TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042880
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150066
出願日
2023-09-15
発明の名称
フランジング工法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
19/04 20060101AFI20250321BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】筒状部材は回転(自転)させずにテーパ状の工具を公転させるフランジング工法において、加熱を伴わずに大きい拡管率を達成し、従来技術に比べて、より均一な板厚及びより大きい径を有するフランジ部を形成することが可能な工法を提供する。
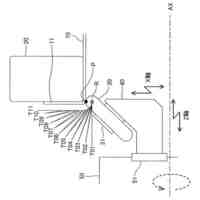
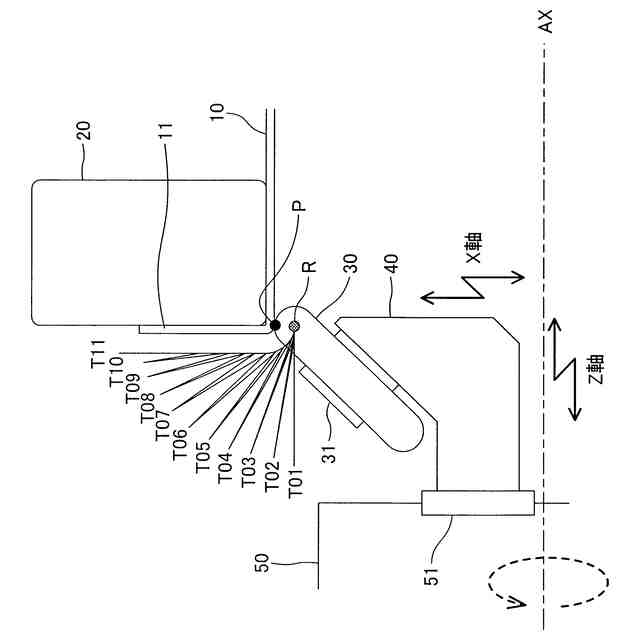
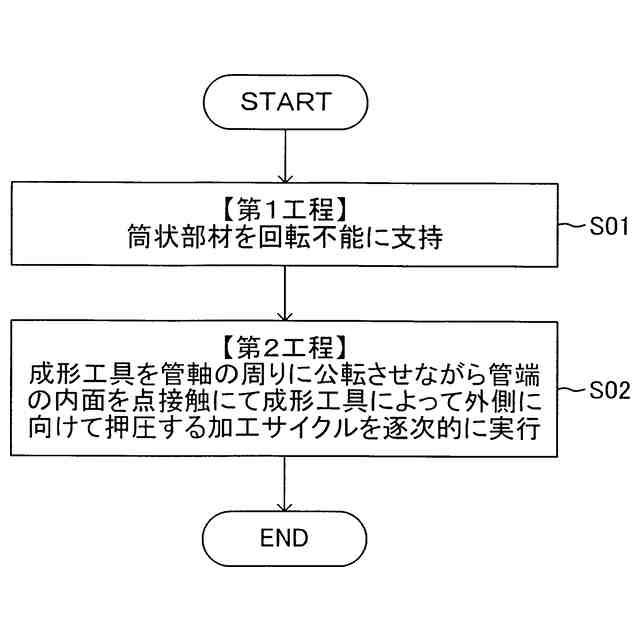
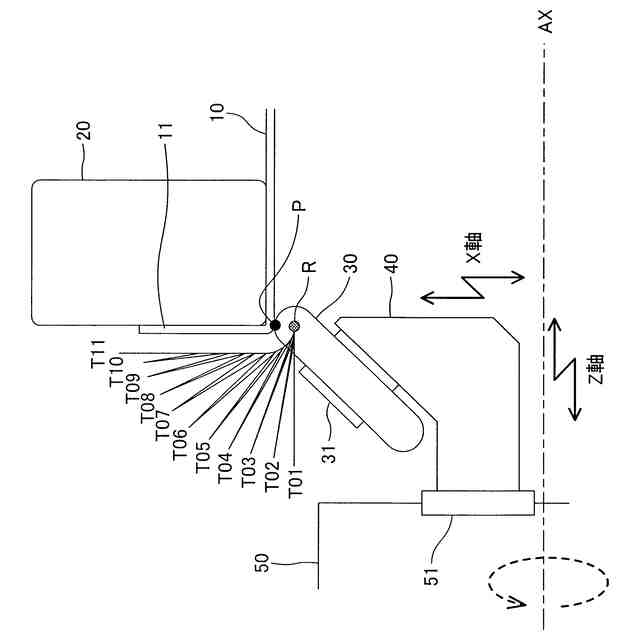
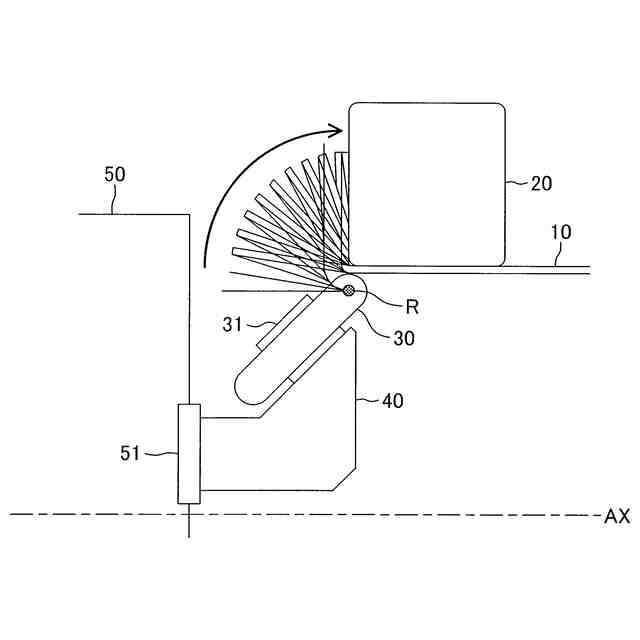
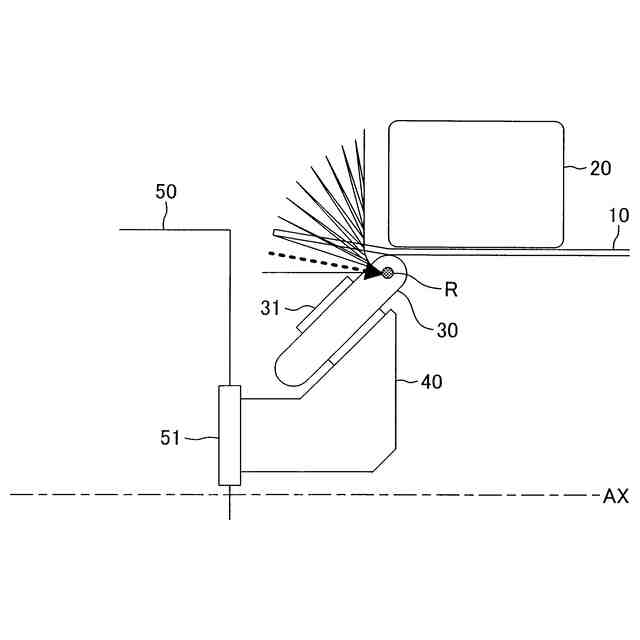
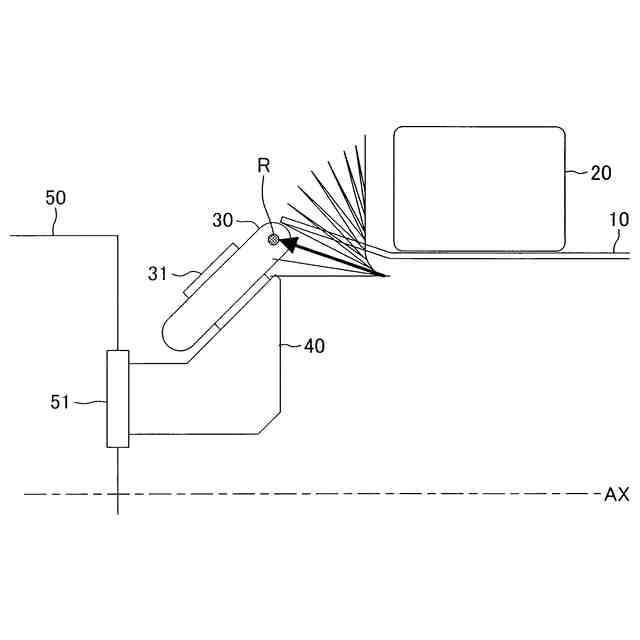
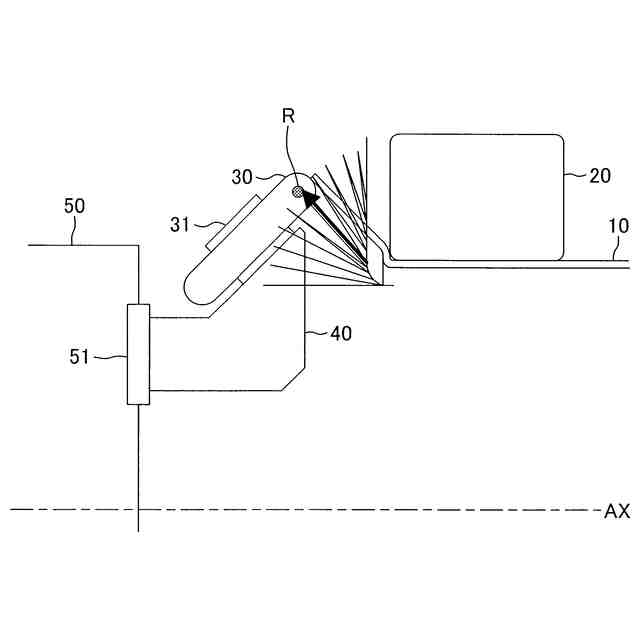
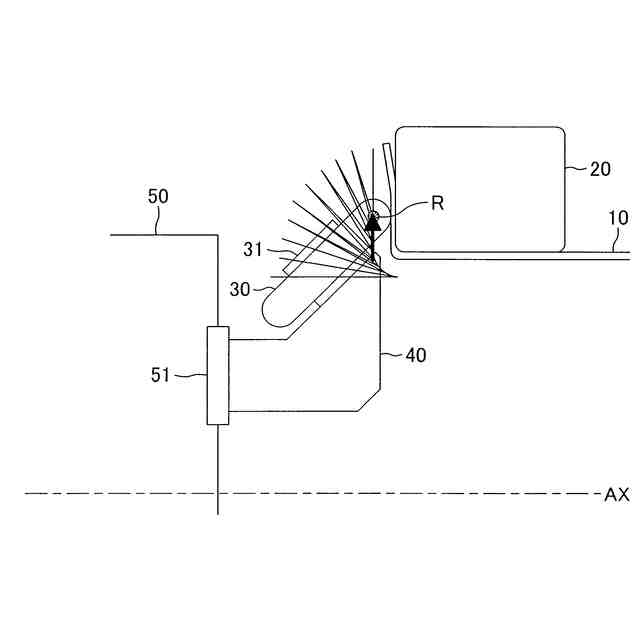
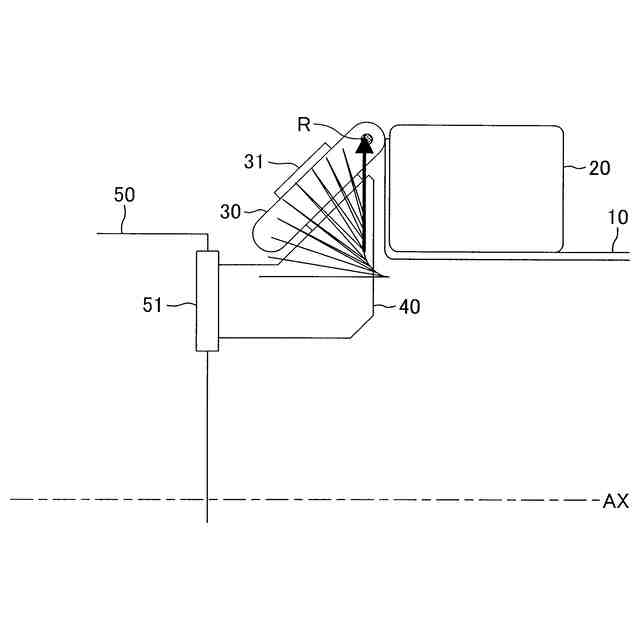
【解決手段】本発明に係るフランジング方法は、筒状部材を回転不能に支持する第1工程と、所定の形状を有する成形工具を筒状部材の軸である管軸の周りに公転させながら、筒状部材の端部である管端の内面を点接触にて径方向における外側に向かって成形工具によって押圧する加工サイクルを逐次的に実行することによりフランジ部を管端に形成する第2工程と、を含む。加工サイクルにおいては、成形工具の公転径を変化させつつ管軸の方向において成形工具を往復動させる。
【選択図】図2
特許請求の範囲
【請求項1】
筒状部材の端部である管端に回転塑性加工を施してフランジ部を形成するフランジング工法であって、
前記筒状部材を回転不能に支持する第1工程と、
所定の形状を有する成形工具を前記筒状部材の軸である管軸の周りに公転させながら前記管端の内面を点接触にて径方向における外側に向かって前記成形工具によって押圧する加工サイクルを逐次的に実行することにより前記フランジ部を前記管端に形成する第2工程と、
を含み、
前記加工サイクルにおいては、前記成形工具の公転径を変化させつつ前記管軸の方向において成形工具を往復動させる、
フランジング工法。
続きを表示(約 540 文字)
【請求項2】
請求項1に記載されたフランジング工法であって、
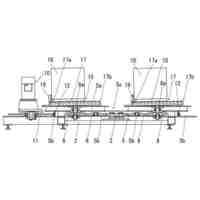
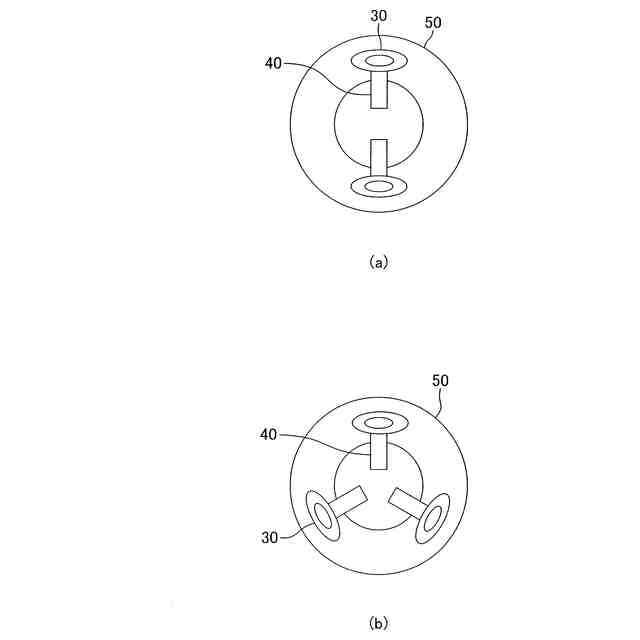
前記第2工程において、複数の前記成形工具が同一軌道上を公転しつつ同期して前記加工サイクルを逐次的に実行する、
フランジング工法。
【請求項3】
請求項1または請求項2に記載されたフランジング工法であって、
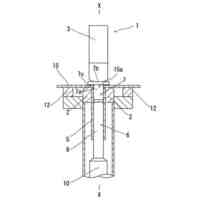
前記第2工程の後に、円筒状の外周面である加工面を有し且つ前記加工面の軸の周りに自転可能に支持されており且つ前記加工面の軸が前記管軸に対して垂直となるように配設された仕上工具を前記管軸の周りに公転させながら前記管軸の方向において前記フランジ部を前記加工面によって線接触にて押圧する第3工程を更に含む、
フランジング工法。
【請求項4】
請求項3に記載されたフランジング工法であって、
前記仕上工具は、前記成形工具と共通の面盤に接続されており、前記第2工程において前記筒状部材に接触しない位置に退避される、
フランジング工法。
【請求項5】
請求項4に記載されたフランジング工法であって、
前記仕上工具は、前記成形工具と共通のブラケットを介して前記面盤に接続されている、
フランジング工法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フランジング工法に関する。より具体的には、本発明は、筒状部材の端部にフランジ部を形成するフランジング工法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
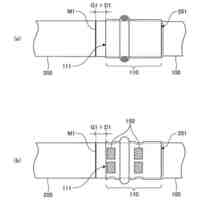
例えば車両の排気管及び建築配管等の筒状部材同士の接続においては、双方の筒状部材の端部(以降、「管端」と称呼される場合がある。)に設けられたフランジ部(平板状の拡径部)同士を密着させ、それらを包摂する継手ケースによって密着状態を維持しつつ固定する締結方法が多用される。或いは、ボルトとナットとの組からなる締結部材によってフランジ部同士を螺合締結する場合もある。いずれにせよ、締結を可能とするに足りる径(平面)を有するフランジ部を管端に一体的に形成することが必要である。
【0003】
塑性加工によってフランジ部を管端に形成する工法としては、複数のテーパ型を管端に押し込むことにより、先ずは管軸に対して斜めに管端を引き起こし、最終的には管軸に対して直角に管端を引き起こしてフランジ部とする拡管方法が一般的である。しかしながら、斯かる拡管方法によって達成可能な拡管率には限界があり、大径のフランジ部を形成することは困難である。
【0004】
そこで、筒状部材を軸周りに回転(自転)させつつテーパ状の工具を管端の内部に押し当てることにより、先ずは管軸に対して斜めに管端を引き起こし、最終的には管軸に対して直角に管端を引き起こす、回転塑性加工が用いられる(例えば、非特許文献1を参照。)。しかしながら、斯かる回転塑性加工においては筒状部材(パイプ)自体を回転させるため、大型の設備及び広い場所が必要となる。従って、特に建築配管等の施工現場においてフランジ形成(フランジング)を行いたい場合は、斯かる回転塑性加工を採用することは困難である。
【0005】
或いは、例えば上述した非特許文献1に記載されているように短い筒状部材にフランジ部を予め形成しておき、当該筒状部材を別の長い筒状部材に溶接することも考えられる。しかしながら、斯かる構成及び工法は非経済的であると共に、溶接部の強度及び信頼性についての懸念を拭い切れない。
【0006】
そこで、当該技術分野においては、筒状部材は回転(自転)させずにテーパ状の工具を公転させるフランジング工法が知られている。例えば、特許文献1(特開平11-188445号公報)には、テーパ状の工具を公転させながら管軸方向に移動させて筒状部材の周端縁に工具の根元の形状を転写させることによりフランジ部を形成する工法が開示されている。しかしながら、斯かる転写によって達成可能な拡管率には限界があり、大径のフランジ部を形成することは困難である。具体的には、缶体の開口部の周縁に小さなフランジ(リップ)を形成することは可能であるが、上述したような締結用の大きなフランジの形成には適していない。
【0007】
そこで、特許文献2(特開2002-178043号公報)においては、テーパ状の工具を公転させつつ管軸に対する角度を起こしながら管軸方向において管端に向かって進めることにより、管端の内側を線接触により押圧しながら、先ずは管軸に対して斜めに管端を引き起こし、最終的には管軸に対して直角に管端を引き起こす回転塑性加工が提案されている。しかしながら、当該工法においてはフランジ部を形成しようとする部分を構成する材料(肉)の径方向(放射方向及び求心方向)における流動を制御することができないため、フランジ部の薄肉化、更には座屈を惹起する虞がある。このため、当該工法によって大径の(拡管率が高い)フランジ部を形成することは困難である。
【0008】
斯かる問題を解決するために、(管材を予め加熱しておく)熱間加工の併用が特許文献2において提案されているが、非効率且つ非経済的であると共に、熱間加工を併用しても加工限界を高めることはできない。加えて、施工現場において加熱手段(例えば、火等)を使用することは安全管理上の観点から好ましくない。
【先行技術文献】
【特許文献】
【0009】
特開平11-188445号公報
特開2002-178043号公報
【非特許文献】
【0010】
中村正信著、「パイプ加工法」、初版、日刊工業新聞社、1982年9月、p.107
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
フランジング工法
1か月前
株式会社三五
ターンテーブル装置
1か月前
株式会社三五
車両の排気システム
1か月前
株式会社三五
溶接装置、及び、溶接方法
23日前
株式会社三五
プレス式管継手の施工監視システム
13日前
株式会社三五
積層コアの製造方法及び積層コア並びに積層コアとシャフトとの嵌合方法及び積層コアとシャフトとの嵌合構造
4日前
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
5か月前
株式会社西田製作所
パンチャーヘッド
17日前
工機ホールディングス株式会社
ニブラ
10日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
17日前
株式会社トラバース
パンチング加工装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4日前
株式会社TMEIC
監視装置
1か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社カネミツ
筒張出部形成方法
3か月前
トヨタ紡織株式会社
プレス金型装置
17日前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社三明製作所
転造装置
4か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
本田技研工業株式会社
鍛造用金型
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
株式会社エナテック
製品分離システム
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
トックス プレソテクニック株式会社
接合装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ