TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025096082
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212582
出願日
2023-12-15
発明の名称
溶接装置
出願人
ダイハツ工業株式会社
代理人
個人
主分類
H02K
15/04 20250101AFI20250619BHJP(電力の発電,変換,配電)
要約
【課題】加工時間を短縮し作業効率を向上させると共に、溶接品質を向上させることができる溶接装置を提供すること。
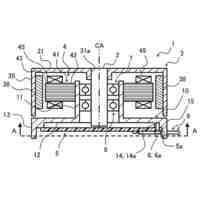
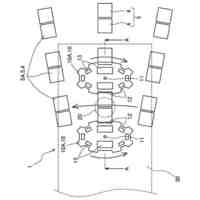
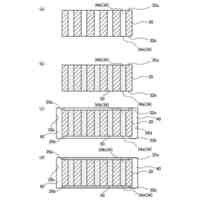
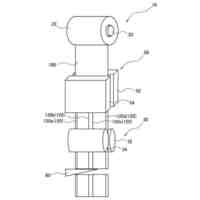
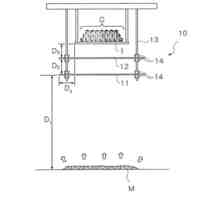
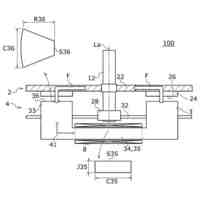
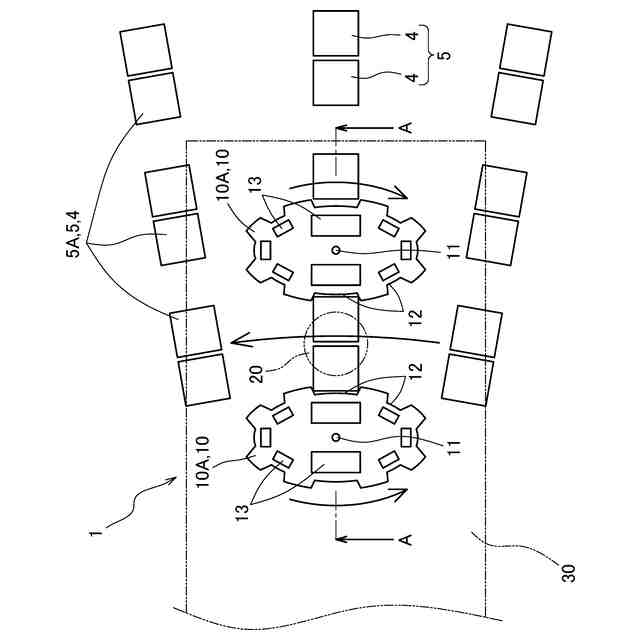
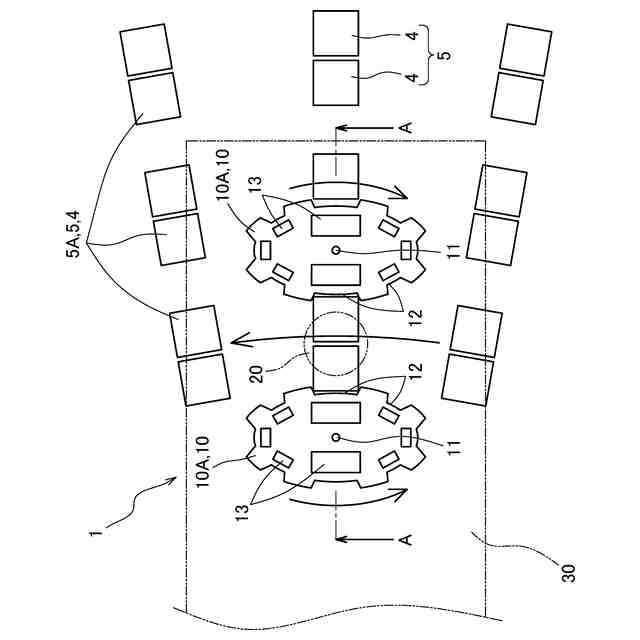
【解決手段】ステータコイル3の隣接する一対の端子4,4を溶接する溶接装置1であり、一対の端子4,4を介して両側に配置された一対のクランプ部10,10を備え、一対のクランプ部10,10は、互いに回転可能に構成されると共に、前記回転に伴って、一対の端子4,4を挟持可能であることを特徴とする。クランプ部10,10は、それぞれ外周に少なくとも一つの凹部12が形成されており、凹部12は、端子4と係合可能とされている。クランプ部10,10は、挟持された端子4,4に対して隣接する他の端子4と交差する位置に、他の端子4との接触を回避するための貫通孔13を有している。
【選択図】図3
特許請求の範囲
【請求項1】
ステータコイルの隣接する一対の端子を溶接する溶接装置であって、
前記一対の端子を介して両側に配置された一対のクランプ部を備え、
前記一対のクランプ部は、
互いに回転可能に構成されると共に、回転に伴って、前記一対の端子を挟持可能であることを特徴とする溶接装置。
続きを表示(約 620 文字)
【請求項2】
前記一対のクランプ部は、
それぞれ外周に少なくとも一つの凹部が形成されており、
前記凹部は、前記端子と係合可能であることを特徴とする請求項1に記載の溶接装置。
【請求項3】
所定の端子間ピッチで並ぶように配された複数の端子に対して順に溶接を行うものであり、
一対のクランプ部の少なくとも一方は、歯車形状に形成されることにより、所定の凹部間ピッチを介して周方向に複数の凹部を備えたものであり、
前記凹部間ピッチが前記端子間ピッチに応じた長さとされていることを特徴とする請求項1又は2に記載の溶接装置。
【請求項4】
前記一対のクランプ部の少なくとも一方は、挟持された前記一対の端子に対して隣接する他の端子と交差する位置に、前記他の端子との接触を回避するための貫通孔を少なくとも一つ有していることを特徴とする請求項1又は2に記載の溶接装置。
【請求項5】
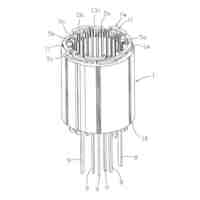
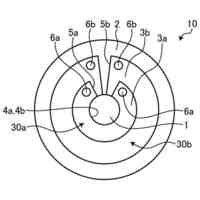
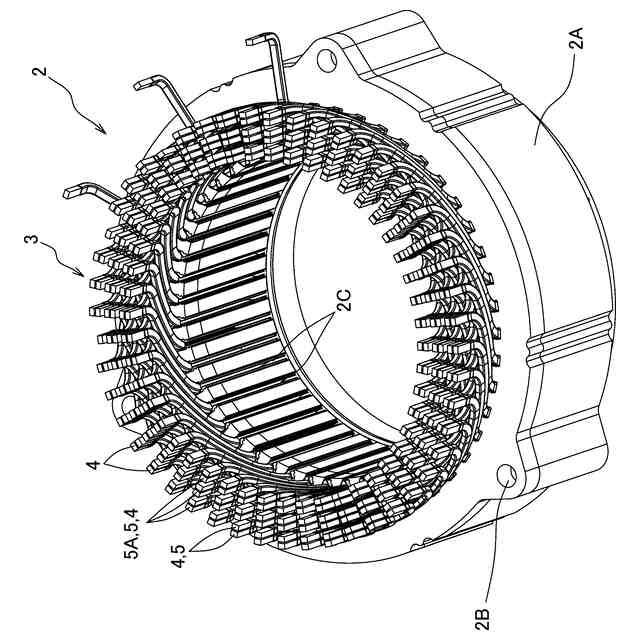
前記ステータコイルが、互いに溶接される前記一対の端子を複数有しており、
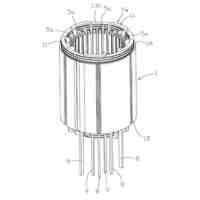
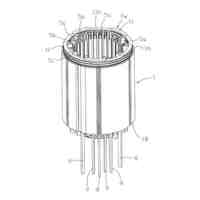
複数の前記一対の端子が、それぞれ前記ステータコイルの径方向に所定の間隔を空けて放射状に配置されることにより、前記ステータコイルの円周方向に同心円状に複数列の端子群が形成されており、
前記端子群が形成する列毎に前記一対のクランプ部が少なくとも一つ配置されていることを特徴とする請求項1又は2に記載の溶接装置。
発明の詳細な説明
【技術分野】
【0001】
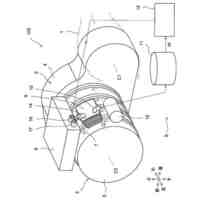
本発明は、モータ等の電動機におけるステータコイルの端子同士を溶接する溶接装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、モータ等の電動機の製造工程では、ステータ(固定子)におけるコイル(ステータコイルとも称する)の隣接する端子同士を溶接することが行われている(例えば、特許文献1)。特許文献1に記載の従来技術は、ステータコイルの径方向に延びるクランプ治具によって、隣接する端子同士を挟持するものとされている。また、特許文献1に記載の従来技術は、クランプ治具に挟持された端子同士を溶接するものとされている。
【先行技術文献】
【特許文献】
【0003】
特開2014-107876号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述した特許文献1に記載の従来技術は、径方向に放射状に配置された径方向端子群(スロットとも称する)毎に端子をクランプ治具によりクランプ(挟持)して溶接を行っている。また、1つのスロットの溶接が完了すると、クランプ治具を順次円周方向に移動させながら各スロットの溶接が順次行われる。そのため、ステータコイルのように多数の端子を有する場合は、スロットの数だけ、クランプ治具の移動及び脱着(クランク・アンクランプ)を繰り返し行う必要があり、作業効率が悪化する問題がある。また、特許文献1に記載の従来技術は、複数セットの端子を一括してクランプするため、コイル(端子)の厚み方向のばらつきによって加工精度が低下する問題や、クランプ電極への端子の接触度合いのばらつきにより溶接品質が安定しない問題がある。
【0005】
そこで本発明は、加工時間を短縮し作業効率を向上させると共に、溶接品質を向上させることができる溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)上述した課題を解決すべく提供される本発明の溶接装置は、ステータコイルの隣接する一対の端子を溶接する溶接装置であって、前記一対の端子を介して両側に配置された一対のクランプ部を備え、前記一対のクランプ部は、互いに回転可能に構成されると共に、回転に伴って、前記一対の端子を挟持可能であることを特徴とするものである。
【0007】
上述した溶接装置は、一対のクランプ部が、互いに回転することに伴って、隣接する一対の端子を挟持(クランプ)することができる。そのため、上述した溶接装置は、クランプ部の回転動作により隣接する端子同士を迅速に挟持でき、作業効率を大幅に向上させることができる。また、上述した溶接装置は、溶接対象となる端子同士を個別に挟持できるので、確実に端子をクランプ電極に接触させることができる。これにより、上述した溶接装置は、通電面積を確保できると共に、端子に伝わる熱を一対のクランプ部によって吸熱することができる。そのため、上述した溶接装置は、溶接品質(加工精度)を向上させることができる。
【0008】
(2)上述した本発明の溶接装置において、前記一対のクランプ部は、それぞれ外周に少なくとも一つの凹部が形成されており、前記凹部は、前記端子と係合可能であることを特徴とするとよい。
【0009】
上述した溶接装置は、かかる構成とすることにより、凹部と端子とを係合させることができるので、溶接対象となる一対の端子を確実に挟持することができる。これにより、上述した溶接装置は、確実に端子をクランプ電極に接触させることができるので、溶接品質(加工精度)を向上させることができる。
【0010】
(3)上述した本発明の溶接装置は、所定の端子間ピッチで並ぶように配された複数の端子に対して順に溶接を行うものであり、一対のクランプ部の少なくとも一方が、歯車形状に形成されることにより、所定の凹部間ピッチを介して周方向に複数の凹部を備えたものであり、前記凹部間ピッチが前記端子間ピッチに応じた長さとされているものであるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
車両構造
15日前
ダイハツ工業株式会社
暖房システム
2日前
ダイハツ工業株式会社
燃料供給システム
15日前
個人
恒久電源開発の装置
28日前
ニデック株式会社
モータ
今日
個人
ステッピングモータ実習装置
7日前
キヤノン株式会社
電源装置
21日前
株式会社竹中工務店
避雷設備
21日前
北勢工業株式会社
保護管
1か月前
トヨタ自動車株式会社
充電装置
1か月前
トヨタ自動車株式会社
充電方法
14日前
サンデン株式会社
電力変換装置
1日前
ダイハツ工業株式会社
溶接装置
28日前
サンデン株式会社
電力変換装置
1日前
愛知電機株式会社
ステータおよびモータ
28日前
サンデン株式会社
モータ制御装置
28日前
ダイハツ工業株式会社
ロータ構造
1か月前
愛知電機株式会社
ステータおよびモータ
28日前
愛知電機株式会社
ステータおよびモータ
28日前
株式会社エスイー
上載物の支持装置
21日前
AGC株式会社
太陽電池モジュール
21日前
新電元工業株式会社
充電装置
14日前
因幡電機産業株式会社
充電システム
28日前
シャープ株式会社
冷蔵庫
1日前
ダイハツ工業株式会社
絶縁紙成型装置
24日前
住友金属鉱山株式会社
遮熱装置
15日前
三菱電機株式会社
回転子および電動機
21日前
矢崎総業株式会社
電池切替装置
1か月前
日産自動車株式会社
光電変換装置
21日前
スズキ株式会社
車両用モータ構造
28日前
ミネベアミツミ株式会社
回転機器
7日前
ミネベアミツミ株式会社
回転機器
7日前
株式会社IJTT
オイル冷却装置
28日前
株式会社デンソー
電源装置
2日前
住友重機械工業株式会社
回転電機
24日前
ミネベアミツミ株式会社
回転機器
7日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ