TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095459
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211472
出願日
2023-12-14
発明の名称
排気系の容器体及びその製造方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
F01N
13/18 20100101AFI20250619BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】排気系の容器体の製造において所定の三次元姿勢及び位置において端板を正確に把持しつつシェルの開口に端板を嵌合することを可能とする技術を提供する。
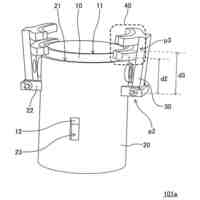
【解決手段】筒状の形状を有する部分である筒状部が周縁部に形成された端板によってシェルの両端の開口を閉塞してなる排気系の容器体において、シェルの中心軸である第1軸に直交する平面への垂直投影図において端板の最大径に平行であるか又は最大径となす鋭角が45度以下である法線を有し且つ第1軸に平行な平面である第1平面が、端板のシェルとの嵌合部以外の部分に少なくとも1つ設ける。シェルの両端の開口に端板の筒状部を嵌合させる工程において、第1軸に平行な方向に移動可能な把持手段に端板をセットして、把持手段に形成された所定の平面である第1当接面と第1平面とを面接触させることにより、所定の姿勢にて端板を支持・固定する。
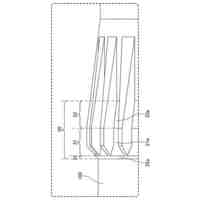
【選択図】図15
特許請求の範囲
【請求項1】
筒状のシェルの両端の開口を端板によって閉塞してなる排気系の容器体であって、
前記シェルの前記開口と嵌合することが可能な筒状の形状を有する部分である筒状部が前記端板の周縁部に設けられており、
前記筒状部の少なくとも一部が前記シェルの前記開口と嵌合されて嵌合部を形成しており、
前記シェルの中心軸である第1軸に直交する平面への垂直投影図である第1投影図において前記端板の最大径である第1径に平行であるか又は前記第1径となす鋭角が45度以下である法線である第1法線を有し且つ前記第1軸に平行な平面である第1平面が、前記端板の前記嵌合部以外の部分である非嵌合部における少なくとも1箇所に設けられている、
排気系の容器体。
続きを表示(約 2,100 文字)
【請求項2】
請求項1に記載された排気系の容器体であって、
複数の前記第1平面が前記端板に設けられており、
複数の前記第1平面の少なくとも一部が、
前記第1径に直交する平面を対称面とする面対称となる位置関係にある前記第1平面の対、及び/又は、
前記第1軸を対称軸とする回転対称となる位置関係にある前記第1平面の対、
を構成している、
排気系の容器体。
【請求項3】
請求項1又は請求項2に記載された排気系の容器体であって、
前記端板において、前記第1投影図において前記第1法線と直交するか又は前記第1法線となす鋭角が45度以上である法線である第2法線を有し且つ前記第1軸に平行な、前記第1平面とは異なる平面である第2平面が、前記非嵌合部における少なくとも1箇所に設けられている、
排気系の容器体。
【請求項4】
請求項3に記載された排気系の容器体であって、
複数の前記第2平面が前記端板に設けられており、
複数の前記第2平面の少なくとも一部が、
前記第1径を含み且つ前記第1軸に平行な平面を対称面とする面対称となる位置関係にある前記第2平面の対、及び/又は、
前記第1軸を対称軸とする回転対称となる位置関係にある前記第2平面の対、
を構成している、
排気系の容器体。
【請求項5】
請求項1又は請求項2に記載された排気系の容器体であって、
前記端板において、前記非嵌合部における少なくとも1箇所に、前記第1軸に平行な法線である第3法線を有する平面である第3平面が設けられている、
排気系の容器体。
【請求項6】
請求項3に記載された排気系の容器体であって、
前記端板において、前記非嵌合部における少なくとも1箇所に、前記第1軸に平行な法線である第3法線を有する平面である第3平面が設けられている、
排気系の容器体。
【請求項7】
請求項4に記載された排気系の容器体であって、
前記端板において、前記非嵌合部における少なくとも1箇所に、前記第1軸に平行な法線である第3法線を有する平面である第3平面が設けられている、
排気系の容器体。
【請求項8】
筒状のシェルの両端の開口を端板によって閉塞する排気系の容器体の製造方法であって、
前記シェルの前記開口と嵌合することが可能な筒状の形状を有する部分である筒状部が前記端板の周縁部に形成されており、
前記筒状部の少なくとも一部が前記シェルの前記開口と嵌合されて嵌合部を形成するように構成されており、
前記シェルの中心軸である第1軸に直交する平面への垂直投影図である第1投影図において前記端板の最大径である第1径に平行であるか又は前記第1径となす鋭角が45度以下である法線である第1法線を有し且つ前記第1軸に平行な平面である第1平面が、前記端板の前記嵌合部以外の部分である非嵌合部における少なくとも1箇所に設けられており、
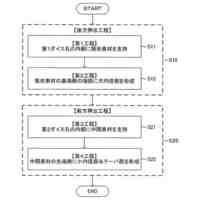
前記シェルを第1治具にセットして、所定の姿勢である第1姿勢にて前記シェルを支持・固定する第1工程と、
前記第1軸に平行な方向に移動可能な把持手段に前記端板をセットして、前記把持手段に形成された所定の平面である第1当接面と前記第1平面とを面接触させることにより、所定の姿勢である第2姿勢にて前記端板を支持・固定する第2工程と、
前記第1軸に平行な方向において前記把持手段を前記シェルに近付けて、前記シェルの両端の前記開口に前記筒状部の少なくとも一部を嵌合させて前記嵌合部を形成することにより、前記排気系の容器体を集成する第3工程と、
を含む、
排気系の容器体の製造方法。
【請求項9】
請求項8に記載された排気系の容器体の製造方法であって、
複数の前記第1平面が前記端板に設けられており、
複数の前記第1平面の少なくとも一部が、
前記第1径に直交する平面を対称面とする面対称となる位置関係にある前記第1平面の対、及び/又は、
前記第1軸を対称軸とする回転対称となる位置関係にある前記第1平面の対、
を構成している、
排気系の容器体の製造方法。
【請求項10】
請求項8又は請求項9に記載された排気系の容器体の製造方法であって、
前記端板において、前記第1投影図において前記第1法線と直交するか又は前記第1法線となす鋭角が45度以上である法線である第2法線を有し且つ前記第1軸に平行な、前記第1平面とは異なる平面である第2平面が、前記非嵌合部における少なくとも1箇所に設けられており、
前記第2工程において、前記第1当接面と前記第1平面との面接触に加えて、前記把持手段に形成された前記第1当接面とは異なる所定の平面である第2当接面と前記第2平面とを面接触させることにより、前記端板を前記第2姿勢にて支持・固定する、
排気系の容器体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、排気系の容器体及びその製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
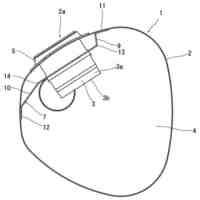
例えばマフラ(消音器)又は触媒コンバータ等、車両等に搭載される内燃機関の排気系を構成する容器体として、金属製の薄板によって形成された筒状のシェルの両端の開口が端板(「アウタプレート」又は「エンドプレート」等とも称呼される。)によって塞がれた構造が多用されている。
【0003】
従来はシェルの両端の開口が端板によって塞がれた状態においてシェルの開口の端縁と端板の端縁とを重ね巻きしてかしめるロックシーム工法(「カーリング」とも称呼される。)が主流であった。しかしながら、昨今は気密性及び/又は作業性の向上に対する要求の高まりから、シェルの開口の端縁と端板の端縁とを嵌合させて連続溶接(主にレーザ溶接)によって密閉・固定する工法が採用される機会も増えてきている。
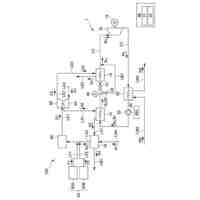
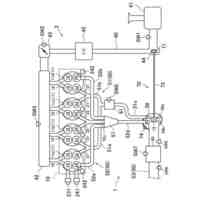
【0004】
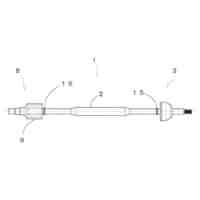
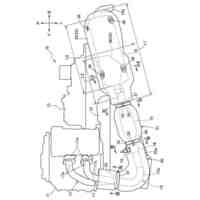
後者のような嵌合後の連続溶接による容器体の製造方法は2種類に大別される。第1の方法としては、例えば図21に例示するように、端板(4,6)、パイプ(12,14)及び/又はセパレータ(隔壁)(8,10)等によって構成された中間構成品(20)を予め集成しておき、端板及び/又はセパレータに板材(21)を巻回してなるシェルによって中間構成品を覆った後に、各部を溶接固定する方法を挙げることができる(例えば、特許文献1(特許第3934396号公報)を参照)。
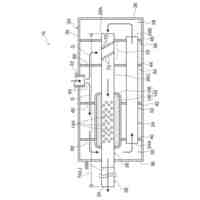
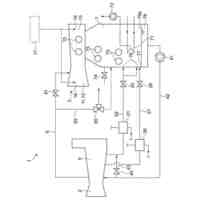
【0005】
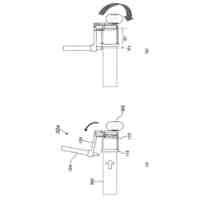
第2の方法としては、図22に例示するように、端板を含まない(パイプ(7,8)及び/又はセパレータ(45,46)等からなる)中間構成品を板材が巻回されてなるシェル(42)に圧入し、シェルの両端の開口に端板(43,44)を圧入(軸方向に折り曲げられた筒状の周縁を嵌合)した後に、連続溶接によって固定する方法を挙げることができる(例えば、特許文献2(特許第457282号公報)を参照)。また、このようにシェルの両端の開口に端板を圧入するための装置の具体例としては、例えば図23に例示する装置を挙げることができる(例えば、特許文献3(実開平1-148239号公報)を参照)。
【0006】
上述した第1の方法に含まれる板材を巻回する過程における中間構成品の具体的な支持方法は特許文献1には開示されていない。しかしながら、当該過程の途中までは例えば中間構成品の下面を治具等によって支持して比較的容易に位置決めをすることが可能であるが、ある時点以降は板材が治具と干渉し始める。従って、当該時点以降は中間構成品を両脇から支持しなければならないので、中間構成品を所定の三次元姿勢にて正確な位置決めをしつつ、中間構成品又は板材を回転駆動して中間構成品に板材を巻回することは極めて困難であると推測される。
【0007】
また、上述した第2の方法においては、シェルを外側から治具等によって把持(クランプ)して位置決めをすることは比較的容易である。しかしながら、1枚の薄い金属板から成形された部材である端板を治具及び/又は組み付けハンド等によって片側からクランプして上記のようにして把持されているシェルへ圧入することは容易ではない。ましてや、所定の三次元姿勢、位置及び割出し(回転方向におけるシェルの開口との位置関係)に端板を正確に維持しつつシェルの開口に圧入することは極めて困難である。
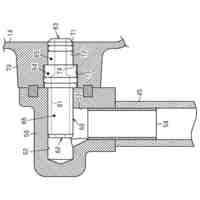
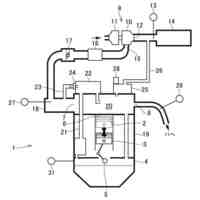
【0008】
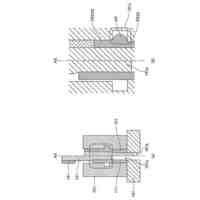
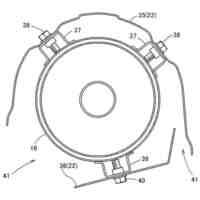
上記課題を解決するための手段としては、図24に例示するように、端板(2)の外周部に形成された当接溝(9)の周上において径方向へ延設された窪みであるビード(9b)を設け、端板を支持するための治具から突出した凸部(11a)を当該ビードに嵌合させる技術が提案されている(例えば、特許文献4(特開2008-31851号公報)を参照)。当該技術は、板厚を厚くすることなく端板の面剛性を高くして放射音の低減を図ることを主たる目的とするものではあるが、副次的な効果として、ロックシーム加工時における治具と端板との相対回転を抑止することができるとされている。
【0009】
しかしながら、上記技術は、治具と端板との相対回転を抑止することはできるものの、所定の三次元姿勢、位置及び割出しにおいて端板を正確に把持する機能を提供するものではない。更に、昨今では、楕円形及び長円形はもとより、略矩形及び略台形等、円形ではない断面形状を有する容器体が多用されるようになっており、上述した第1の方法及び第2の方法の何れにおいても、所定の三次元姿勢、位置及び割出しにおいて端板を正確に把持することの重要性が益々高まっている。
【先行技術文献】
【特許文献】
【0010】
特許第3934396号公報
特許第457282号公報
実開平1-148239号公報
特開2008-31851号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
2か月前
株式会社三五
ドライブシャフト
26日前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
10日前
株式会社三五
配管用マーキング装置
2か月前
株式会社三五
テーパ部を有する円筒体の成形方法
12日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
2か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
19日前
トヨタ自動車株式会社
計測システム
1か月前
株式会社豊田自動織機
エンジン式産業車両
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
排気装置
1か月前
株式会社クボタ
多目的車両
1か月前
株式会社クボタ
多目的車両
1か月前
株式会社SUBARU
エンジン制御装置
10日前
トヨタ自動車株式会社
エンジンシステム
1か月前
トヨタ自動車株式会社
異常診断装置
18日前
トヨタ自動車株式会社
油量判定装置
11日前
トヨタ自動車株式会社
水素エンジン
24日前
マレリ株式会社
消音器
1か月前
三浦工業株式会社
船舶用発電システム
1か月前
株式会社アイシン
冷却モジュール
10日前
日産自動車株式会社
内燃機関
10日前
トヨタ自動車株式会社
内燃機関の制御装置
19日前
トヨタ自動車株式会社
内燃機関の制御装置
24日前
株式会社アイシン
弁開閉時期制御装置
1か月前
マツダ株式会社
排気システム
1か月前
マツダ株式会社
排気システム
1か月前
三菱重工業株式会社
主蒸気管洗浄方法
1か月前
トヨタ自動車株式会社
内燃機関の異常検出装置
1か月前
三菱重工業株式会社
メタン酸化触媒装置
1か月前
トヨタ自動車株式会社
車両のエンジンルーム構造
1か月前
株式会社豊田自動織機
排気管
1か月前
株式会社豊田自動織機
排気浄化装置
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ