TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025037319
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144174
出願日
2023-09-06
発明の名称
塗装金属板の成形装置およびその成形方法
出願人
三菱電機株式会社
代理人
弁理士法人ぱるも特許事務所
主分類
B21D
5/08 20060101AFI20250311BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ロール成形によって耐食性および意匠性に優れた成形品を製造する塗装金属板の成形装置を得ること。
【解決手段】塗装金属板をロール成形するための1対のローラ対と、前記塗装金属板の送り方向における前記ローラ対の手前に配置され、前記ローラ対により成形される前記塗装金属板を加温するための加温装置と、を備えた。
【選択図】 図2
特許請求の範囲
【請求項1】
塗装金属板をロール成形するためのローラ対と、
前記塗装金属板の送り方向における前記ローラ対の手前に配置され、
前記ローラ対により成形される前記塗装金属板を加温するための加温装置と、
を備えたことを特徴とする塗装金属板の成形装置。
続きを表示(約 1,000 文字)
【請求項2】
前記加温装置は、前記ローラ対により成形される前記塗装金属板の成形部の通過位置に合わせて配置されていることを特徴とする請求項1に記載の塗装金属板の成形装置。
【請求項3】
前記ローラ対となるローラの一方または両方には、ローラを加温するためのローラ用加温装置をさらに備えたことを特徴とする請求項2に記載の塗装金属板の成形装置。
【請求項4】
前記加温装置によって加温される前記塗装金属板の前記成形部を除き、前記塗装金属板の他の部位を冷却するための冷却装置をさらに備えたことを特徴とする請求項2に記載の塗装金属板の成形装置。
【請求項5】
前記ローラ対は、前記塗装金属板が段階的に成形される複数の位置に、それぞれ配置されていることを特徴とする請求項1から請求項4のいずれか1項に記載の塗装金属板の成形装置。
【請求項6】
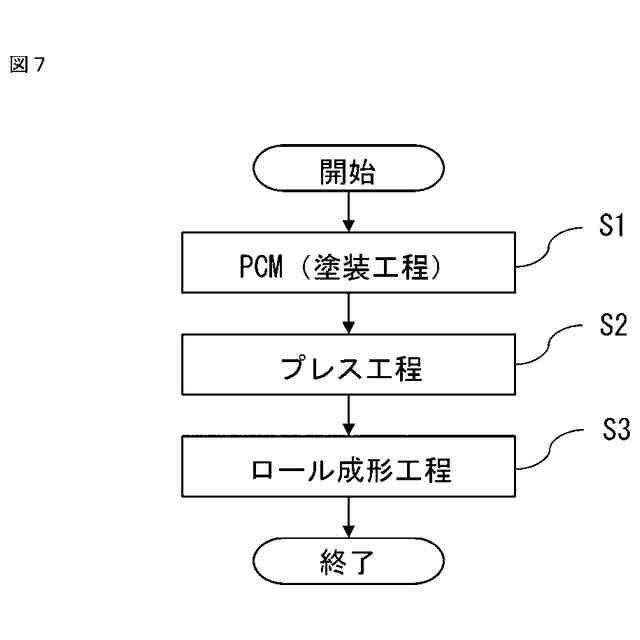
長尺の塗装金属板をプレス機が切断し加工するプレス工程と、
加工された前記塗装金属板を成形装置がロール成形するロール成形工程と、
を含み、
前記ロール成形工程では、加温装置が前記塗装金属板をロール成形前および成形中の少なくとも一方で加温することを特徴とする塗装金属板の成形方法。
【請求項7】
前記ロール成形工程では、前記塗装金属板を成形するローラ対に送る手前で前記塗装金属板の成形前の成形部を加温装置が加温し、加温された前記塗装金属板の前記成形部を前記ローラ対が成形することを特徴とする請求項6に記載の塗装金属板の成形方法。
【請求項8】
前記ロール成形工程では、前記ローラ対となるローラの一方または両方に設けたローラ用加温装置により成形中の前記塗装金属板が加温されることを特徴とする請求項7記載の塗装金属板の成形方法。
【請求項9】
前記ロール成形工程では、前記加温装置によって加温されている前記塗装金属板の前記成形部を除き、前記塗装金属板の他の部位を冷却装置が冷却することを特徴とする請求項7記載の塗装金属板の成形方法。
【請求項10】
前記ロール成形工程では、複数の位置にそれぞれ配置された前記ローラ対によって、前記塗装金属板が段階的に成形されることを特徴とする請求項7から請求項9のいずれか1項に記載の塗装金属板の成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、塗装金属板の成形装置およびその成形方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一般的な直管型の照明機器に使われる照明機器反射板は、断面形状が一定であるため、長尺の金属板をロール成形して折り曲げて製造される。その製造方法は、例えば、特許文献1に示されるようなロール成形法によって行われる。また、塗膜を有する金属製の板材としては、鋼材メーカーが製造している塗装金属板を特にプレコートメタル(以下、PCMと称す)と呼び、照明機器の反射板によく用いられる。
【先行技術文献】
【特許文献】
【0003】
特開平10-244320号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の従来のロール成形では、塗膜を有する塗装金属板の板材を折り曲げる場合、塗膜が曲げの変形に追従できず割れが発生してしまう可能性がある。塗膜に割れが発生した場合、割れたカ所を起点に腐食が進行しやすくなるため耐食性が低下し、また、美観の点でも意匠性が低下するという課題があった。
本開示は、このような課題を解決するためになされたものであり、ロール成形によって耐食性および意匠性に優れた成形品を製造する塗装金属板の成形装置を得ることを目的とする。
【課題を解決するための手段】
【0005】
本開示に係わる塗装金属板の成形装置は、塗装金属板をロール成形するためのローラ対と、前記塗装金属板の送り方向における前記ローラ対の手前に配置され、前記ローラ対により成形される前記塗装金属板を加温するための加温装置と、を備えたものである。
【発明の効果】
【0006】
本開示によれば、塗装金属板を加温するための加温装置をローラ対の手前に配置したので、ロール成形される塗装金属板の塗膜の割れを防止することができる。そのため、耐食性および意匠性に優れた成形品を製造することができる。
【図面の簡単な説明】
【0007】
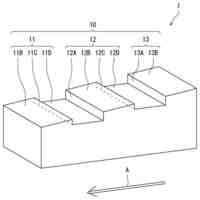
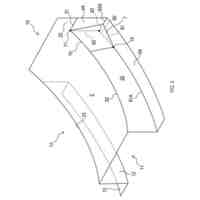
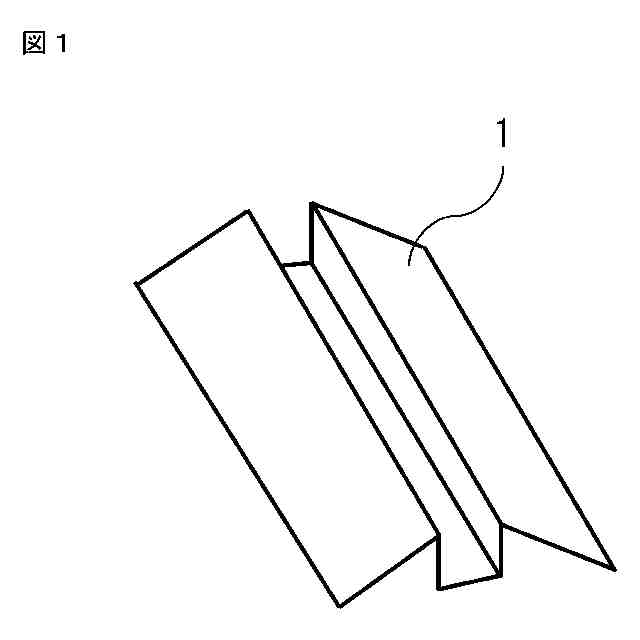
実施の形態1に係わる塗装金属板の成形装置によって成形された製品例を示す斜視図である。
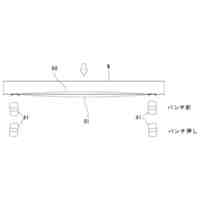
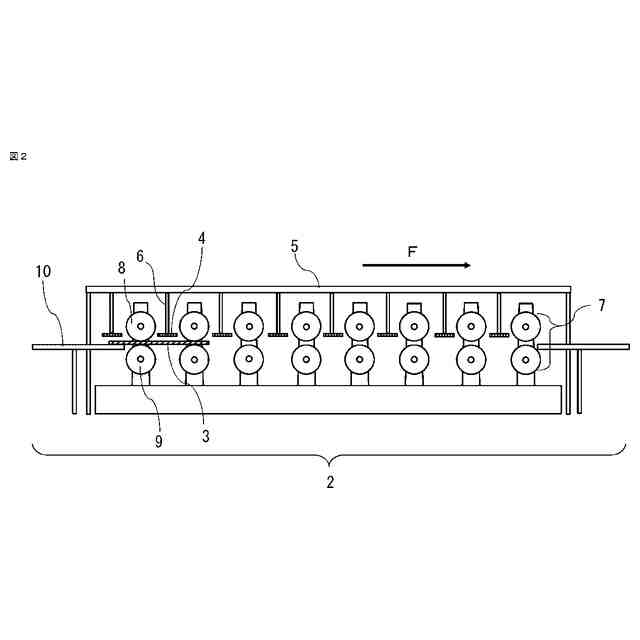
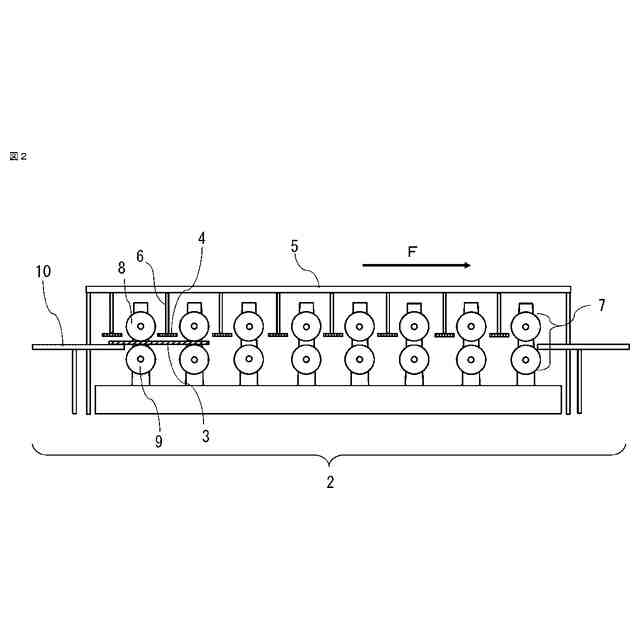
実施の形態1に係わる塗装金属板の成形装置の側面を示す模式図である。
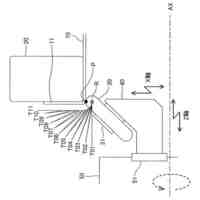
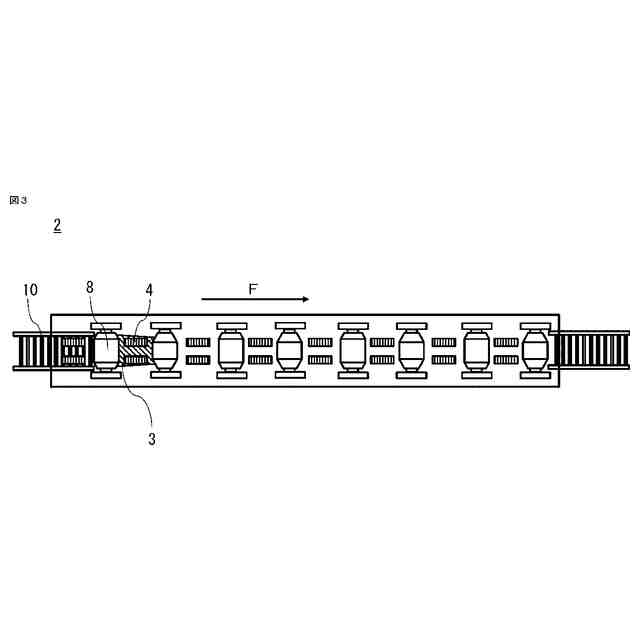
実施の形態1に係わる塗装金属板の成形装置を上方から見た模式図である。
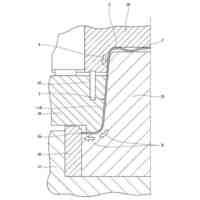
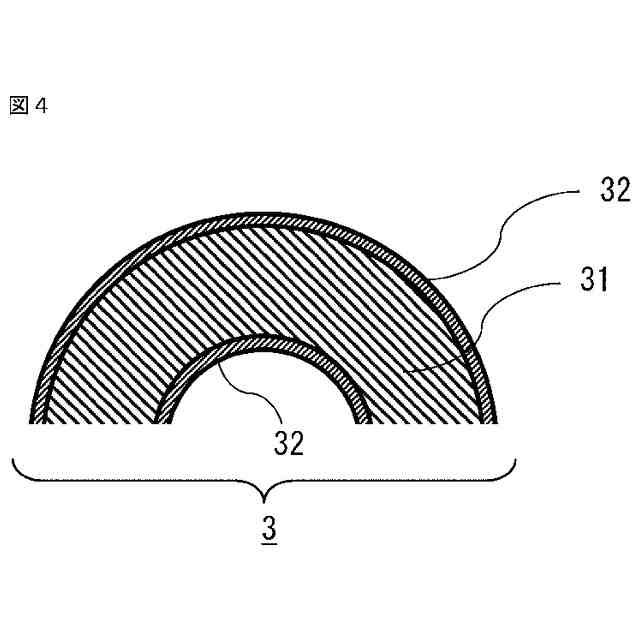
実施の形態1に係わる塗装金属板の成形状態を示す断面模式図である。
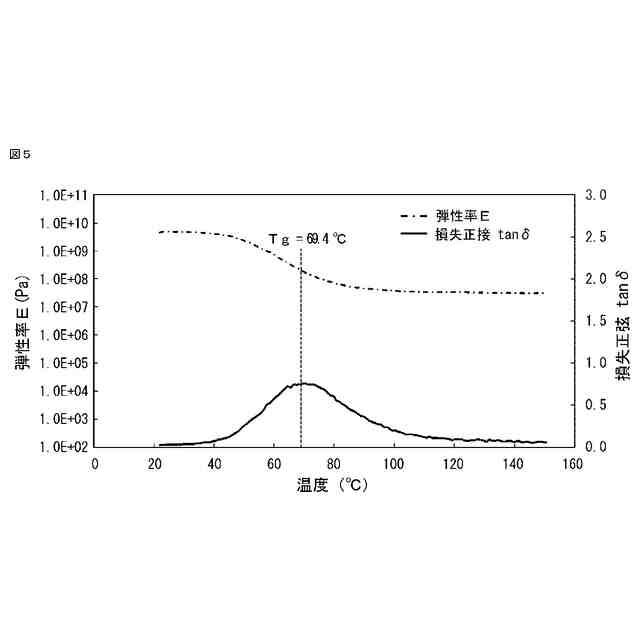
実施の形態1に係わる塗装金属板の塗膜の塗料の温度特性を示す図である。
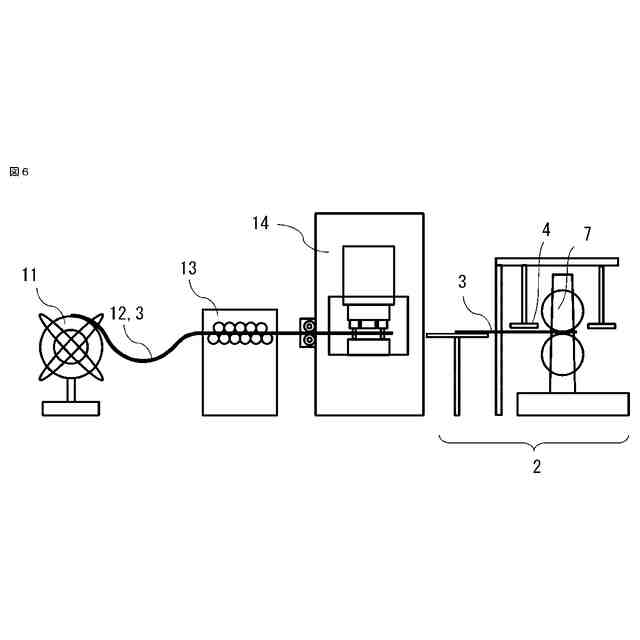
実施の形態1に係わる塗装金属板の成形方法の全体構成を示す模式図である。
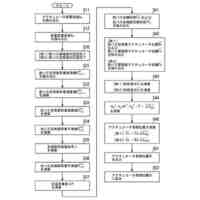
実施の形態1に係わる塗装金属板の成形方法を示すフロー図である。
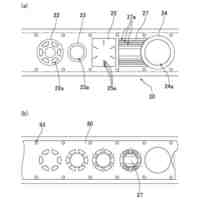
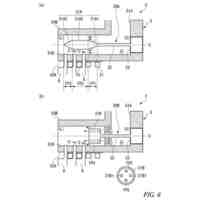
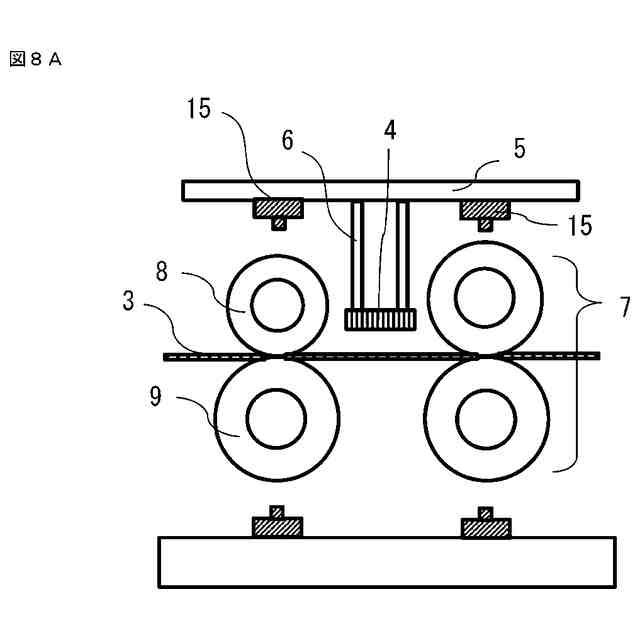
実施の形態2に係わる塗装金属板の成形装置の部分構成の側面を示す模式図である。
実施の形態2に係わる塗装金属板の成形装置の部分構成を上方から見た模式図である。
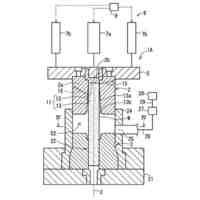
実施の形態3に係わる塗装金属板の成形装置の部分構成の側面を示す模式図である。
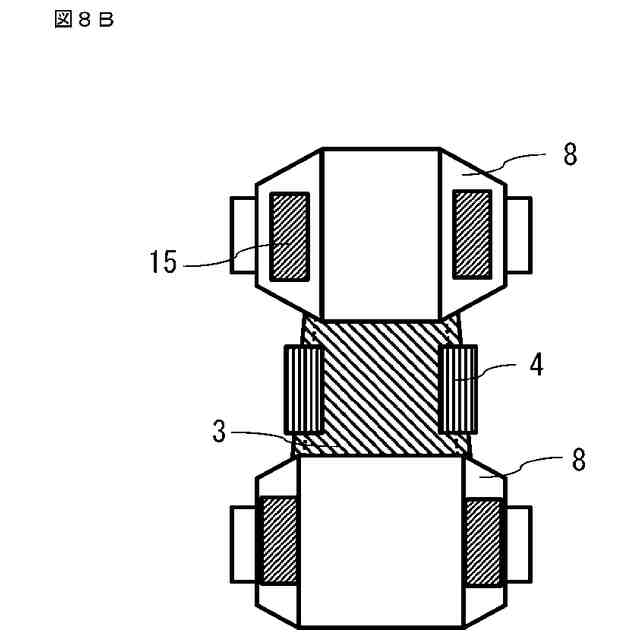
実施の形態3に係わる塗装金属板の成形装置の部分構成を塗装金属板の送り方向から見た模式図である。
実施の形態4に係わる塗装金属板の成形方法を示すフロー図である。
【発明を実施するための形態】
【0008】
実施の形態1.
本開示の実施の形態1では、本開示を用いて製造される成形製品として図1に示す照明機器の反射板1を例にして説明する。図1の照明機器の反射板1は、オフィス、学校、および店舗などの比較的広い施設において室内全体を広範囲に照明するための直管型の照明機器によく用いられる。
【0009】
直管型の照明機器において、その照明機器の反射板1は、蛍光灯を収容して天井への取り付けを可能にする役割のほか、所望の方向に光を集中させる、光を広げるなどの役割があり、図1に示すような一定の断面形状を有する。また、端面にはヘミング曲げが施され、取付けの際、作業者が手を怪我しないような構造となっている。ここでは、短辺側から見て台形である、所謂「逆富士型」の照明機器の反射板1について例示したが、本開示は、この型に限定されるものではなく、短辺側から見てハの字に笠が付いた、所謂「笠付き型」など、断面形状が一定である直管型の照明機器の反射板にも適用される。また、以下の説明では一般的な適用製品として塗装金属板の成形製品として記載する。
【0010】
次に、上述の照明機器の反射板1を製造する塗装金属板の成形装置について、図2および図3を参照して説明する。図2は実施の形態1に係わる塗装金属板の成形装置2の側面を示す模式図である。また、図3は実施の形態1に係わる塗装金属板の成形装置2を上から見た模式図である。図2では、見やすいように手前のローラ支柱を外しており、図3では、天板5を外している。なお、図2、図3ともに被成形材となる塗装金属板3は斜めハッチングで、加温装置4は縦ハッチングで示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
18日前
株式会社オプトン
曲げ加工装置
22日前
株式会社不二越
NC転造盤
22日前
株式会社アマダ
曲げ加工機
17日前
日産自動車株式会社
逐次成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
28日前
株式会社不二越
転造加工用平ダイス
3日前
トヨタ自動車株式会社
パイプ曲げ加工装置
9日前
本田技研工業株式会社
鍛造用金型
23日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社エナテック
製品分離システム
17日前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
21日前
トックス プレソテクニック株式会社
接合装置
16日前
株式会社IKS
滑り止め構造
1か月前
三菱重工業株式会社
ひずみ計測方法
28日前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
フタバ産業株式会社
パイプの製造方法
1か月前
日本製鉄株式会社
鋼板の熱間圧延方法
29日前
アイダエンジニアリング株式会社
アシスト絞り成形装置
14日前
株式会社ジーテクト
プレス成形方法およびプレス成形装置
21日前
日本ゲージ株式会社
可倒式受け座及び曲がり矯正装置
1か月前
株式会社不二越
転造加工用平ダイスおよびその製造方法
16日前
日本ゲージ株式会社
曲がり矯正装置及び矯正プログラム
1か月前
株式会社三五
フランジング工法
7日前
株式会社神戸製鋼所
多段圧延機の形状制御方法
1か月前
株式会社アマダ
板金加工方法及び板金加工用金型
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
株式会社三井ハイテック
積層鉄心製造装置及び積層鉄心製造方法
1か月前
大同マシナリー株式会社
金属材の曲げ加工方法および装置
1か月前
テクノエイト株式会社
ウエーブエンボス成形金型の加工方法
1か月前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
1か月前
愛知製鋼株式会社
鍛造プレス装置及び鍛造品の製造方法
21日前
株式会社三五
板材への中空軸の形成方法
22日前
TE Connectivity Japan合同会社
加工補助具
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ