TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051218
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023160225
出願日
2023-09-25
発明の名称
ローリング鍛造方法及び装置
出願人
株式会社コタニ
代理人
個人
,
個人
,
個人
主分類
B21H
1/06 20060101AFI20250328BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
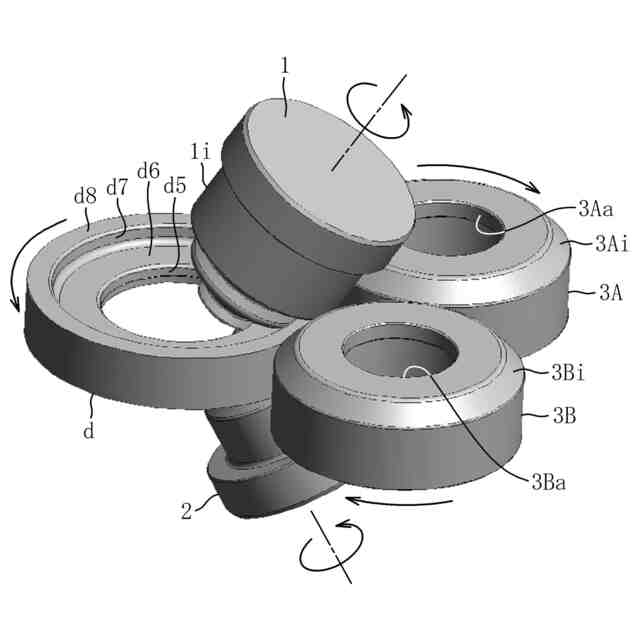
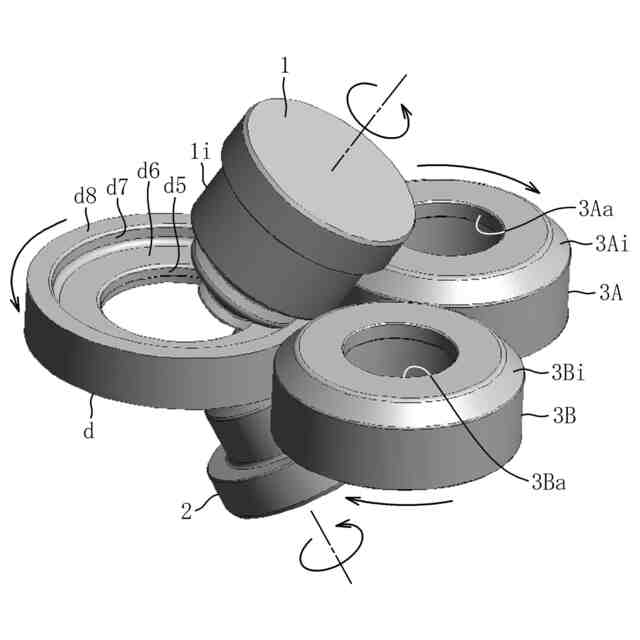
【課題】最終製品形状の真円度を高めることができ、ロールの外周面同士が干渉するおそれがないローリング鍛造方法及び装置を提供する。
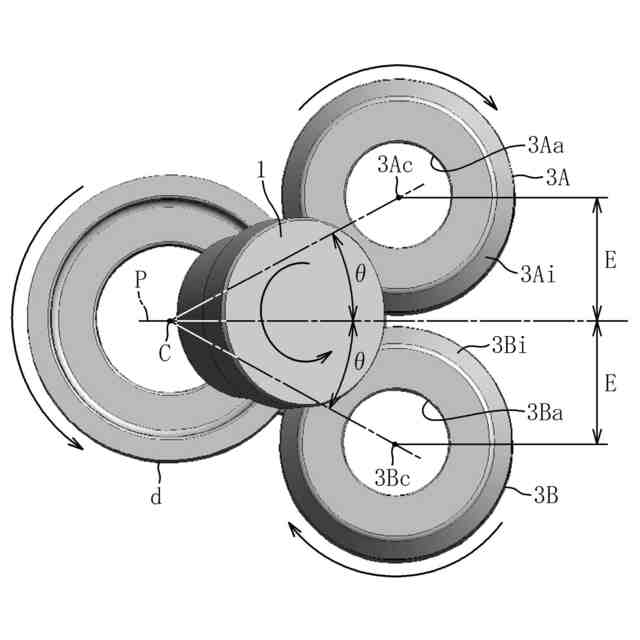
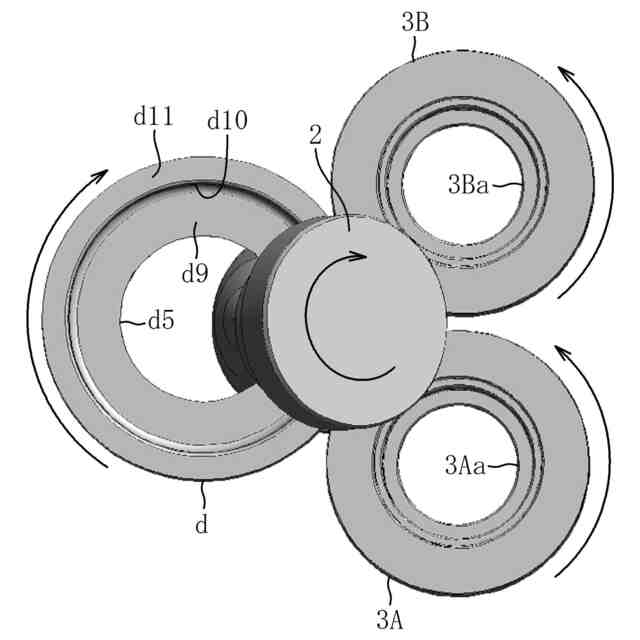
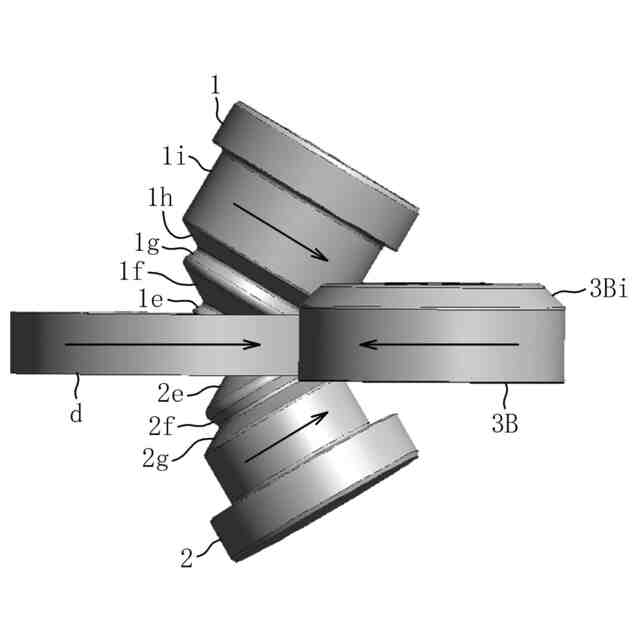
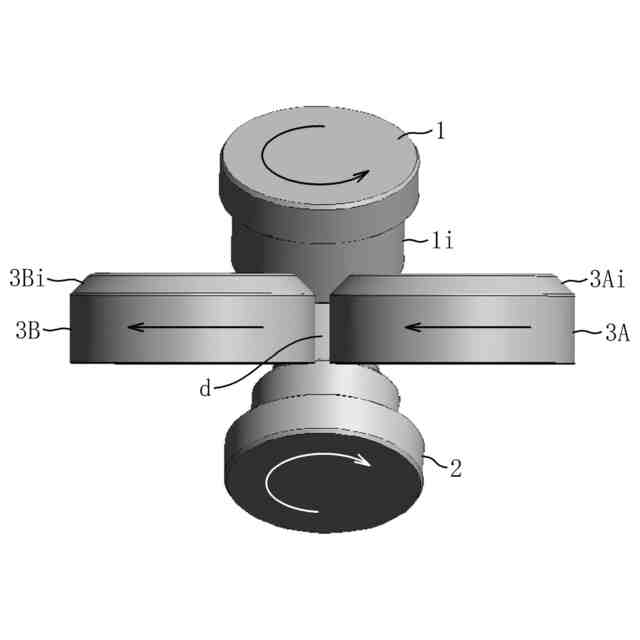
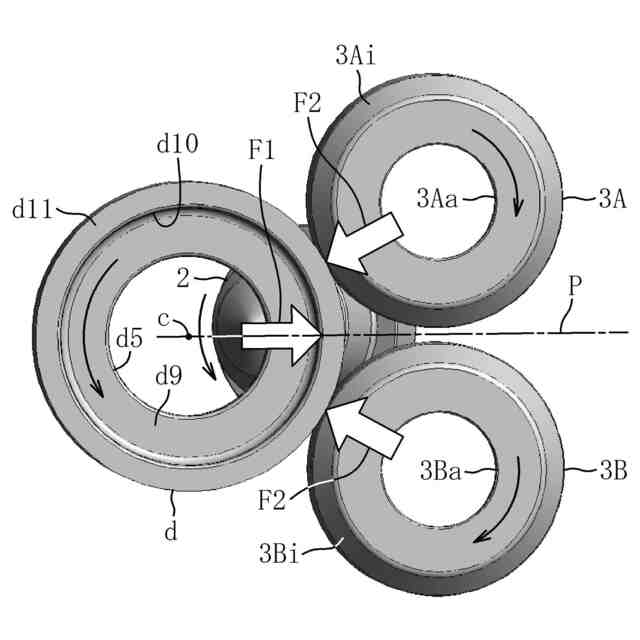
【解決手段】本発明のローリング鍛造装置は、環状の鍛造ブランクc4の内径に対して鍛造ブランクc4の軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロール1、2と、2個のエッジロール1、2の軸線を含む平面を境として鍛造ブランクc4の外周側で対向配置されると共に鍛造ブランクc4の外周面に対して押圧力を作用させる2個の受けロール3A、3Bとを具備することを特徴とする。
【選択図】図1A
特許請求の範囲
【請求項1】
環状の鍛造ブランクを成形する鍛造プレス工程と、
前記鍛造ブランクの内径に対して前記鍛造ブランクの軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロールと、前記2個のエッジロールの軸線を含む平面を境として前記鍛造ブランクの外周側で対向配置されると共に前記鍛造ブランクの外周面に対して押圧力を作用させる2個の受けロールとで、前記鍛造ブランクから最終製品形状を圧延転造する圧延転造工程とからなることを特徴とするローリング鍛造方法。
続きを表示(約 550 文字)
【請求項2】
環状の鍛造ブランクの内径に対して前記鍛造ブランクの軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロールと、
前記2個のエッジロールの軸線を含む平面を境として前記鍛造ブランクの外周側で対向配置されると共に前記鍛造ブランクの外周面に対して押圧力を作用させる2個の受けロールとを具備することを特徴とするローリング鍛造装置。
【請求項3】
前記2個の受けロールが同一の外径を有すると共に、前記2個の受けロールの軸線が前記2個のエッジロールの軸線を含む平面から等距離の位置に配設されていることを特徴とする請求項2のローリング鍛造装置。
【請求項4】
前記2個のエッジロールが回転駆動源に連結され、前記2個のエッジロールの回転により前記鍛造ブランクが従動回転し、当該鍛造ブランクの回転により前記2個の受けロールが従動回転することを特徴とする請求項2又は3のローリング鍛造装置。
【請求項5】
前記2個の受けロールが回転駆動源に連結され、前記2個の受けロールの回転により前記鍛造ブランクが従動回転し、当該鍛造ブランクの回転により前記2個のエッジロールが従動回転することを特徴とする請求項2又は3のローリング鍛造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はローリング鍛造方法及び装置に関するものである。
続きを表示(約 1,900 文字)
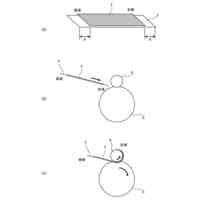
【背景技術】
【0002】
従来、自動車のデファレンシャルなどに使用されるリングギヤは、ローリング鍛造により製造されている。この鍛造に使用されるローリング鍛造装置として、特許文献1(特許第2507867号公報)に開示された装置(ローリングマシン)が知られている。
【0003】
このローリングマシンは、環状のブランクの内径に対して軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロールと、鍛造ブランクの外周面に押圧力を作用させる1個の受けロールとを有する。2個のエッジロールと1個の受けロールで三角形の閉塞領域を形成し、当該閉塞領域で最終製品形状を閉塞圧延転造する。
【先行技術文献】
【特許文献】
【0004】
特許第2507867号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来のローリングマシンは、三角形の閉塞領域の周方向両側(上流側と下流側)で鍛造ブランクの内外周がフリー状態(無支持状態)になるため、最終製品形状の真円度が悪いという課題があった。また、三角形の閉塞領域の外周側で2個のエッジロールと1個の受けロールが互いに接近すると、これらロールの外周面同士が干渉するおそれがある。このため、ローリング鍛造可能な最終製品形状に制約があった。
【0006】
そこで本発明の目的は、最終製品形状の真円度を高めることができ、またロールの外周面同士が干渉するおそれがないローリング鍛造方法及び装置を提供することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明のローリング鍛造方法は、環状の鍛造ブランクを成形する鍛造プレス工程と、前記鍛造ブランクの内径に対して前記鍛造ブランクの軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロールと、前記2個のエッジロールの軸線を含む平面を境として前記鍛造ブランクの外周側で対向配置されると共に前記鍛造ブランクの外周面に対して押圧力を作用させる2個の受けロールとで、前記鍛造ブランクから最終製品形状を圧延転造する圧延転造工程とからなることを特徴とする。
【0008】
また、本発明のローリング鍛造装置は、環状の鍛造ブランクの内径に対して前記鍛造ブランクの軸方向両側から傾斜状態で当接して軸方向の押圧力を作用させる2個のエッジロールと、前記2個のエッジロールの軸線を含む平面を境として前記鍛造ブランクの外周側で対向配置されると共に前記鍛造ブランクの外周面に対して押圧力を作用させる2個の受けロールとを具備することを特徴とする。
【発明の効果】
【0009】
本発明によれば、最終製品形状の真円度を高めることができ、またロールの外周面同士が干渉するのを防止することができる。
【図面の簡単な説明】
【0010】
本発明に係るローリング鍛造装置を斜め上方から見た斜視図である。
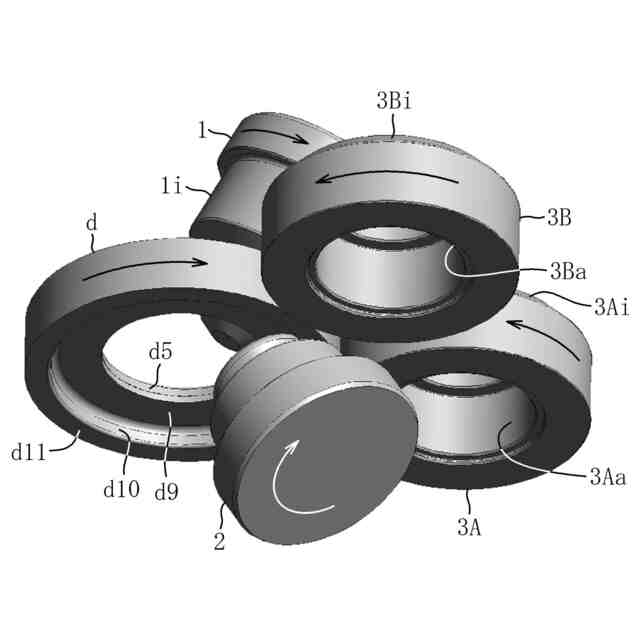
本発明に係るローリング鍛造装置を斜め下方から見た斜視図である。
本発明に係るローリング鍛造装置の平面図である。
本発明に係るローリング鍛造装置の下面図である。
本発明に係るローリング鍛造装置の正面図である。
本発明に係るローリング鍛造装置の右側面図である。
図2Aの上側エッジロールを省略した平面図である。
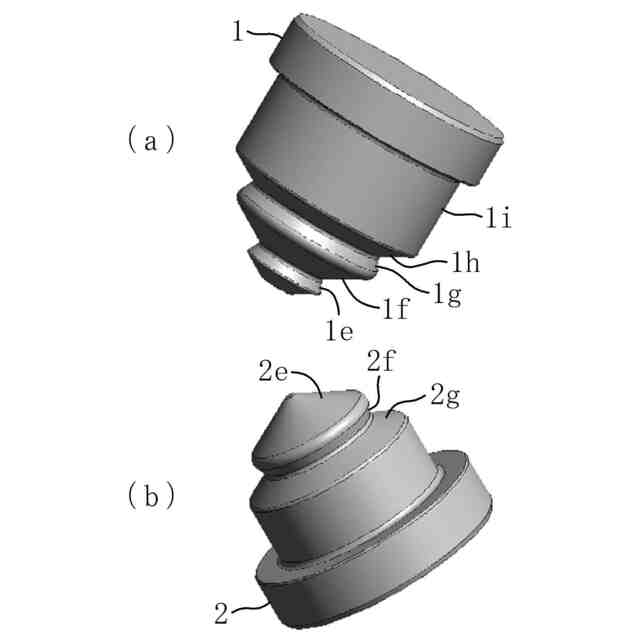
(a)上側エッジロールと(b)下側エッジロールの斜視図である。
本発明に係るローリング鍛造方法による環状の製品例1の断面図である。
本発明に係るローリング鍛造方法による環状の製品例2の断面図である。
本発明に係るローリング鍛造方法による環状の製品例3の断面図である。
本発明に係るローリング鍛造方法による環状の製品例4の断面図である。
従来のローリング鍛造方法の工程を示す説明図である。
従来のローリング鍛造方法で使用する装置の説明図である。
従来のローリング鍛造方法で使用する(a)鍛造ブランクの断面図、(b)ローリング鍛造装置の断面図、(c)ローリング鍛造装置の平面図である。
従来のローリング鍛造装置の側面図である。
従来のローリング鍛造装置の平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
16日前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
26日前
株式会社アマダ
曲げ加工機
4か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
ユニオンツール株式会社
転造ダイスセット
24日前
トヨタ自動車株式会社
電磁鋼板の成形方法
25日前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
株式会社エナテック
製品分離システム
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
1か月前
株式会社TMEIC
制御システム
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
トックス プレソテクニック株式会社
接合装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ