TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079306
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2024129735
出願日
2024-08-06
発明の名称
積層コアの製造方法及び積層コア並びに積層コアとシャフトとの嵌合方法及び積層コアとシャフトとの嵌合構造
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
H02K
1/28 20060101AFI20250514BHJP(電力の発電,変換,配電)
要約
【課題】積層コアへのシャフトの圧入時における凝着及び積層コアを構成する電磁鋼板同士のカシメ加工に伴う電磁鋼板の絶縁皮膜の破断を低減して渦電流損を低減すると共に積層コアとシャフトとの嵌合強度及び芯出し精度を高める。
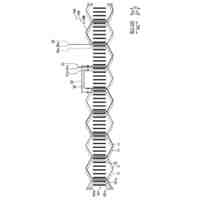
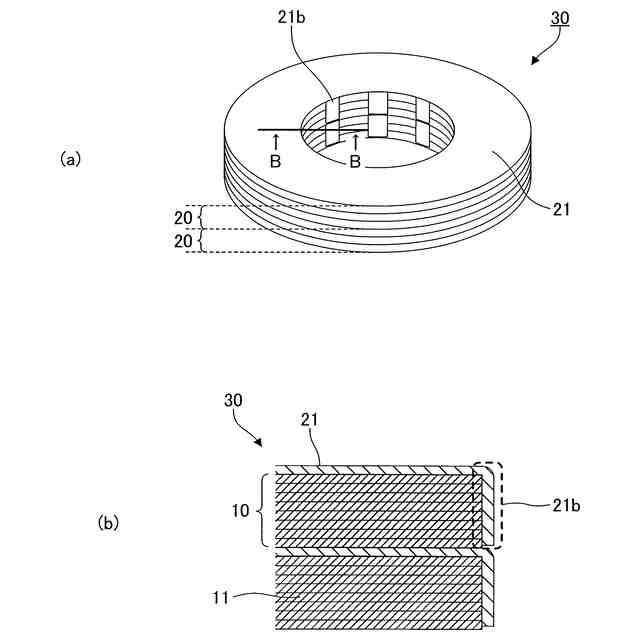
【解決手段】第1の挿通孔を複数の第1の電磁鋼板を積層してなる第1のコアを形成し、第2の挿通孔及び第2の挿通孔の周縁から内側に向かって突出する互いに離隔した第1の突出部を有する第2の電磁鋼板を第1の挿通孔と第2の挿通孔とが互いに同軸状に連通して1つの挿通孔である共通挿通孔を形成するように第1のコアの少なくとも一方の端面に積層してなる第2のコアを形成し、1つ又は複数の第2のコアにより積層コアを形成し、第1の突出部を折り曲げて第1の折り曲げ部を形成し、共通挿通孔にシャフトを圧入して第1の折り曲げ部の内側の面によってシャフトを挟持させる。
【選択図】図5
特許請求の範囲
【請求項1】
挿通孔を有する複数の電磁鋼板が積層されてなる積層コアの製造方法であって、
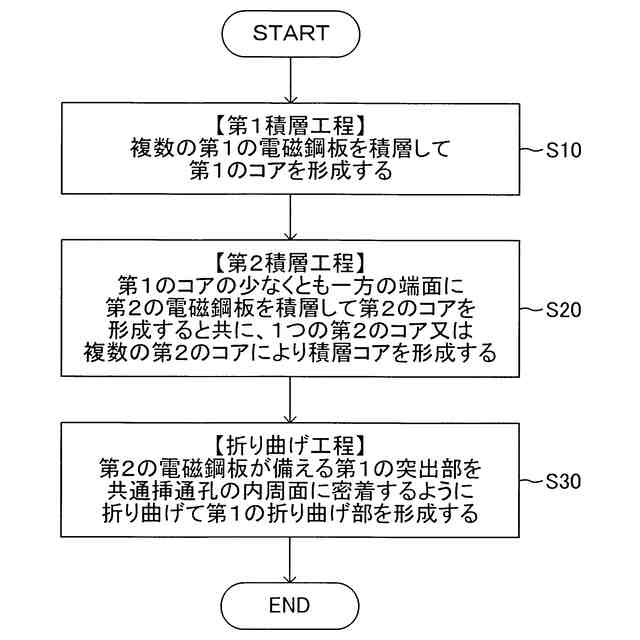
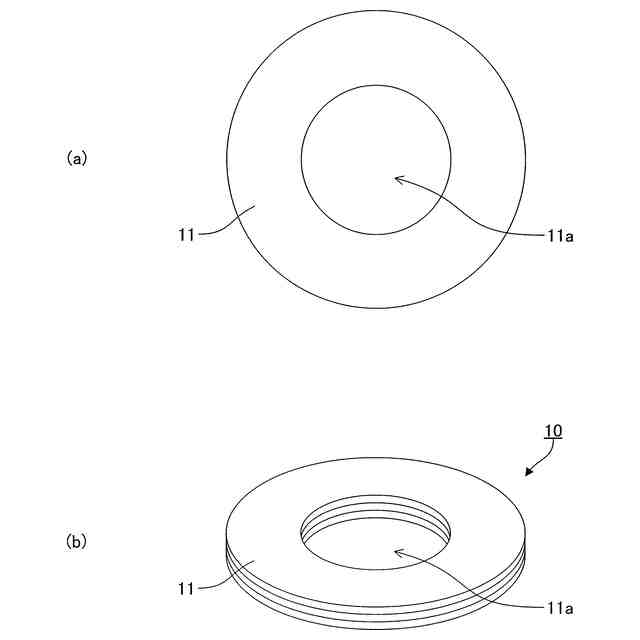
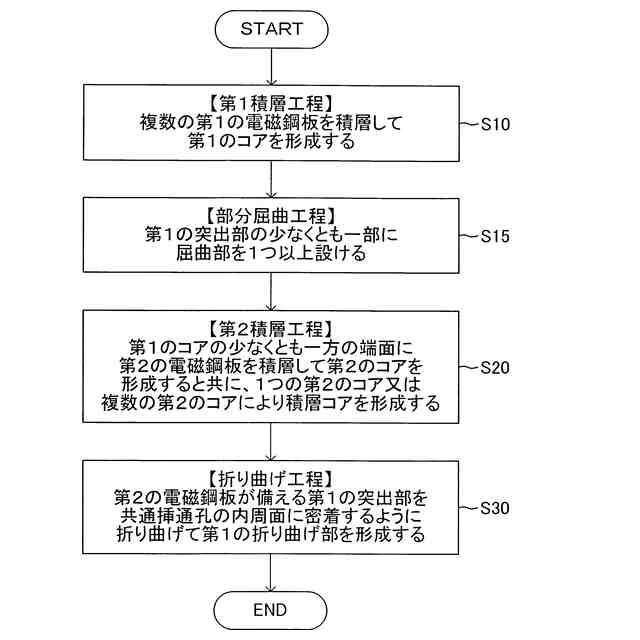
第1の挿通孔を有する複数の第1の電磁鋼板を、前記第1の挿通孔同士が互いに同軸状に連通するように積層してなる第1のコアを形成する第1積層工程と、
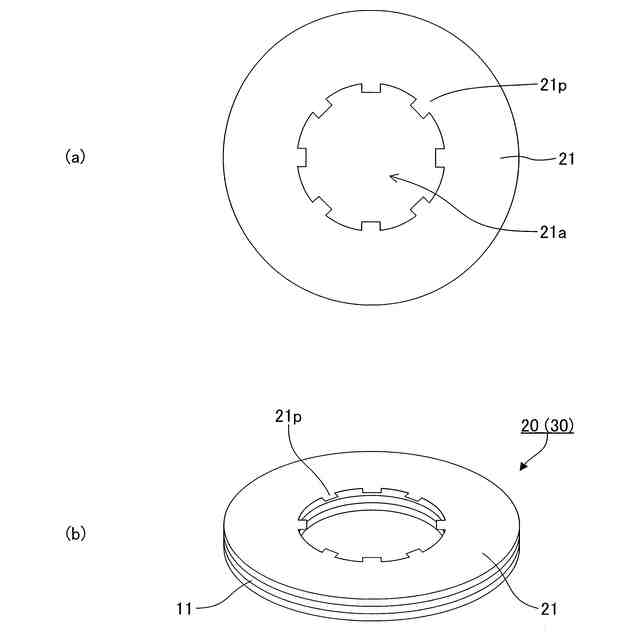
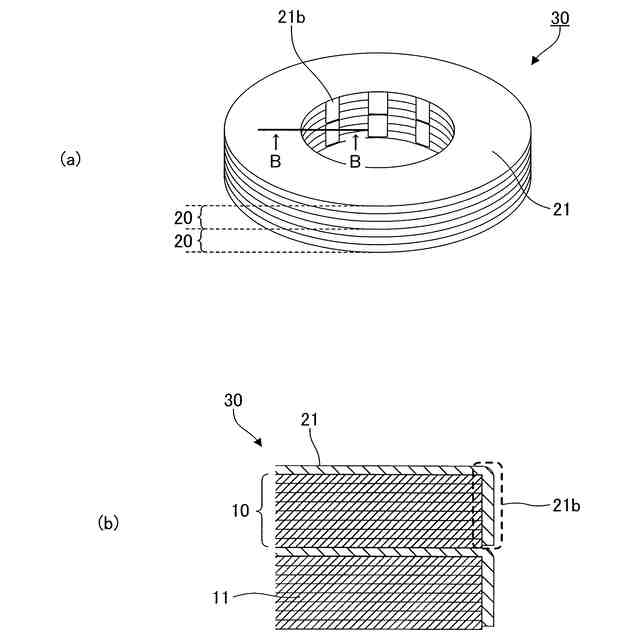
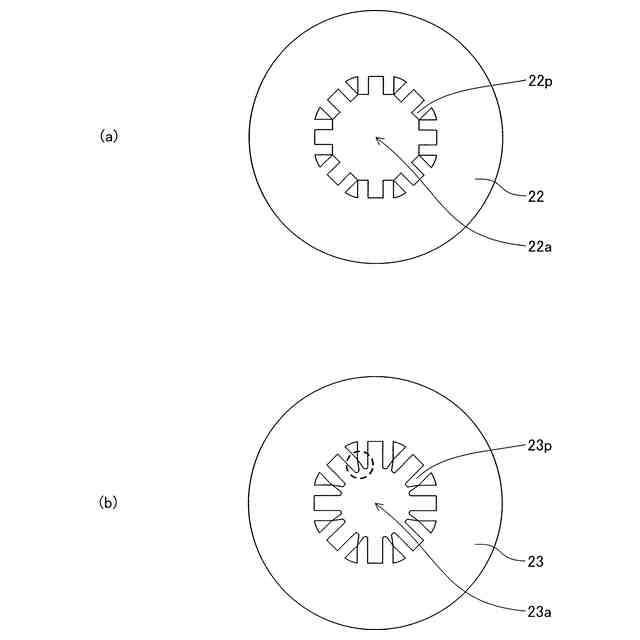
第2の挿通孔及び前記第2の挿通孔の周縁から内側に向かって突出する互いに離隔した複数の第1の突出部を有する第2の電磁鋼板を、前記第1の挿通孔と前記第2の挿通孔とが互いに同軸状に連通して1つの挿通孔である共通挿通孔を形成するように、前記第1のコアの少なくとも一方の端面に積層してなる第2のコアを形成し、隣接する前記第2のコアの前記共通挿通孔が互いに同軸状に連通するように積層された複数の前記第2のコア又は1つの前記第2のコアにより前記積層コアを形成する第2積層工程と、
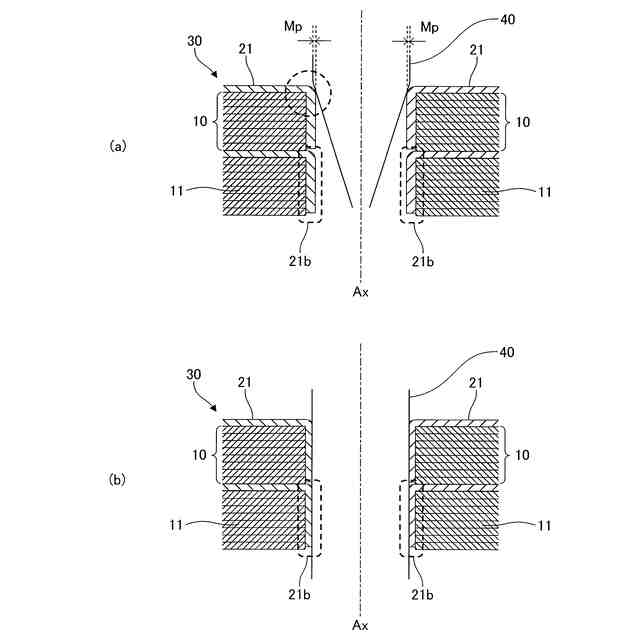
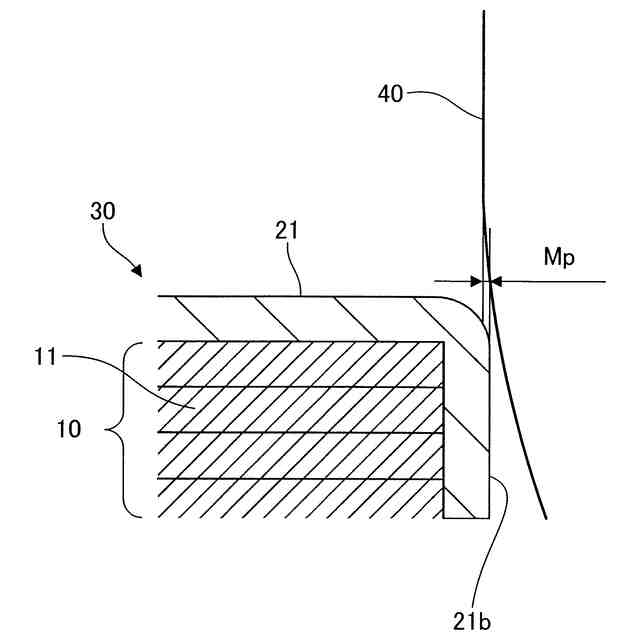
前記共通挿通孔の中心軸である共通軸の方向に沿うように複数の前記第1の突出部を折り曲げて複数の第1の折り曲げ部を形成する折り曲げ工程と、
を含む、
積層コアの製造方法。
続きを表示(約 2,400 文字)
【請求項2】
請求項1に記載された積層コアの製造方法であって、
前記折り曲げ工程よりも前に、前記折り曲げ工程において複数の前記第1の折り曲げ部を形成するために複数の前記第1の突出部が折り曲げられる方向と同じ方向又は逆の方向に折り曲げられた箇所である第1の屈曲部を複数の前記第1の突出部の少なくとも一部に1つ以上設ける部分屈曲工程、
を更に含む、
積層コアの製造方法。
【請求項3】
請求項1に記載された積層コアの製造方法であって、
前記共通挿通孔の形状が多角形又は星型多角形であり、
前記第1の突出部が前記第2の挿通孔の周縁における辺から内側に向かって突出している、
積層コアの製造方法。
【請求項4】
請求項1に記載された積層コアの製造方法であって、
前記第1の挿通孔の内周面の前記第1の折り曲げ部に対向する部分に凹部が形成されている、
積層コアの製造方法。
【請求項5】
請求項1に記載された積層コアの製造方法であって、
前記第1積層工程において、第3の挿通孔及び前記第3の挿通孔の周縁から内側に向かって突出する互いに離隔した複数の第2の突出部を有する第3の電磁鋼板を、前記第1のコアを構成する複数の前記第1の電磁鋼板の途中に前記第1の挿通孔と前記第3の挿通孔とが互いに同軸状に連通するように挟み込み、
前記第2積層工程において、前記第1の挿通孔と前記第2の挿通孔と前記第3の挿通孔とが互いに同軸状に連通して前記共通挿通孔を形成するように前記第1のコアの少なくとも一方の端面に前記第2の電磁鋼板を積層してなる前記第2のコアを複数積層して前記積層コアを形成し、
前記折り曲げ工程において、複数の前記第1の突出部を前記共通軸の方向に沿うように折り曲げて複数の前記第1の折り曲げ部を形成すると共に、複数の前記第2の突出部を前記共通軸の方向に沿うように折り曲げて複数の第2の折り曲げ部を形成し、
複数の前記第1の折り曲げ部と複数の前記第2の折り曲げ部とは前記共通軸の周りにおいて異なる割出角度を有していて互いに重ならず、
前記共通軸の方向において、前記第1の折り曲げ部が延在する範囲である第1の範囲及び前記第2の折り曲げ部が延在する範囲である第2の範囲のうちの一方が複数の他方と少なくとも部分的に重なる、
積層コアの製造方法。
【請求項6】
請求項5に記載された積層コアの製造方法であって、
前記折り曲げ工程よりも前に、前記部分屈曲工程において、複数の前記第1の折り曲げ部を形成するために前記折り曲げ工程において複数の前記第1の突出部が折り曲げられる方向と同じ方向又は逆の方向に折り曲げられた箇所である第1の屈曲部を複数の前記第1の突出部の少なくとも一部に1つ以上設け、且つ/或いは、複数の前記第2の折り曲げ部を形成するために前記折り曲げ工程において複数の前記第2の突出部が折り曲げられる方向と同じ方向又は逆の方向に折り曲げられた箇所である第2の屈曲部を複数の前記第2の突出部の少なくとも一部に1つ以上設ける、部分屈曲工程、
を更に含む、
積層コアの製造方法。
【請求項7】
請求項5に記載された積層コアの製造方法であって、
前記共通挿通孔の形状が多角形又は星型多角形であり、
前記第1の突出部が前記第2の挿通孔の周縁における辺から内側に向かって突出しており、
前記第2の突出部が前記第3の挿通孔の周縁における辺から内側に向かって突出しており、
前記折り曲げ工程において、前記共通軸の方向に沿うように前記第1の突出部を折り曲げることにより前記第1の挿通孔及び前記第3の挿通孔の内周面の辺に該当する部分に対向するように前記第1の折り曲げ部が形成され、前記共通軸の方向に沿うように前記第2の突出部を折り曲げることにより前記第1の挿通孔及び前記第2の挿通孔の内周面の辺に該当する部分に対向するように前記第2の折り曲げ部が形成される、
積層コアの製造方法。
【請求項8】
請求項5に記載された積層コアの製造方法であって、
前記第1の挿通孔及び前記第3の挿通孔の内周面の前記第1の折り曲げ部に対向する部分、並びに/又は、前記第1の挿通孔及び前記第2の挿通孔の内周面の前記第2の折り曲げ部に対向する部分に凹部が形成されている、
積層コアの製造方法。
【請求項9】
挿通孔を有する複数の電磁鋼板が積層されてなる積層コアであって、
第1の挿通孔を有する複数の第1の電磁鋼板が、前記第1の挿通孔同士が互いに同軸状に連通するように積層されてなる第1のコアの少なくとも一方の端面に、第2の挿通孔を有する第2の電磁鋼板が、前記第1の挿通孔と前記第2の挿通孔とが互いに同軸状に連通して1つの挿通孔である共通挿通孔を形成するように積層されてなる1つの第2のコア又は隣接する前記第2のコアの前記共通挿通孔が互いに同軸状に連通するように積層された複数の前記第2のコアにより前記積層コアが構成されており、
前記第2の挿通孔の周縁において折り曲げられて前記共通挿通孔の中心軸である共通軸の方向に延在する複数の第1の折り曲げ部を前記第2の電磁鋼板が備える、
積層コア。
【請求項10】
請求項9に記載された積層コアであって、
前記第2の挿通孔の周縁において複数の前記第1の折り曲げ部が折り曲げられている方向と同じ方向又は逆の方向に折り曲げられた箇所である第1の屈曲部が複数の前記第1の折り曲げ部の少なくとも一部に1つ以上設けられている、
積層コア。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層コアの製造方法及び積層コア並びに積層コアとシャフトとの嵌合方法及び積層コアとシャフトとの嵌合構造に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、絶縁被膜を有する電磁鋼板が積層されてなる積層コアが発電機及び電動機等の回転電機等のコアとして用いられている。斯かる積層コアは、回転軸挿通孔が形成された複数の電磁鋼板を回転軸挿通孔が同軸状に配置されるように位置合わせをして積層することにより形成される。そして、積層コアの回転軸挿通孔にシャフト(回転軸)が圧入される。
【0003】
積層コアを構成する各電磁鋼板は、帯状の板材をプレス加工により打ち抜くことにより形成されることが多い。しかしながら、斯かる打ち抜き加工によって打ち抜かれた断面(以降、「打ち抜き面」と称呼される場合がある。)には加工硬化が生ずる。従って、回転軸挿通孔の内周面においてもまた加工硬化が生ずる。その結果、回転軸挿通孔の加工硬化が生じた部分の硬度がシャフトの硬度よりも高くなり、回転軸挿通孔へのシャフトの圧入時に凝着が発生する虞がある。斯かる凝着(以降、「圧入時凝着」と称呼される場合がある。)の発生は、積層コアの芯出しの精度に悪影響を及ぼす。
【0004】
また、例えば特許文献1(特開2008-036671号公報)に記載されているように、積層コアにおいては、カシメ等の手段によって電磁鋼板同士が結束・固定されるのが一般的である。しかしながら、電磁鋼板の一部がカシメによって剪断されて絶縁被膜が破断されると、電磁鋼板の剪断面同士が接触するようになる場合がある。このような場合、短絡により回転電機等のコアとしての使用時に渦電流損を惹起し、所期の部品性能を発揮することができなくなる虞がある。
【0005】
そこで、特許文献2(特開2010-110123号公報)においては、積層される複数の電磁鋼板の一部の回転軸挿通孔の周縁にバーリング部を形成し、他の電磁鋼板の回転軸挿入孔にバーリング部を挿入し、バーリング部へシャフトを挿入する技術が開示されている。当該技術によれば、バーリング部(円筒状の部分)を若干拡径させて他の電磁鋼板の回転軸挿入孔の内周面に密着させることにより、複数の電磁鋼板を固定することができる。このため、カシメ加工による電磁鋼板同士の結束・固定を省略することができるので、カシメ加工に起因する電磁鋼板の短絡を防止することができる。また、打ち抜き加工に起因する加工硬化及び絶縁被膜の破断が生じた回転軸挿入孔の内周面とシャフトとが直接的に接触することが回避されるので、回転軸挿通孔へのシャフトの圧入時における凝着及びシャフトを介する電磁鋼板の短絡の発生を防止することができる。
【0006】
しかしながら、バーリング部(円筒状の部分)は、回転軸挿入孔となる部分の周縁部を構成する材料(肉)をパンチによって押圧して全周に亘って折り曲げることによって形成されるので、上記周縁部における周長及び/又は肉厚の変化が前提となる。従って、バーリング部における割れ、皺及び/又は(バーリング部の高さと背反する)薄肉化等の問題を避けることが困難であり、バーリング部の形状及び板厚を精度良く制御することは難しい。更に、電磁鋼板の素材(例えば、帯状の板材等)自体においても板厚のバラツキがあるため、バーリング部の板厚を精度良く制御することが一層困難となる。
【先行技術文献】
【特許文献】
【0007】
特開2008-036671号公報
特開2010-110123号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前述したように、当該技術分野においては、積層コアに形成された挿通孔へのシャフトの圧入時における凝着及び積層コアを構成する電磁鋼板同士のカシメ加工に伴う電磁鋼板の絶縁皮膜の破断を低減して渦電流損を低減すると共に、積層コアとシャフトとの嵌合強度及び芯出し精度を高めることを可能とする技術が必要とされている。
【課題を解決するための手段】
【0009】
そこで、本発明者は鋭意研究の結果、積層コアを構成する複数の電磁鋼板の一部において挿通孔の周縁から内側に向かって突出する複数の突出部を設けておき、当該突出部を折り曲げて折り曲げ部とした後にシャフトを圧入することにより、上記課題を解決することができることを見出した。
【0010】
具体的には、本発明に係る積層コアの製造方法は、挿通孔を有する複数の電磁鋼板が積層されてなる積層コアの製造方法である。本発明に係る積層コアの製造方法は、以下に列挙する第1積層工程と、第2積層工程と、折り曲げ工程と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
1か月前
株式会社三五
排気装置
1か月前
株式会社三五
配管用マーキング装置
1か月前
株式会社三五
管材のインシュレータ
2か月前
株式会社三五
二重テーパ部の製造方法
2か月前
株式会社三五
排気系の容器体及びその製造方法
3か月前
株式会社三五
トレー状部材と、そのトレー状部材の製造方法
2か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
1か月前
個人
電源装置
23日前
個人
バッテリ内蔵直流電源
22日前
株式会社アイシン
ロータ
1日前
株式会社FUJI
制御盤
12日前
オムロン株式会社
電源回路
16日前
日本精機株式会社
サージ保護回路
4日前
西部電機株式会社
充電装置
4日前
オムロン株式会社
電源回路
16日前
オムロン株式会社
電源回路
16日前
西部電機株式会社
充電装置
4日前
トヨタ自動車株式会社
回転子
8日前
トヨタ自動車株式会社
回転子
23日前
トヨタ自動車株式会社
固定子
2日前
トヨタ自動車株式会社
製造装置
2日前
大豊工業株式会社
モータ
22日前
東京応化工業株式会社
発電装置
16日前
ミサワホーム株式会社
居住設備
12日前
個人
連続ガウス加速器形磁力増幅装置
4日前
株式会社ダイヘン
充電装置
1日前
株式会社アイシン
ステータ
1日前
株式会社アイシン
ステータ
1日前
東京瓦斯株式会社
通信装置
3日前
株式会社ダイヘン
充電装置
1日前
株式会社ダイヘン
充電装置
1日前
株式会社ミツバ
ブラシレスモータ
3日前
カヤバ株式会社
筒型リニアモータ
3日前
個人
太陽エネルギー収集システム
2日前
株式会社アイシン
ステータ
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ