TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025033397
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139098
出願日
2023-08-29
発明の名称
板材への中空軸の形成方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
19/08 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板材に形成された開孔の周縁の肉を確実に突出方向へ移動させて所望の高さ及び/又は肉厚を有する中空軸を扱きバーリングによって形成することができる加工方法を提供する。
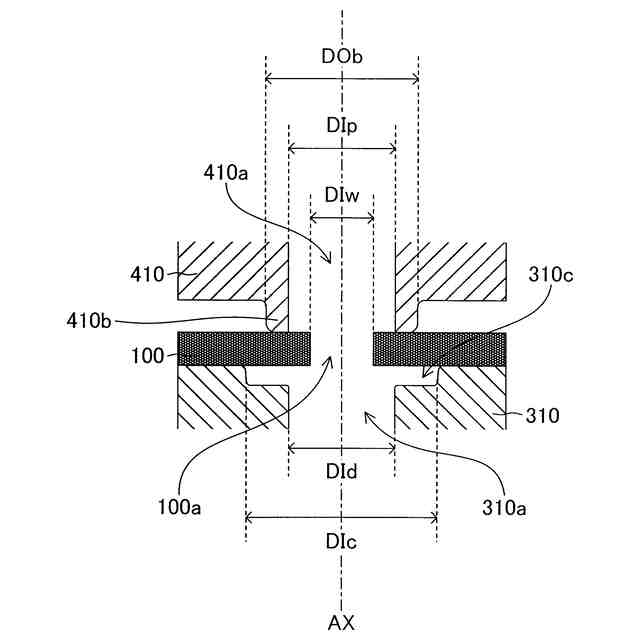
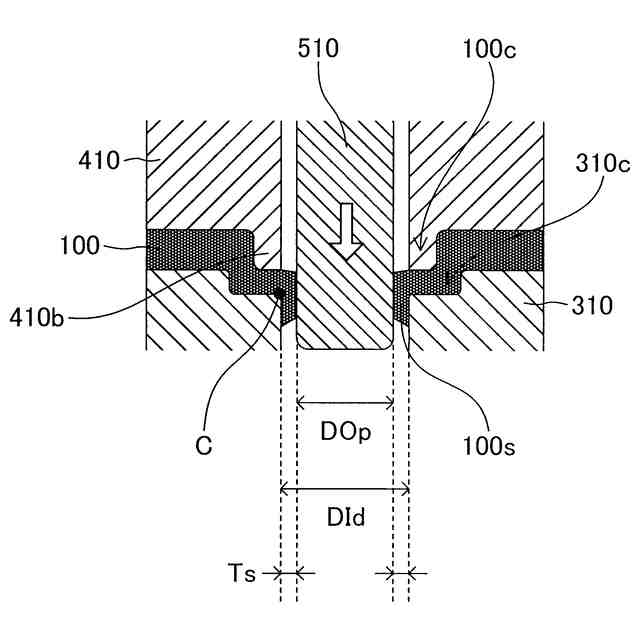
【解決手段】板材に形成された開孔に隣接する周縁部を押圧するのではなく、開孔から所定の距離だけ外側に離れた領域(開孔周辺部)を押圧する。そして、パンチとダイスとの間において板材を挟圧して、ダイスの挿通孔の周縁に形成された凹陥部に板材を構成する材料を充填し、凹陥部の径方向における外側の壁面である内周面に材料を密着させる。これにより、パンチ挿通孔とダイス挿通孔と開孔とが互いに連通してなる空間(挿通空間)に向かって凹陥部の底面と突起部の頂面との間から板材を構成する材料の一部を有効に流動させ、扱きバーリングによって形成される中空軸を構成する材料を有効に増やす。
【選択図】図5
特許請求の範囲
【請求項1】
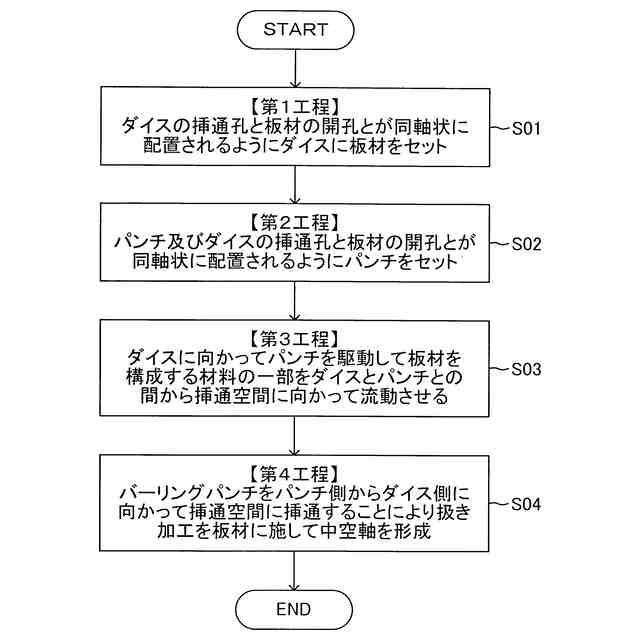
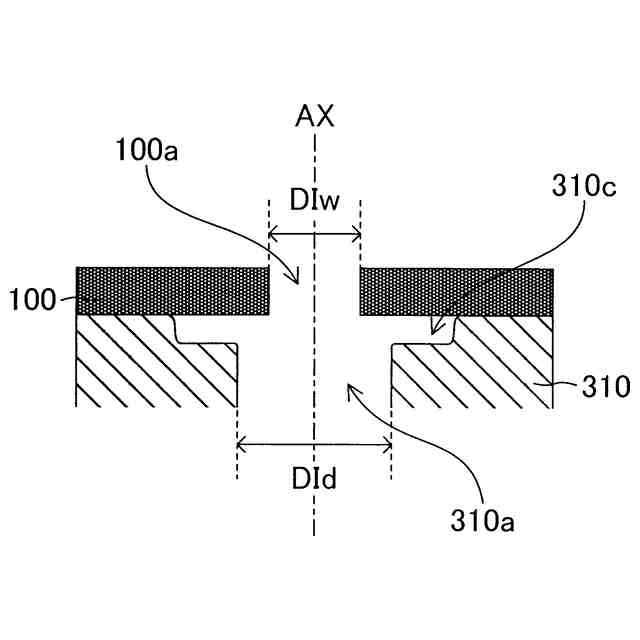
挿通孔であるダイス挿通孔及び前記ダイス挿通孔の開口部の周縁に形成された環状の凹陥部を備えるダイスに、前記ダイス挿通孔の横断面よりも小さい開孔が形成された板材を、前記ダイス挿通孔と前記開孔とが同軸状に配置されるようにセットする工程である第1工程と、
前記開孔よりも大きい横断面を有する挿通孔であるパンチ挿通孔及び前記パンチ挿通孔の開口部の周縁に形成された環状の突起部を備えるパンチである第1パンチを、前記板材を間に挟んで前記突起部の頂面が前記凹陥部の底面に対向し且つ前記パンチ挿通孔と前記ダイス挿通孔及び前記開孔とが同軸状に配置されるようにセットする工程である第2工程と、
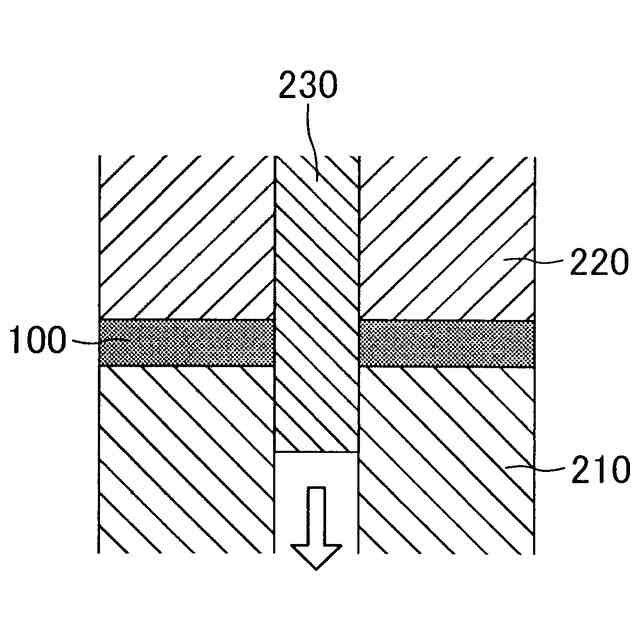
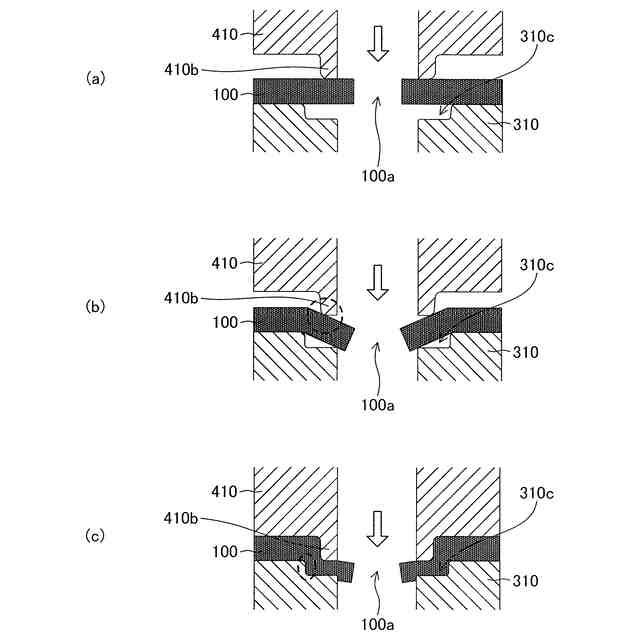
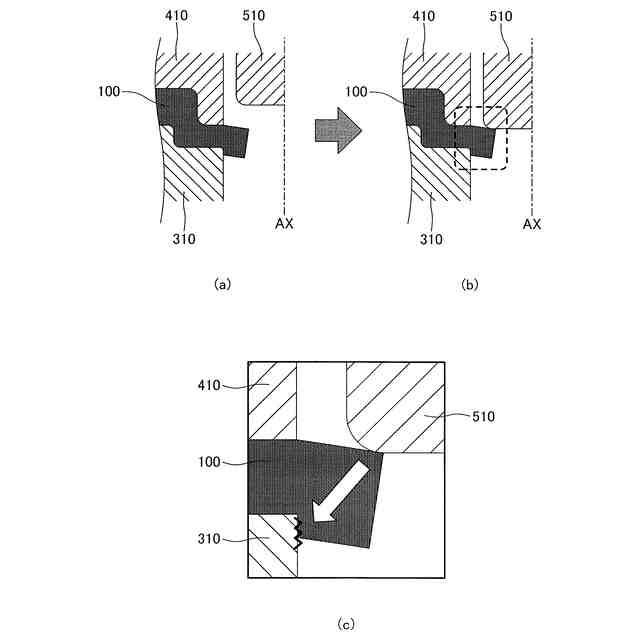
前記第1パンチ及び前記ダイスを互いに近付くように駆動することにより、前記板材の前記開孔から所定の距離だけ外側に離れた領域である開孔周辺部を前記凹陥部に向かって前記突起部によって押圧して前記開孔の周縁部を押し曲げ、前記第1パンチと前記ダイスとの間に前記板材を挟圧して前記板材を構成する材料を前記凹陥部に充填して前記凹陥部の径方向における外側の壁面である内周面に密着させると共に前記パンチ挿通孔と前記ダイス挿通孔と前記開孔とが互いに連通してなる空間である挿通空間に向かって前記突起部の前記頂面と前記凹陥部の前記底面との間から前記材料の一部を流動させる工程である第3工程と、
前記第1パンチとは別個のバーリングパンチである第2パンチを前記第1パンチ側から前記ダイス側に向かって前記挿通空間に挿通して前記板材に扱き加工を施すことにより、前記板材から前記ダイス側に向かって立設された中空軸を形成する工程である第4工程と、
を含む、板材への中空軸の形成方法。
続きを表示(約 430 文字)
【請求項2】
請求項1に記載された板材への中空軸の形成方法であって、
前記第3工程において前記第1パンチと前記ダイスとによって前記板材が挟圧される部分の少なくとも一部において前記挿通空間の軸方向における前記第1パンチと前記ダイスとの間の距離が前記挿通空間の軸に近付くほど大きくなるように、前記第1パンチ及び前記ダイスが構成されている、
板材への中空軸の形成方法。
【請求項3】
請求項2に記載された板材への中空軸の形成方法であって、
前記凹陥部の前記底面の少なくとも一部が前記挿通空間の軸に近付くほど深くなるように構成されている、
板材への中空軸の形成方法。
【請求項4】
請求項2又は請求項3に記載された板材への中空軸の形成方法であって、
前記突起部の前記頂面の少なくとも一部が前記挿通空間の軸に近付くほど低くなるように構成されている、
板材への中空軸の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材への中空軸の形成方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
当該技術分野においては、例えば中空状のシャフト及び/又はギア類においては、ストッパ及び/又は締結部として使用したり歯を刻設してギア部として使用したりするためのフランジ部と中空軸(シャフト部。即ち、バーリング部。)とを一体的に形成することが広く行われている。また、例えば大径のモーターシャフト及び/又は(内部にクラッチ等の臓物が入る)クラッチケース等の有底筒状部材(「椀状部材」とも称される)の底部の板状部分に別体のシャフトと当該部材とを嵌合させるための中空軸を一体的に形成することも広く行われている。
【0003】
強度上の観点からは、例えばバーリング加工等の塑性加工によって上記のような中空軸を板材から一体的に形成することが望ましいが、孔部の周縁の肉を移動させて所望の高さ及び板厚を有する中空軸を形成することは難しい。図15は、従来技術に係る所謂「扱き加工」によるバーリング工程において中空軸が板材に形成される様子を例示する模式的な断面図である。尚、図15においては、ダイス001とパッド002との間に挟持された板材003の開孔003aの近傍に対してパンチ004によって扱き加工が施される部分のパンチ004の軸AXpの図面に向かって左側のみが描かれているが、軸AXpの右側も同様である。
【0004】
図15に例示するように、従来技術に係る扱き加工によるバーリング工程においては、成形開始時からダイス001の角部Cが基点となるので、角部Cの角Rが小さい(丸みの半径Rが小さく鋭い)と板材003が割れるリスクがある。また、板材003に穿設された小孔003aにバ-リング工具(「バーリングパンチ」とも称呼される)を押圧する際には小孔003aの側面方向に押圧力が作用するので、板材003を構成する材料(単に「肉」とも称呼される)が側面方向に押圧される。このため、バ-リング工具の周囲には、隆起が形成され、所定の平面度が得られない問題が生ずる。更に、側面方向に肉が逃げるため、中空軸を形成する肉が減少し、所望の高さを有する中空軸を得ることが困難となる問題がある。
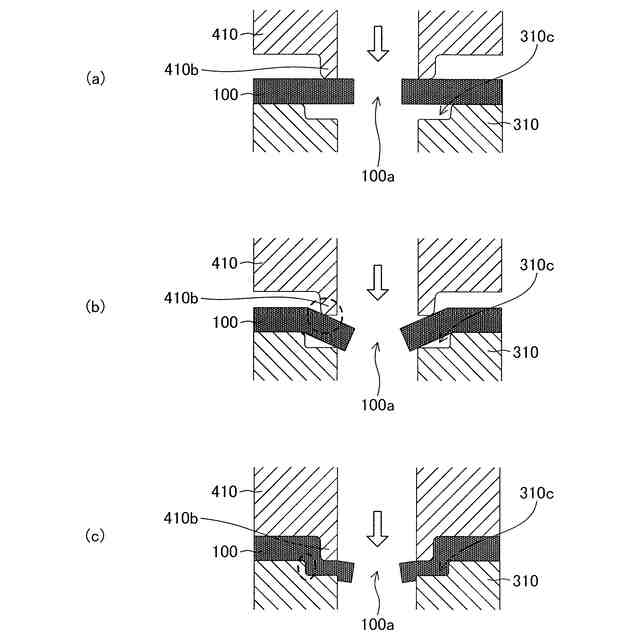
【0005】
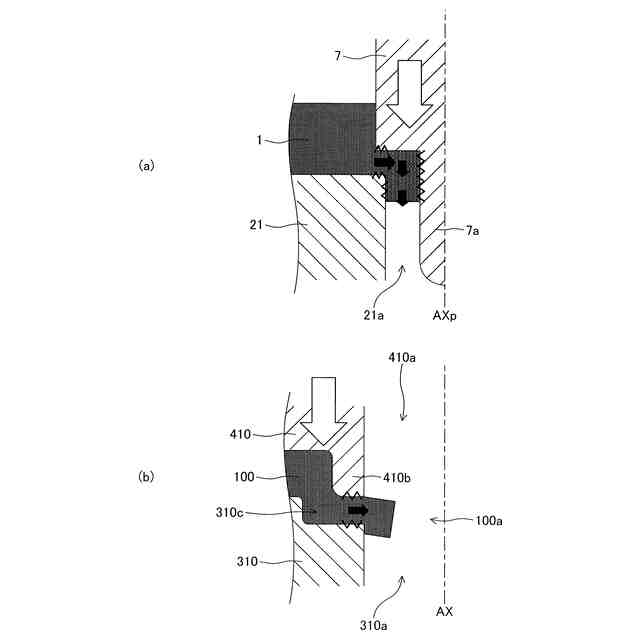
そこで、特許文献1(特開2000-317542号公報)においては、図16に示すように、(a)穿設工程において板材1に穿設された小孔6の周縁の肉を次の(b)押圧工程において押圧工具7によって押圧して予め軸方向へ移動(オフセット)させておき、この移動させた肉に対して次の(c)バーリング工程において扱き加工を施して筒状部(中空軸)2を形成する工法が提案されている。また、第2実施例としては、図16の(d)に示すように、先端面が略擂り鉢状に形成された押圧工具9を(b)押圧工程において使用することにより、凹陥部4及び突出部8を形成する際にテーパ作用によって軸の中心方向へと肉を集めて横方向への逃げを低減して、次の(c)バーリング工程において形成される中空軸2の軸長又は肉厚を増大させることが提案されている(特許文献1の段落[0017]を参照)。
【0006】
しかしながら、(b)押圧工程においては、軸方向における上向き及び径方向における外向きへの板材の肉の逃げを低減することが可能な部材(肉の移動を阻止する手段)が存在しない。このため、図16の(d)において黒塗りの矢印によって示すように、これらの方向への肉の逃げを十分に阻止することができず、(c)バーリング工程において所望の軸長及び/又は肉厚を有する中空軸を形成することが困難である。
【0007】
また、(b)押圧工程においては先端面の中心に突軸7aが形成された押圧工具7を用いて板材1に穿設された小孔6に隣接する周縁部を押圧するため、ダイ21の角部Cに対向する板材1の部位に応力が集中する。このような状態において(b)押圧工程を実行すると板材1の肉の加工硬化が進むため、板材1におけるクラックの発生及び/又はダイ21の摩耗等の問題が生じたり、次の(c)バーリング工程において板材1が破断したりする虞がある。このため、特許文献1に開示された工法においては、(c)バーリング工程における扱き率を高めることが困難となり、形成される中空軸の軸長及び/又は肉厚が制約される。
【0008】
以上のように、当該技術分野においては、板材に形成された開孔の周縁の肉を確実に突出方向へ移動させて所望の高さ及び/又は肉厚を有する中空軸を扱きバーリングによって形成することができる加工方法が求められている。
【先行技術文献】
【特許文献】
【0009】
特開2000-317542号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前述したように、当該技術分野においては、板材に形成された開孔の周縁の肉を確実に突出方向へ移動させて所望の高さ及び/又は肉厚を有する中空軸を扱きバーリングによって形成することができる加工方法が求められている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
フランジング工法
20日前
株式会社三五
ターンテーブル装置
3日前
株式会社三五
車両の排気システム
14日前
株式会社三五
板材への中空軸の形成方法
1か月前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
村田機械株式会社
プレス機械
5か月前
株式会社プロテリアル
熱間鍛造用金型
6か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
4か月前
株式会社ゴーシュー
歯車素材
6か月前
日伸工業株式会社
加工システム
5か月前
トヨタ紡織株式会社
プレス金型
2日前
日産自動車株式会社
逐次成形方法
6か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
今日
日産自動車株式会社
逐次成形方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
22日前
A株式会社
接合部材、及び、骨組み構造体
6か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
6か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
16日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
トックス プレソテクニック株式会社
接合装置
29日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ