TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025038441
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145065
出願日
2023-09-07
発明の名称
歯付きカップ状部品の製造方法
出願人
株式会社ジーテクト
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
53/28 20060101AFI20250312BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】環境に優しく、歯の形状が良好で且つ工具の長寿命化が図れるような歯付きカップ状部品の製造技術を提供する。
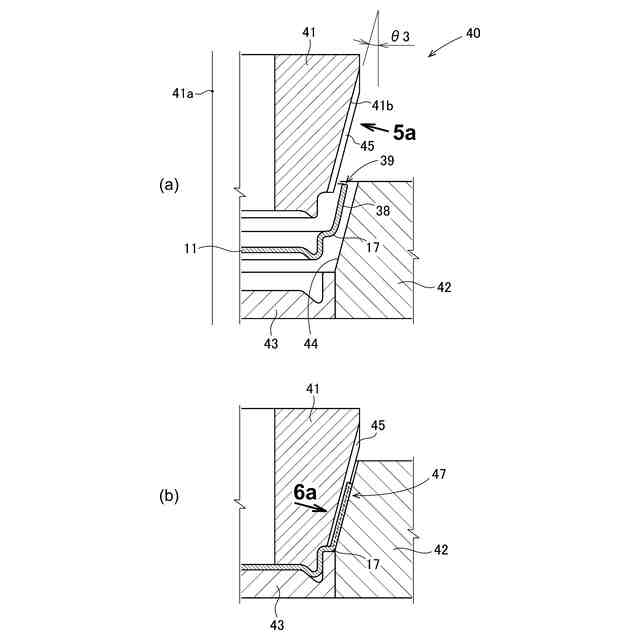
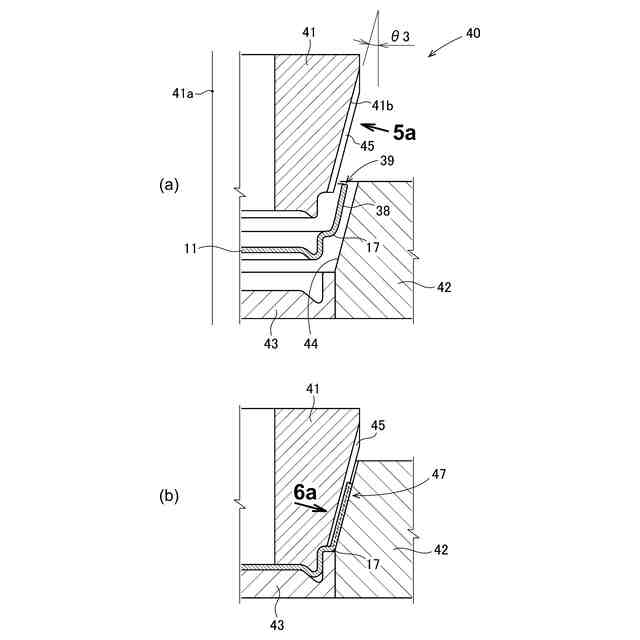
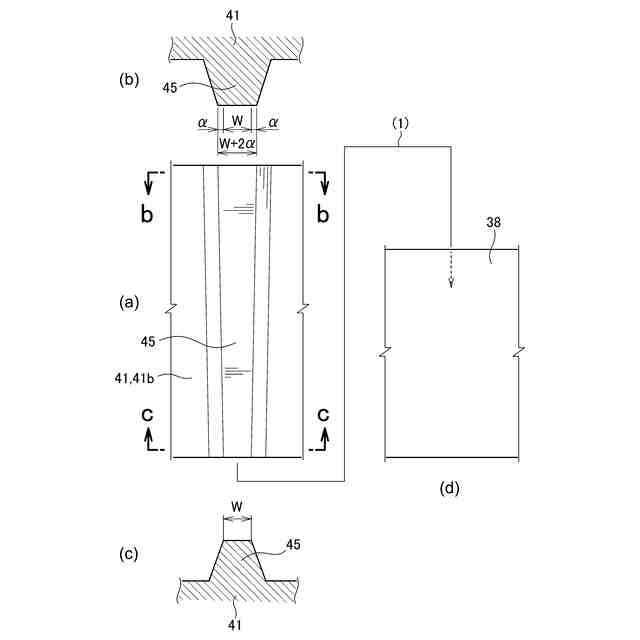
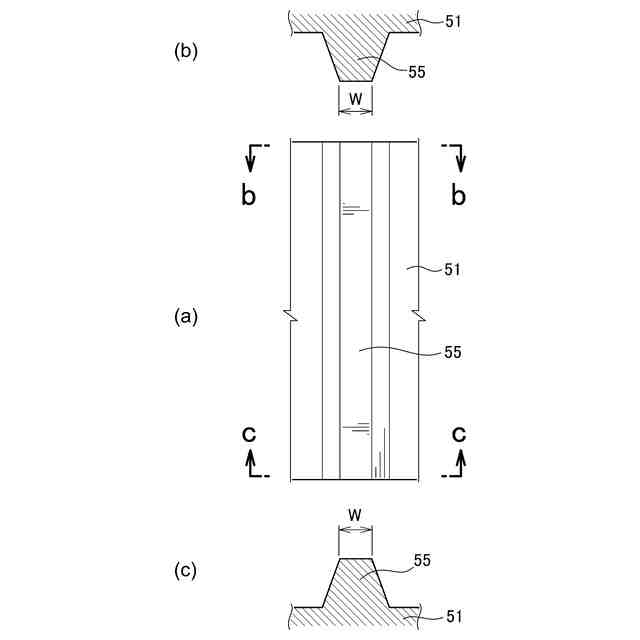
【解決手段】絞り工程と傾斜壁形成工程と予備成形工程と本成形工程とからなる歯付きカップ状部品の製造方法であって、前記予備成形工程に用いる予備成形機構40は、第3パンチ41と第3ダイ42と第3パッド43とを備え、前記第3パンチ41は、前記第3パンチ41の中心軸41aに対して前記第1角度θ3で傾斜した第1円錐台面41bを有し、前記第1円錐台面41bには、歯形成用突条45が設けられており、前記歯形成用突条45は、図4(a)の5a矢視で、縦長の台形形状とされる。
【選択図】図4
特許請求の範囲
【請求項1】
少なくとも予備成形工程と本成形工程とを含む歯付きカップ状部品の製造方法であって、
前記予備成形工程では、金属円板を、底とこの底から起立する起立壁に絞られ所定の第1角度に整えた傾斜壁に台形形状の仮の歯底を成形してなる予備成形品を製造し、
前記本成形工程では、前記傾斜壁が本成形パンチの中心軸に平行になるまで曲げられ、この曲げにより台形形状の前記仮の歯底が長方形形状の歯底に変更された歯付きカップ状部品を製造することを特徴とする歯付きカップ状部品の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1記載の歯付きカップ状部品の製造方法であって、
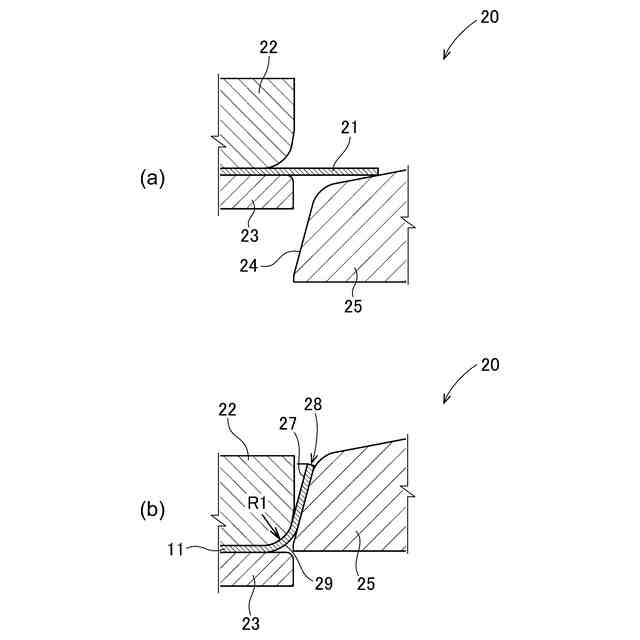
前記傾斜壁形成工程では、本成形工程における曲げの基準となる基準曲部を形成することを特徴とする歯付きカップ状部品の製造方法。
【請求項3】
請求項2記載の歯付きカップ状部品の製造方法であって、
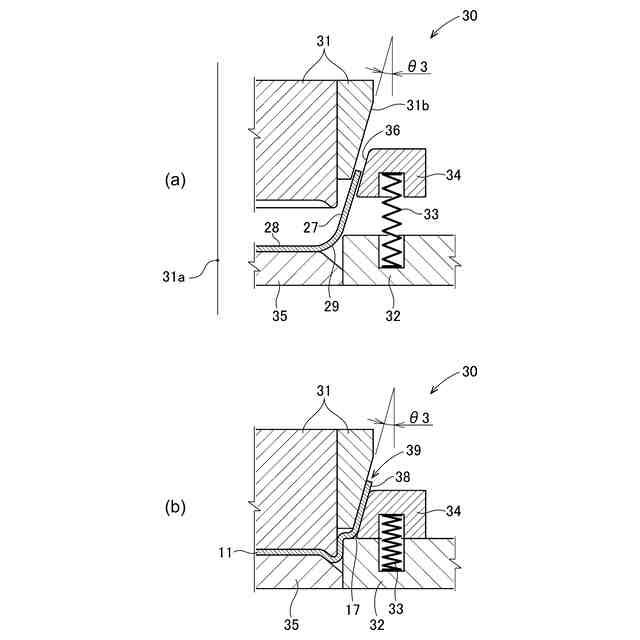
前記本成形工程では、前記基準曲部を中心に前記傾斜壁が前記基準曲部から開口端側へ順に曲げられることを特徴とする歯付きカップ状部品の製造方法。
【請求項4】
請求項2記載の歯付きカップ状部品の製造方法であって、
前記予備成形工程及び前記本成形工程では、前記基準曲部より開口端側にて前記傾斜壁の肉を流動させることを特徴とする歯付きカップ状部品の製造方法。
【請求項5】
請求項2記載の歯付きカップ状部品の製造方法であって、
前記基準曲部は、前記第2パンチと前記第2ダイと前記第2パッドとからなる三つの型が合わさった部位に形成することを特徴とする歯付きカップ状部品の製造方法。
【請求項6】
請求項1記載の歯付きカップ状部品の製造方法であって、
前記歯形成用突条は、前記第3パンチの前記第1円錐台面に設けられていることを特徴とする歯付きカップ状部品の製造方法。
【請求項7】
請求項1記載の歯付きカップ状部品の製造方法であって、
前記歯形成用突条は、前記第3ダイの前記第3ダイ孔に設けられていることを特徴とする歯付きカップ状部品の製造方法。
【請求項8】
請求項1記載の歯付きカップ状部品の製造方法であって、
前記歯形成用突条は、前記第3パンチの前記第1円錐台面と前記第3ダイの前記第3ダイ孔とに各々設けられていることを特徴とする歯付きカップ状部品の製造方法。
【請求項9】
請求項8記載の歯付きカップ状部品の製造方法であって、
前記第3ダイの前記第3ダイ孔に設けるダイ側の前記歯形成用突条は、前記傾斜壁の上端に未成形部が残るように丈が短くなっていることを特徴とする歯付きカップ状部品の製造方法。
【請求項10】
請求項8又は請求項9記載の歯付きカップ状部品の製造方法であって、
前記予備成形工程は、第1予備成形工程とこの第1予備成形工程に続く第2予備成形工程とからなり、
前記第1予備成形工程に用いる第1予備成形機構は、前記第3パンチと、前記歯形成用突条を有する前記第3ダイと、前記第3パッドとを備え、
前記第2予備成形工程に用いる第2予備成形機構は、前記歯形成用突条を有する前記第3パンチと、前記第3ダイと、前記第3パッドとを備え、
前記第1予備成形工程では、外歯を有する第1予備成形品を製造し、
続く前記第2予備成形工程では、前記外歯に加えて内歯を有する第2予備成形品を製造することを特徴とする歯付きカップ状部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
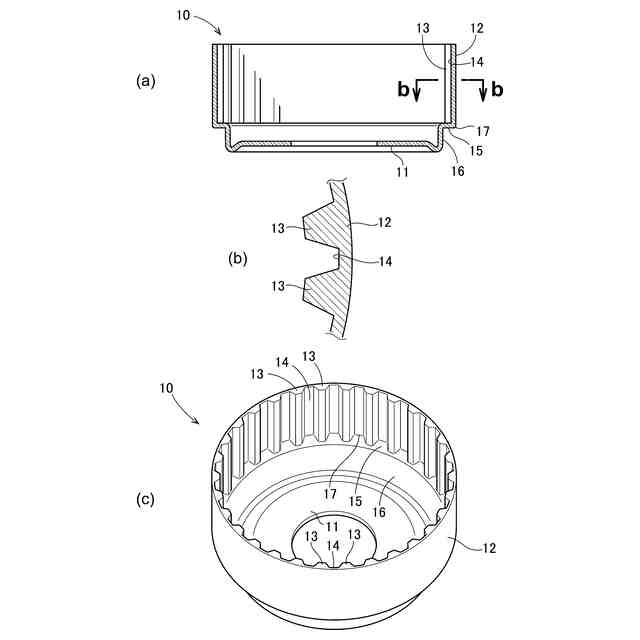
本発明は、金属製カップの内周面と外周面の少なくとも一方に歯が設けられている歯付きカップ状部品の製造技術に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
スプライン加工されたカップ状部品の製造方法が、知られている(例えば、特許文献1(図12A、図12B)参照)。
【0003】
特許文献1を次図に基づいて説明する。
図23(a)、(b)は従来の技術の基本原理を説明する図、図23(c)、(d)は基本原理を説明するための比較参考図である。
ワーク104には、予めステアリン酸ナトリウム石鹸が塗布されている(特許文献1、請求項6)。ステアリン酸ナトリウム石鹸は、代表的な塑性加工用潤滑剤であり、パンチ105とワーク104との間の滑りを促すと共に、ダイ孔102とワーク104との間の滑りを促すことで、いわゆる「カジリ現象」の発生を防止する役割を果たす。
【0004】
図23(a)に示すように、ダイ101は、ダイ孔102に縦に延びる突条103を有している。ダイ孔102へワーク104をセットする。次にパンチ105で下げる。
【0005】
すると、ワーク104はパンチ力Fで押し下げられ、突条103に接近する。
図23(b)に示すように、突条103で、ワーク104の外周面にスプラインが形成される。
【0006】
図23(c)は比較参考図であり、仮に、ダイ孔102の面が鉛直軸(パンチ105の中心軸)に対し角度θ1だけ傾いているとする。すると、パンチ力Fは、ダイ孔102の面に平行な分力Fv1とダイ孔102の面に直交する分力Fh1に分けられる。
直交する分力Fh1は十分に大きい。この大きい分力Fh1でワーク104が突条103に押しつけられる。結果、高い寸法精度のスプラインが得られる。
【0007】
図23(d)は、図23(b)の要部拡大図であるが、説明の便利のために、ダイ孔102の面は鉛直軸に対し小さな角度θ2だけ傾けた。
パンチ力Fは、ダイ孔102の面に平行な分力Fv2とダイ孔102の面に直交する分力Fh2に分けられる。
直交する分力Fh2は比較参考図である図23(c)のFh1より小さい。ワーク104が突条103に小さい分力Fh2で押しつけられるため、スプラインの仕上がり精度は低くなる。
【0008】
図23(b)の場合は、パンチ力Fを高めて、仕上がり精度を高める必要がある。
その場合、パンチ105及びダイ101に過大な応力が発生し、パンチ105及びダイ101に「カジリ現象」が発生する。また、突条103の根元のせん断応力が過大となり、突条103、すなわちダイ101の寿命が短くなる。
【0009】
また、高いパンチ力で塑性加工を行うときには、上述したステアリン酸ナトリウム石鹸の塗布が不可欠となる。加工後の洗浄液にステアリン酸ナトリウム石鹸が残存する。このステアリン酸ナトリウム石鹸が環境に影響する。洗浄液を、下水に流す前にステアリン酸ナトリウム石鹸を除去するなどの対策が望まれる。結果、洗浄液の処理コストが嵩む。
【0010】
環境保全と、スプラインの形状の安定化及び工具(パンチ105及びダイ101)の長寿命化が求められている中、環境に優しく、歯の形状が良好で且つ工具の長寿命化が図れる歯付きカップ状部品の製造技術が、求められている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
21日前
株式会社プロテリアル
鍛造装置
2か月前
株式会社オプトン
曲げ加工装置
25日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
25日前
株式会社アマダ
曲げ加工機
20日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
12日前
株式会社三明製作所
転造装置
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社不二越
転造加工用平ダイス
6日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
26日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社エナテック
製品分離システム
20日前
日本製鉄株式会社
圧延装置
24日前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
19日前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































