TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037603
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144615
出願日
2023-09-06
発明の名称
中空形材製造用押出ダイスおよび中空形材
出願人
株式会社レゾナック
,
株式会社ジェイテクト
代理人
個人
,
個人
,
個人
主分類
B21C
25/02 20060101AFI20250311BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】十分な強度を有する中空形材を成形できる押出ダイスを提供する。
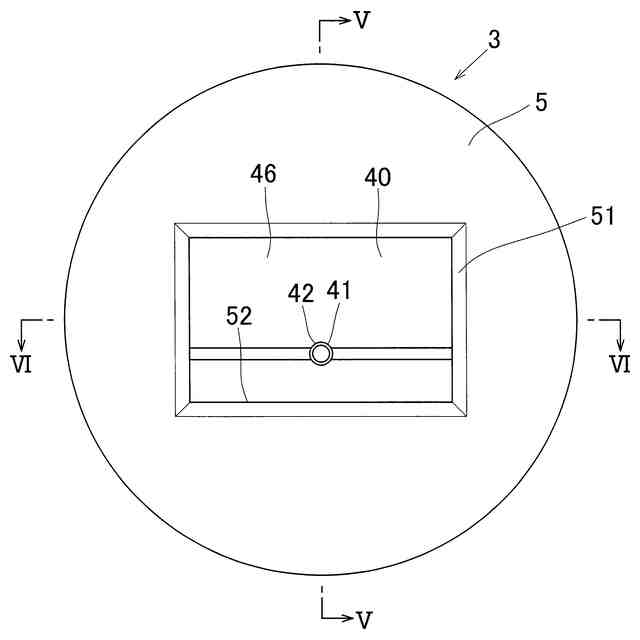
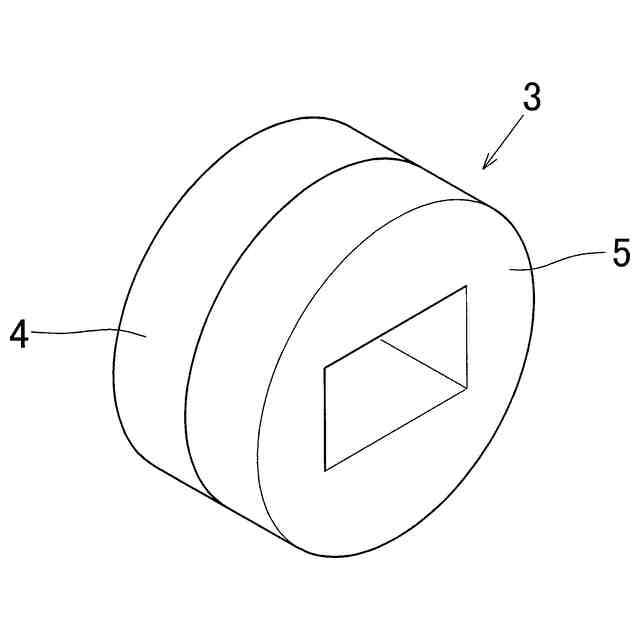
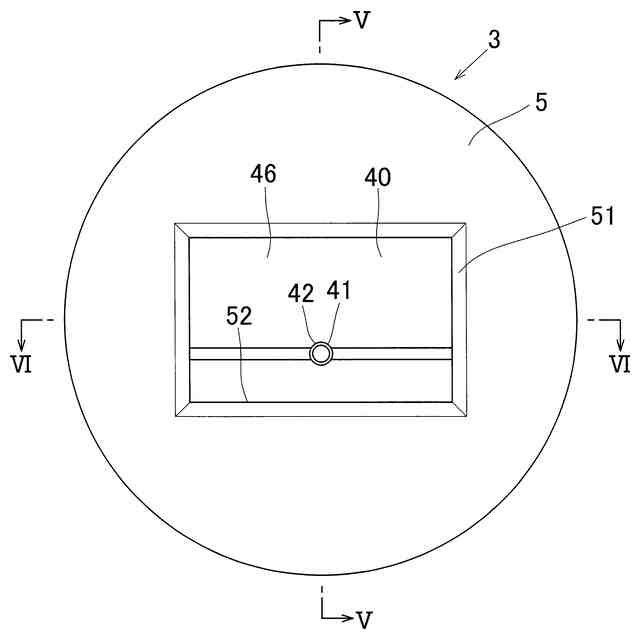
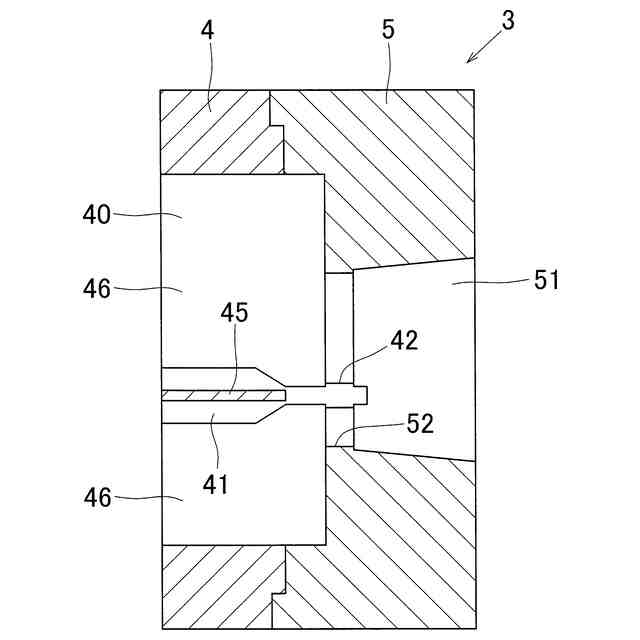
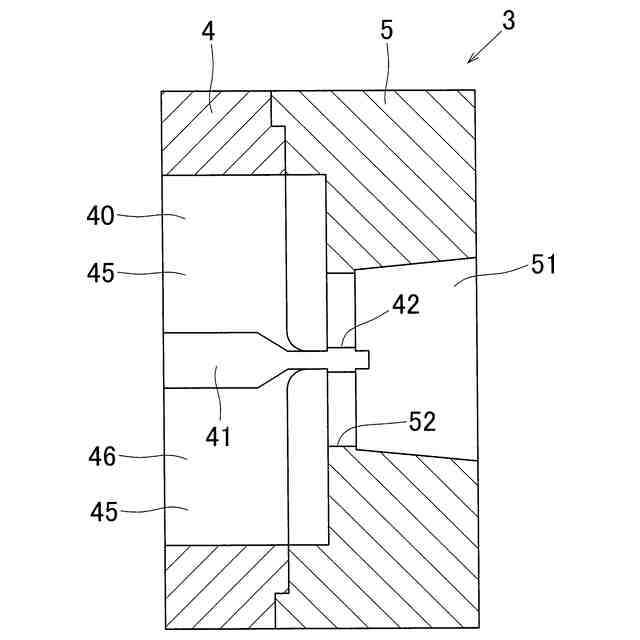
【解決手段】本発明は外周面10における上面11および下面12間寸法よりも両側面13間寸法が長く、かつ上下方向の中間位置よりも下側に長さ方向に連続する中空部15を有する中空形材1を製造するための中空形材製造用押出ダイスを対象とする。中空形材1の外周面10を成形するダイス孔51に、中空部15の内周面を成形するマンドレル41が対向して配置される。マンドレル41を支持するためのブリッジ45が、中空形材1における中空部15および両側面13間に対応する位置に配置されるとともに、中空部15および下面12間に対応する位置には存在しない。
【選択図】図4
特許請求の範囲
【請求項1】
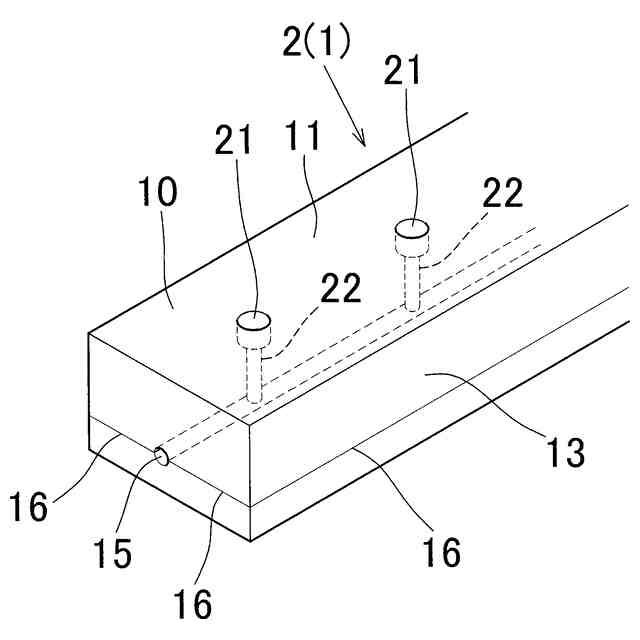
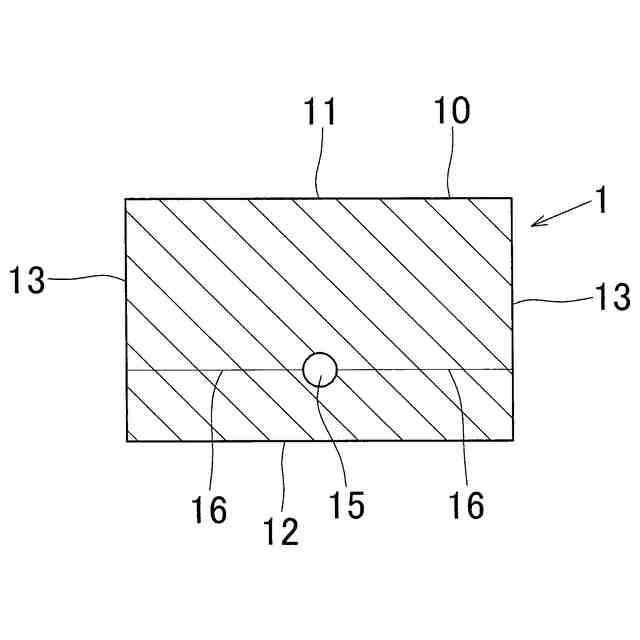
外周面における上面および下面間寸法よりも両側面間寸法が長く、かつ上下方向の中間位置よりも下側に長さ方向に連続する中空部を有する中空形材を製造するための中空形材製造用押出ダイスであって、
中空形材の外周面を成形するダイス孔に、中空部の内周面を成形するマンドレルが対向して配置され、
前記マンドレルを支持するためのブリッジが、中空形材における中空部および両側面間に対応する位置に配置されるとともに、中空部および下面間に対応する位置には存在しないことを特徴とする中空形材製造用押出ダイス。
続きを表示(約 660 文字)
【請求項2】
前記ブリッジは、中空形材における中間部および両側面に対応する位置のみに配置されている請求項1に記載の中空形材製造用押出ダイス。
【請求項3】
両側面のうち一側面および中空部間に対応する位置に配置されるブリッジと、他側面および中空部間に対応する位置に配置されるブリッジとが、押出方向から見た状態で、直線状に配置されている請求項1または2に記載の中空形材製造用押出ダイス。
【請求項4】
外周面における上面および下面間寸法よりも両側面間寸法が長く、かつ上下方向の中間位置よりも下側に長さ方向に連続する中空部を有する押出形材によって構成される中空形材であって、
中空部および両側面間に対応する位置にウエルドラインが形成されるとともに、中空部および下面間に対応する位置にはウエルドラインが存在しないことを特徴とする中空形材。
【請求項5】
前記中空部は、直径10mm以下の円形孔によって形成されている請求項4に記載の中空形材。
【請求項6】
前記中空部の中心から下面までの寸法は、前記中空部の中心から上面までの寸法に対し1/2以下に設定されている請求項4または5に記載の中空形材。
【請求項7】
請求項4または5に記載の中空形材を用いて製作されたマニホールドであって、
中空形材における上面に凹部が形成されるとともに、その凹部の底壁に中空部に連通する連通孔が形成されていることを特徴とするマニホールド。
発明の詳細な説明
【技術分野】
【0001】
この発明は、中空部を有する中空形材を製造するための押出ダイス、およびその押出ダイスを用いて製造される中空形材およびマニホールドに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
複数の水素タンクが連結される配管マニホールド(多岐管)は例えば、縦寸法よりも横寸法が長い長方形の断面形状の長尺部材によって構成されており、長さ方向に連続する主管孔が形成されている。さらに上面には水素タンクの口金を連結するための凹部が長さ方向に沿って等間隔おきに複数形成されるとともに、各凹部と主管孔とが連通孔(分岐管孔)によって連通接続されている。
【0003】
従来、マニホールドを製造する場合、矩形断面の長尺棒材に長さ方向に沿ってガンドリルで主管孔を穿設し、凹部や連通孔(分岐管孔)を形成するようにしている。
【0004】
しかしながら、マニホールドを製造するに際して、長いサイズの長尺棒材を用いると、ガンドリルによる穿孔作業が困難になり、生産性の低下を来すおそれがある。
【0005】
そこで近年において、マニホールド製作用の中空部(主管孔)付の長尺棒材(中空形材)を押出成形を用いて製造する方法が検討されている。
【0006】
中空形材を製造するための押出ダイスとしては例えば、ポートホールダイス等のホローダイスが用いられる。ポートホールダイスは、中空形材の外周面を成形するダイス孔を有するメス型と、ダイス孔に対向して配置され、かつ中空部の内周面を成形するマンドレルを有するオス型とを備える。さらにオス型には、マンドレルの外周に周方向に沿って複数のポートホールが形成されており、各ポートホールを通過した押出材料がダイス孔の外周側ベアリング部およびマンドレルの内周側ベアリング部間の成形隙間を通過することによって、中空形材が成形されるように構成されている。
【0007】
このようなポートホールダイスは、オス型における隣合うポートホールの各間に、マンドレルを支持するブリッジが設けられている。通常のポートホールダイスにおいて、ブリッジは周方向にほぼ等間隔おきに4本配置されており、押出材料(押出素材)は、ブリッジの位置で一旦分流した後、成形隙間近傍で合流して一体化されるため、中空形材においてはブリッジに対応する位置には、ウエルドライン(圧着線)と称される線状跡が形成される。
【0008】
例えば下記特許文献1に示すポートホールダイスにおいては、角筒状の中空形材における周囲4壁(上壁、下壁、両側壁)の中間位置にウエルドラインが形成されて、この4本のウエルドラインがマンドレルを中心にして「十」字状に配置されている。また下記特許文献2,3に示すポートホールダイスにおいては、各筒状の中空形材における4つの角部にウエルドラインが形成されて、この4本のウエルドラインがマンドレルを中心にして「X」字状に配置されている。
【先行技術文献】
【特許文献】
【0009】
特開2003-71514号公報
特開2004-74204号公報
特許第3698927号
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、上記従来のマニホールドは、矩形断面の長尺部材に長さ方向に沿って円形の主管孔が形成されており、この主管孔は、上下方向の中間位置よりも下側(下面寄り位置)に形成されている。換言すると、周囲壁のうち、下面側は、上面側および両側面側に比べて薄く形成されて強度も低くなっている。このため仮に、マニホールド製作用の中空形材を、上記特許文献1~3に示すポートホールダイスを用いて成形すると、下面側にウエルドラインが形成されることになる。つまり薄くて強度が低い下面側に、強度低下要因となるウエルドラインが形成されることによって、全体として十分な強度を確保できないおそれがあるという課題が発生することになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
24日前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
28日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
28日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
23日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
9日前
トヨタ自動車株式会社
パイプ曲げ加工装置
15日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
29日前
株式会社エナテック
製品分離システム
23日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2日前
日本製鉄株式会社
圧延装置
27日前
トックス プレソテクニック株式会社
接合装置
22日前
日本製鉄株式会社
圧延装置
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
20日前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































