ネッキング加工ユニット2に圧縮エアを供給する配管(給気管)として、プラントのフロント側(缶の搬入側)Fからリア側(缶の搬出側)Rまで、1本の機内給気管4を設置して、この機内給気管4から各ネッキング加工ユニット2に圧縮エアを供給する分岐給気管5を接続した構造になっている。そして、長尺のプラントに複数連結される各ネッキング加工ユニット2に均等に圧縮エアを供給するために、1本の機内給気管4のフロント側Fとリア側Rの2か所に、それぞれ、圧縮エアを供給するフロント側エア接続口41fとリア側エア接続口41rを設けて、プラント外から圧縮エアを供給する構造になっている。
また、フロント側エア接続口41fとリア側エア接続口41rのそれぞれには、プラントを収容する建屋に設置された建屋内給気管6から圧縮エアが供給される。
この配管構造では、長尺のプラントの両端に、エア接続口が設けられているために、建屋内には、これら離れた位置にある2か所のエア接続口に圧縮エアを供給する建屋内給気管6を取りまわして設置する必要があり、建屋内給気管6の設置やメンテナンスにコストがかかるという問題があった。
【0006】
本発明は、プラントへの圧縮エアを供給する配管を簡素化できる給気管構造を有する製缶装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明の製缶装置は、以下の構成を具備するものである。
加工ユニットが連結された製缶装置であって、
複数の前記加工ユニットにわたって並行して伸びる2本の給気管を有し、
2本の前記給気管の同じ側の一端にエアが供給され、
2本の前記給気管の他端はつながれていて、2本の前記給気管はループを構成しており、
前記給気管の少なくとも1本は、前記給気管から前記加工ユニットにそれぞれエアを供給する分岐管を有する
ことを特徴とする製缶装置。
【発明の効果】
【0008】
本発明は、ループを構成する2本の給気管を設置することにより、2つのエア接続口を近接して配置することができ、プラントを収容する建屋内に配管構造を簡素化することができる。
【図面の簡単な説明】
【0009】
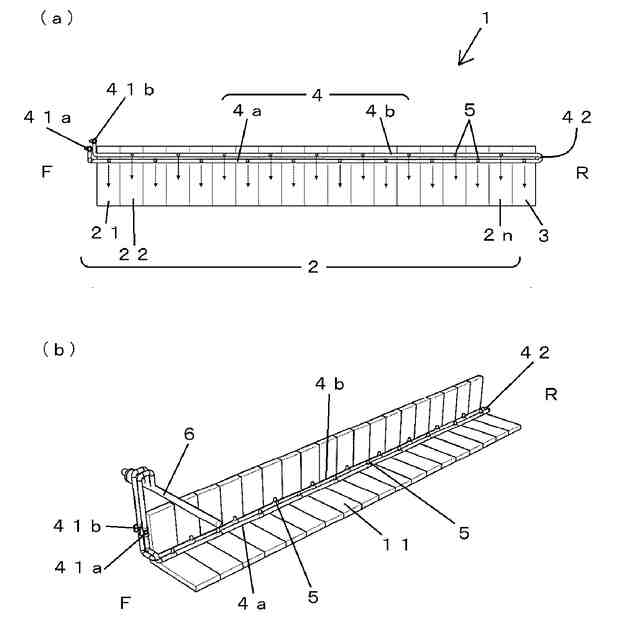
本発明の実施形態であるネッカーフランジャーマシン1の機内給気管4の設置構造を説明する図であり、(a)は平面図、(b)は斜視図である。
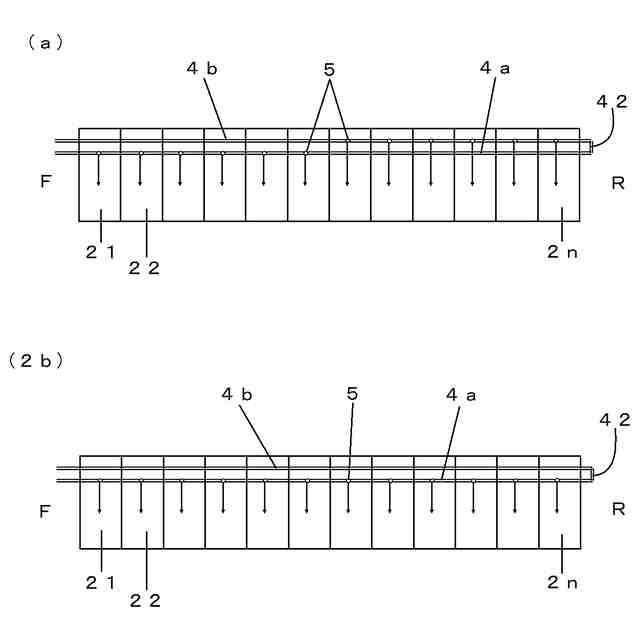
本発明の変形例であるネッカーフランジャーマシン1の機内給気管4の設置構造を説明する図である。
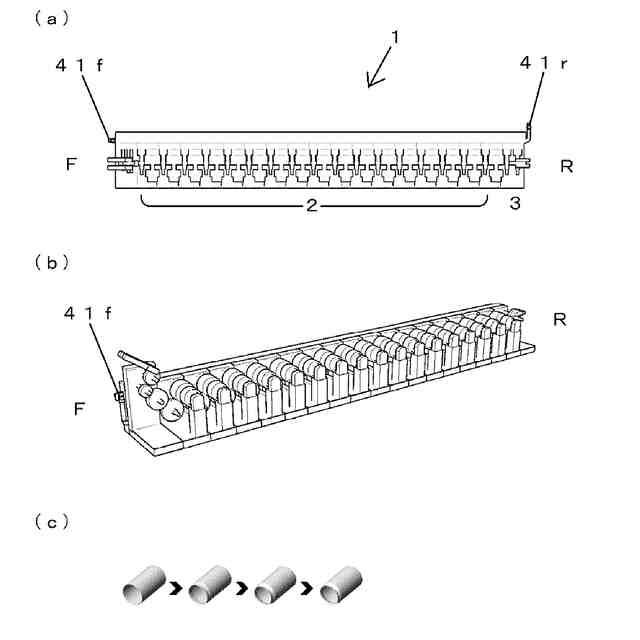
従来のネッカーフランジャーマシン1の概略図であり、(a)は平面図、(b)は斜視図、(c)はネッキング加工の加工工程を示す図である。
ネッキング加工の模式図であり、(a)は加工前、(b)は加工中を示す図である。
従来のネッカーフランジャーマシン1の機内給気管4の設置構造を説明する図であり、(a)は平面図、(b)は斜視図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施形態を説明する。以下の説明で、異なる図における同一符号は同一機能の部位を示しており、各図における重複説明は適宜省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
18日前
株式会社プロテリアル
鍛造装置
2か月前
株式会社オプトン
曲げ加工装置
22日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
22日前
株式会社アマダ
曲げ加工機
17日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社三明製作所
転造装置
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
3日前
加藤軽金属工業株式会社
押出材の加工装置
28日前
トヨタ自動車株式会社
パイプ曲げ加工装置
9日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
23日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
17日前
トックス プレソテクニック株式会社
接合装置
16日前
日本製鉄株式会社
圧延装置
21日前
日本製鉄株式会社
圧延装置
1か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
三菱重工業株式会社
ひずみ計測方法
28日前
株式会社TMEIC
板離れ防止システム
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
アイダエンジニアリング株式会社
アシスト絞り成形装置
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































