TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008770
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111238
出願日
2023-07-06
発明の名称
螺旋コイルの製造装置及び製造方法
出願人
アグサメタル株式会社
代理人
個人
主分類
B21D
7/024 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
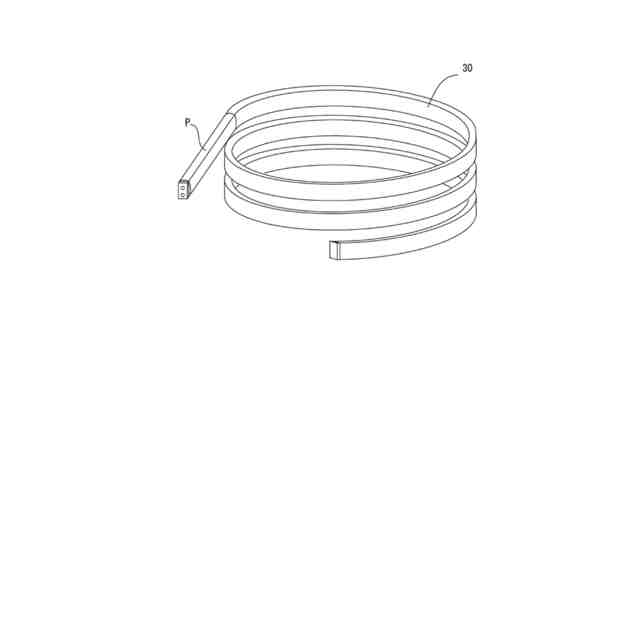
【課題】長方形の断面形状を有する長尺の角パイプを、断面の形状を維持したままで、螺旋に巻く螺旋コイルの製造装置及び製造方法を提供する。
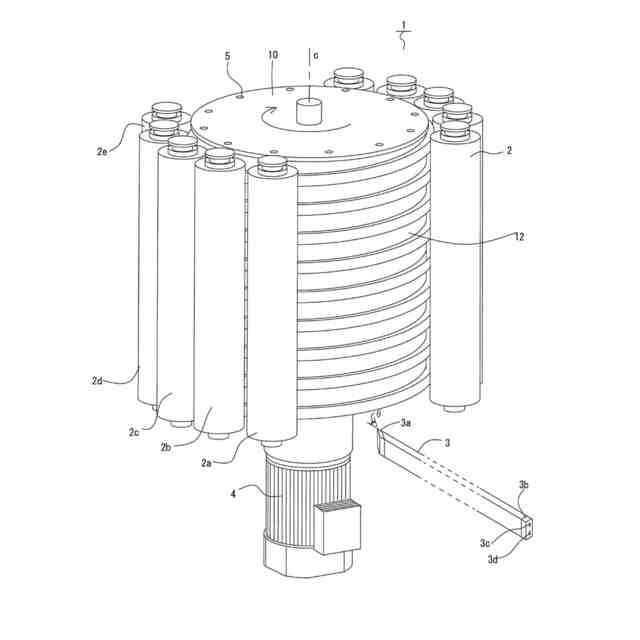
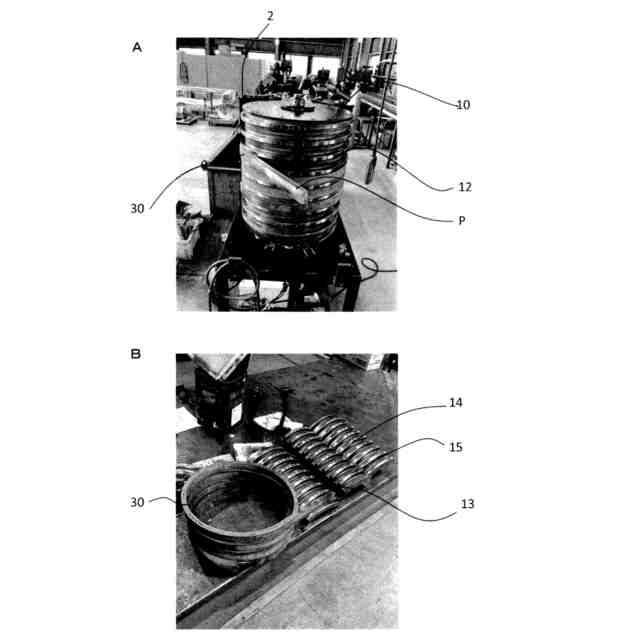
【解決手段】螺旋コイルの製造装置1は、周壁に複数ターンの螺旋状の溝12が設けられた成形主ロール10と、成形主ロール10の周囲に互いに近接配置された補助ロール2a、2bとを具備して液体が充填された角パイプ3を螺旋に巻く装置である。溝12の断面形状は、短辺となる一対の側壁と、これに垂直な長辺となる底壁による長方形であって、角パイプ3の外形長辺に相当する幅を有し、補助ロール2と底壁との間隔は、角パイプ3の外形短辺に相当する間隔であり、溝12が設けられた周壁は、軸心の回りに特定の角度ずつ弧状の複数の周壁ブロックに分割されて、周壁ブロックは成形主ロール10の内側に向けて脱落可能なように構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
周壁に複数ターンの螺旋状の溝が設けられ、軸心の回りを回転する成形主ロールと、
前記成形主ロールの周囲に互いに近接して配置され、前記成形主ロールと平行な軸を有する複数の補助ロールとを具備し、流動状態の液体が充填された導体金属による直線状の角パイプを螺旋に巻く螺旋コイルの製造装置であって、
前記溝の断面形状は、短辺となる一対の側壁と、これに垂直な長辺となる底壁による長方形であって、前記角パイプの断面外周形状の外形長辺に相当する幅を有し、
前記補助ロールの表面と前記底壁との間隔は、前記角パイプの断面外周形状の外形短辺に相当する間隔であり、
前記溝が設けられた周壁は、軸心の回りに特定の角度ずつ弧状の複数の周壁ブロックに分割されて、周壁ブロックは前記成形主ロールの内側に向けて脱落可能なように構成されていることを特徴とする螺旋コイルの製造装置。
続きを表示(約 520 文字)
【請求項2】
請求項1の螺旋コイルの製造装置を用いた螺旋コイルの製造方法であって、
前記角パイプの内部に液体を充填して、前後の開口を封鎖板で塞いで密閉し、
前記角パイプの端部を最初の前記補助ロールと前記溝との間に差し入れ、
前記成形主ロールを回転させて、前記角パイプを前記成形主ロールの中に巻き込んでゆき、
巻き込みが終了したら、前記周壁ブロックを前記成形主ロールの内側に向けて脱落させて、その後、他の周壁ブロックを取り外して螺旋コイルを製造する方法。
【請求項3】
請求項1の螺旋コイルの製造装置を用いた螺旋コイルの製造方法であって、
前記角パイプの内部に液体を充填して、前後の開口を封鎖板で塞ぐとともに前記角パイプの液体を排出するリリース弁をとりつけ、
前記角パイプの端部を最初の前記補助ロールと前記溝との間に差し入れ、
前記成形主ロールを回転させて、前記角パイプを前記成形主ロールの中に巻き込んでゆき、
巻き込みが終了したら、前記周壁ブロックを前記成形主ロールの内側に向けて脱落させて、その後、他の周壁ブロックを取り外して螺旋コイルを製造する方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長方形断面形状を有する角パイプにより螺旋コイルを製造する螺旋コイルの製造装置及び製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一般的に、丸パイプを曲げるパイプベンダーは、特許文献1に示されるように、円弧状の固定シューに略半円状の凹溝が設けられ、可動シューには凹溝に対応する凹溝が設けられている。凹溝により、丸パイプが潰れることを抑止する。一方、角パイプを曲げる際には、丸パイプとは違い、形状崩れが発生することが問題になる。特に、曲げた角パイプの側面が内側に潰れ、内外周側にシワが発生する。自動2輪車のフレーム用の角パイプの変形を抑止して曲げる技術として、例えば、特許文献2では、リブ入りアルミ角パイプを曲げる際に、低融点合金を加熱して得た溶湯を該他端から角パイプの各層の空間内に注入し、角パイプ及び低融点合金を常温まで冷却させた後曲げ加工し、低融点合金を融点以上に加熱して該角パイプから排出させる技術が知られている。パイプベンダ(同文献、図2)の円盤シューのリムの間に角パイプを沿わせて曲げる。角パイプの上下の側壁、補強リブ間の側壁が内側に凹んで、凹面が形成され易いとされているが(同文献第2頁左上欄10乃至13行)、この技術によれば、角パイプの側壁の内側への変形は、側壁が凝固金属に衝合するため阻止されて凝固金属の曲げ方向厚さが変化しないため、外側への変形も阻止される。
【0003】
さらに、特許文献3には、丸パイプから角パイプへの成形する過程で曲げる技術が開示されている。特許文献3では、自動車の骨組用の中空の丸パイプを角パイプに変形して曲げる際に、所謂、ハイドロベンド、ハイドロフォーミングという方法を利用し、丸パイプの中に水、油を封入して四方からロールで押し付けて四角断面の角パイプに成形する。曲げ成形時のしわ、形状崩れを抑止して曲げることができるとされている。
【先行技術文献】
【特許文献】
【0004】
特開平11-226654号公報
特開平1-122623号公報
特開2022-110718号公報
特開2005-142568号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献2では、元の角パイプの角形状や、面の弛みを抑止した上で曲げる事が可能であるが、低融点合金を扱う難しさがある。低融点合金の代わりに水を封入し、凍結させてから曲げ加工を行う方法も存在するが、長尺物を曲げようとすると、長尺に適した冷蔵庫を用意しなくてはならない。尚、角パイプの側壁は内側への変形しがちなものであるので、パイプベンダの円盤シューのリムは、角パイプの側面形状の変形を抑制するものではなく、角パイプの円板シューからの逸脱を抑制するものである。
【0006】
また、特許文献3の技術では、最初から角パイプを曲げると面の部分の形状変化が大きく、丸パイプから曲げて角パイプに成形する方が良い結果となることが報告されている(同文献、図4)が、成形された角パイプの角の部分の丸みと、平坦部分の撓みが現れてしまう事は避けられない。
【0007】
ところで、中実棒を螺旋状に巻いたコイルとして、ヘリカル共振に利用される螺旋コイルが、例えば特許文献4において知られている。この文献に開示されたヘリカル共振器は、プラズマにより半導体基板をエッチングする装置に利用されるものである。この他のヘリカル共振器の利用態様として、非接触電力送信への利用態様がある。これら用途のヘリカル共振器は、RF電源に接続されるものであり、螺旋コイルとして四角形断面のものが良いとされている(例えば、特許文献4の第0020欄)。高周波が使用されるRF電源に対応するには、導体金属により中実とされた角棒により作成された螺旋コイルより、中空方形導波管類似の断面形状を有する導体金属パイプにより作成された螺旋コイルの方が導体金属の使用効率上望ましい。そして、そのような導体金属としては、銅又は黄銅が望ましい。
【0008】
尚、螺旋に複数ターンに巻く技術として、熱交換器用に丸銅パイプを螺旋に巻くことは古くから知られている。例えば、ロールに巻き付ける方法や、銅パイプを通す螺旋状の経路を複数の小ロールで取り囲み、小ロールで銅パイプを送りながら、螺旋に巻く方法である。ロールに巻き付ける方法では、巻き終えた銅パイプが巻き戻しにより、螺旋の径が円筒状ロールよりも大きくなり、自然に円筒状ロールから外れる。また、螺旋状の経路を複数の小ロールで取り囲む方法では、銅パイプを連続的に螺旋状にすることができる。
【0009】
しかしながら、これらの熱交換器用の技術で角パイプを巻くと、断面に変形が生じてしまうため、ヘリカル共振器として安定した性能を得ることができず、これを適用することができない。
【0010】
本発明の目的は、中空方形導波管の長方形の断面形状を有する長尺の角パイプを、断面の形状を維持したままで、螺旋に巻く螺旋コイルの製造装置及び製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
23日前
株式会社プロテリアル
鍛造装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
村田機械株式会社
プレス機械
5か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
27日前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
27日前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
22日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社三明製作所
転造装置
2か月前
株式会社不二越
転造加工用平ダイス
8日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
14日前
株式会社吉野機械製作所
プレス機械
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社エナテック
製品分離システム
22日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
28日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
トックス プレソテクニック株式会社
接合装置
21日前
日本製鉄株式会社
圧延装置
26日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1日前
日本製鉄株式会社
圧延装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
5か月前
トヨタ紡織株式会社
カシメ装置
5か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































