TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025072745
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2023183028
出願日
2023-10-25
発明の名称
プレス式管継手の施工監視システム
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
39/04 20060101AFI20250501BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】適正なマーキング、適正な挿入代及び挿入代が不適正である時のカシメ加工の不許可等を担保する。
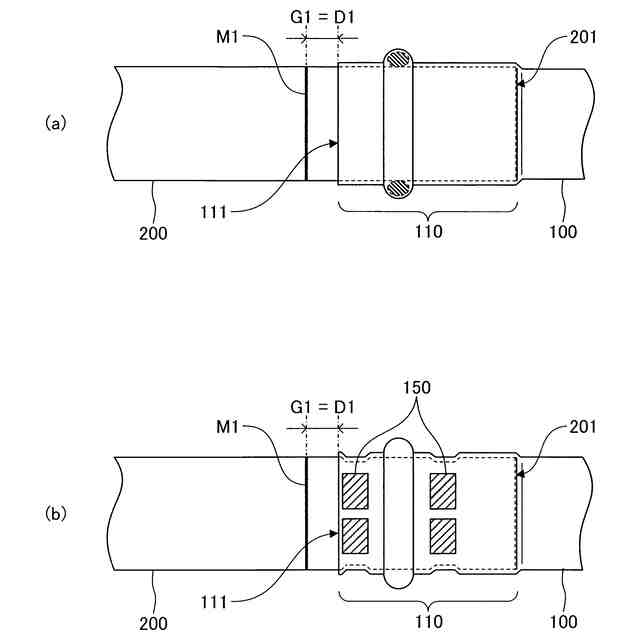
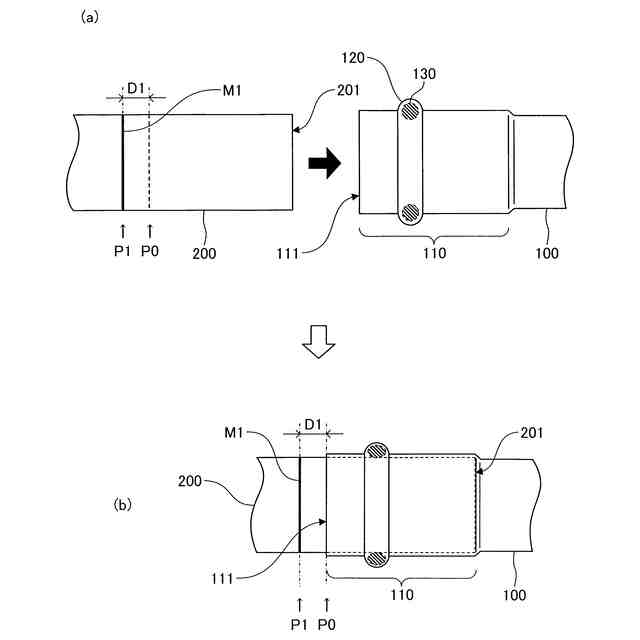
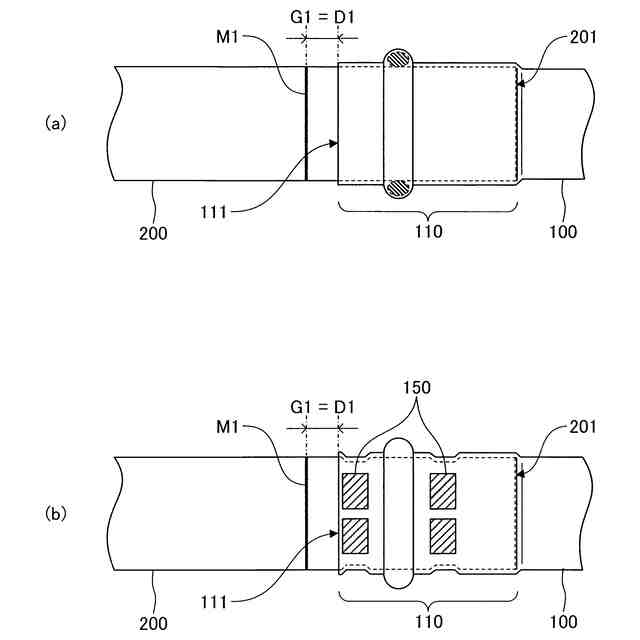
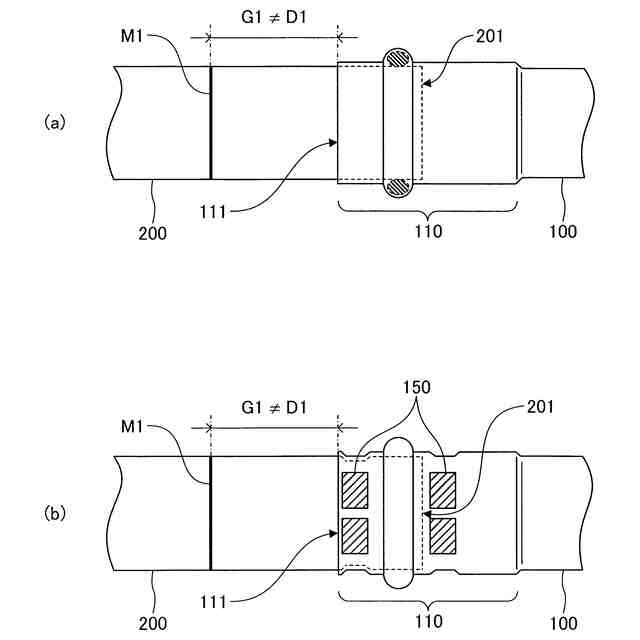
【解決手段】環状膨出部とその内側に配設された密封部材を有するソケット部に被接続管を挿入し環状膨出部の両側及び環状膨出部にカシメ加工を施してソケット部に被接続管を固定する施工において、適正な挿入代にてソケット部に被接続管が挿入された状態におけるソケット部の端面の位置より所定の第1距離だけ被接続管の端面から離れた位置を示す第1マークを被接続管の外周面に予め付与し、施工時にソケット部に被接続管が挿入された状態において撮像装置によって撮影された画像に基づいてソケット部の端面と第1マークとの間隔である第1間隔を画像認識装置によって特定し、第1間隔と第1距離との差分が所定の閾値未満である場合はカシメ加工を実行可能とし、上記差分が上記閾値以上である場合はカシメ加工を実行可能としない。
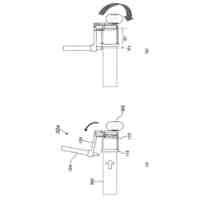
【選択図】図2
特許請求の範囲
【請求項1】
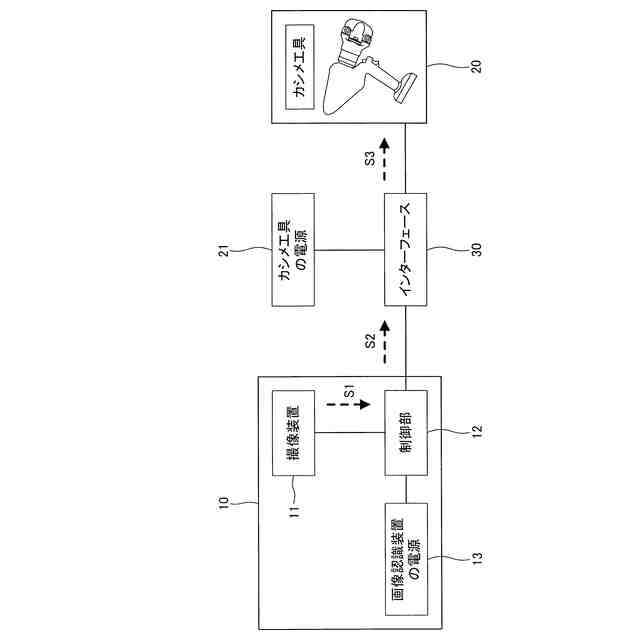
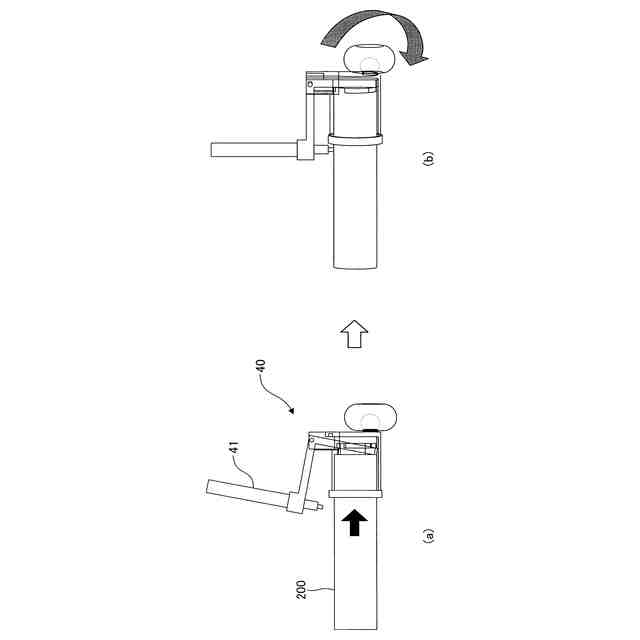
環状膨出部及び前記環状膨出部の内側に配設された密封部材を具備するソケット部に被接続管を挿入し、前記環状膨出部の管軸方向における両側に位置する前記ソケット部の一部であるカシメ対象領域及び前記環状膨出部に、カシメ工具に搭載された金型によってカシメ加工を施すことにより、前記ソケット部に前記被接続管を固定するプレス式管継手の施工監視システムであって、
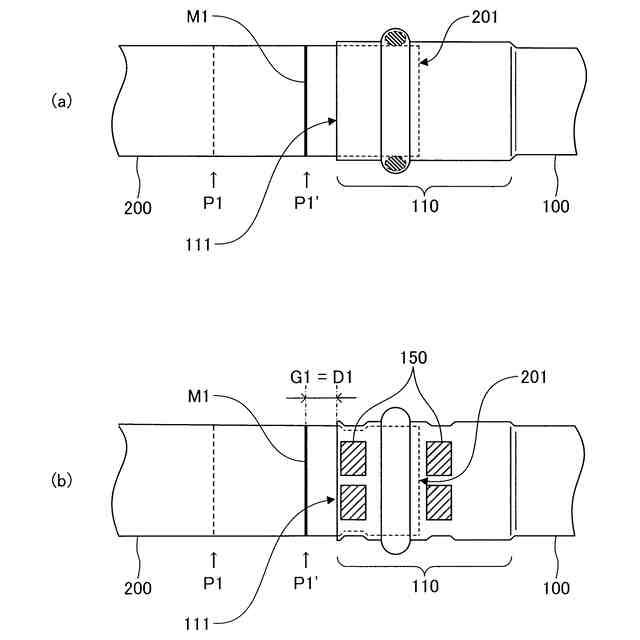
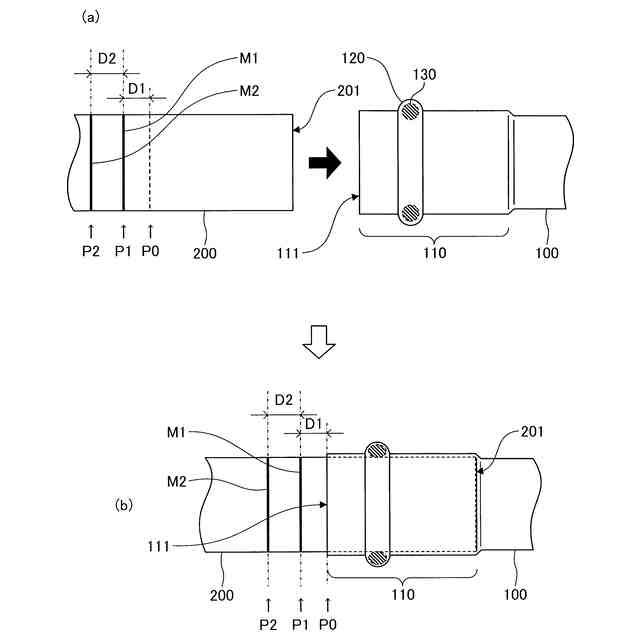
適正な挿入代にて前記ソケット部に前記被接続管が挿入された状態である第1状態における前記被接続管の管軸方向における前記ソケット部の端面の位置である適正端面位置よりも所定の距離である第1距離だけ前記被接続管の前記端面から離れた位置である第1位置を示す印である第1マークが前記被接続管の外周面に予め付与されており、
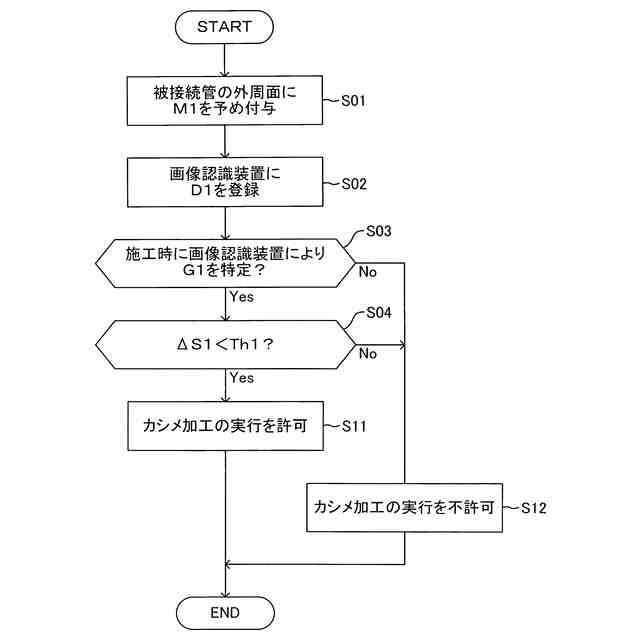
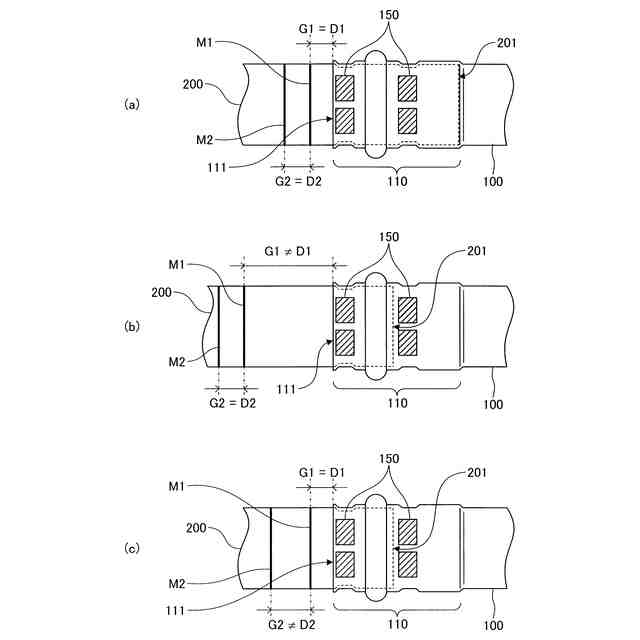
施工時に前記ソケット部に前記被接続管が挿入された状態である第2状態において、撮像装置によって撮影された前記ソケット部の前記端面及び前記第1マークの画像に基づいて前記被接続管の前記管軸方向における前記ソケット部の前記端面と前記第1マークとの間隔である第1間隔を画像認識装置によって特定し、
前記第1間隔と前記第1距離との差分である第1差分が所定の第1閾値未満であると判断される場合は前記カシメ工具による前記カシメ加工を実行可能とし、前記第1差分が前記第1閾値以上であると判断される場合は前記カシメ工具による前記カシメ加工を実行可能としない、
ように構成された、
プレス式管継手の施工監視システム。
続きを表示(約 800 文字)
【請求項2】
請求項1に記載されたプレス式管継手の施工監視システムであって、
前記第1マークに加えて、前記第1マークよりも前記被接続管の管軸方向において所定の距離である第2距離だけ前記被接続管の前記端面から離れた位置である第2位置を示す印である第2マークが前記被接続管の外周面上に予め付与されており、
前記第2状態において、前記第1間隔に加えて、前記撮像装置によって撮影された前記第1マーク及び前記第2マークの画像に基づいて前記被接続管の前記管軸方向における前記第1マークと前記第2マークとの間隔である第2間隔を画像認識装置によって特定し、
前記第1差分が前記第1閾値未満であり且つ前記第2間隔と前記第2距離との差分である第2差分が所定の第2閾値未満であると判断される場合は前記カシメ工具による前記カシメ加工を実行可能とし、前記第1差分が前記第1閾値以上であると判断される場合又は前記第2差分が前記第2閾値以上であると判断される場合は前記カシメ工具による前記カシメ加工を実行可能としない、
ように構成された、
プレス式管継手の施工監視システム。
【請求項3】
請求項1又は請求項2に記載されたプレス式管継手の施工監視システムであって、
前記第1距離がゼロである、
プレス式管継手の施工監視システム。
【請求項4】
請求項1又は請求項2に記載されたプレス式管継手の施工監視システムであって、
前記撮像装置及び前記画像認識装置が前記カシメ工具に搭載されている、
プレス式管継手の施工監視システム。
【請求項5】
請求項3に記載されたプレス式管継手の施工監視システムであって、
前記画像認識装置が前記カシメ工具に搭載されている、
プレス式管継手の施工監視システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス式管継手の施工監視システムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
金属製の配管の内部に流体を流通させる配管システムにおいて、接続しようとする管材同士の一方の端部又は管材とは別個の管継手の端部に形成されたソケット部に、接続しようとする管材である被接続管を所定量差し込んだ状態において縮径加工(カシメ加工)を施して両者を接続する所謂「プレス式管継手」が多用されている(例えば、特許文献1(特開昭53-70072号公報)を参照)。
【0003】
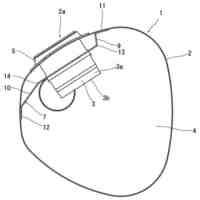
具体的には、例えば図16の(a)に例示するように、先ずは、管継手又は管材100の端部に設けられたソケット部110が具備する環状膨出部120の内側にOリング130を配設する。次に、図16の(b)に例示するように、管継手又は管材100と接続される管材である被接続管200を所定の深さまでソケット部110に挿入する。そして、図示しない工具に取り付けられた金型の円形の断面を有する内周面によって環状膨出部120を求心方向(管軸に向かう方向)へと押圧して円形の断面を維持したまま縮径させる。
【0004】
上記と同時に、環状膨出部120の管軸方向における両側に位置するソケット部110の一部であるカシメ対象領域140を、図示しない金型の略六角形の断面を有する内周面によって求心方向に押圧して略六角形の断面となるように縮径させる(太い一点鎖線によって囲まれた部分を参照)。その結果、図16の(c)に例示するように、ソケット部110の環状膨出部120の管軸方向における両側に、それぞれ1条ずつ、合計で2条の略六角形の断面となるように縮径された部分である被カシメ部150が形成される(斜線が施された部分を参照)。斯かるカシメ加工を施すことにより、ソケット部110と被接続管200とが強固に接続され且つ気密及び/又は液密に封止される。
【0005】
しかしながら、配管システムの施工現場においては、多くのカシメ作業を作業者が難姿勢にて短時間のうちに(迅速に)実施しなければならない。このため、作業者及び監督者が如何に注意を払っていても、被カシメ部における不具合(以降、「カシメ不具合」と称呼される場合がある。)が発生してしまうという問題があった。
【0006】
カシメ不具合の発生原因としては、以下に列挙する原因を挙げることができる。
原因1:ソケット部への被接続管の差し込み量(挿入代)が不十分であること。
原因2:カシメ加工が不適切であること。
【0007】
原因1を回避するためにはソケット部の最も奥まで被接続管を差し込んで突き当てる等、所定の挿入代にてソケット部に被接続管を挿入する必要がある。しかしながら、例えば作業者の目視及び/又は感触等による確認が不正確又は曖昧である場合等において被接続管の挿入代が不十分なままカシメ加工が施されることがある。この場合、被接続管の挿入代の不足の程度によっては、環状膨出部の管軸方向における両側(即ち、カシメ対象領域)に形成される2条の被カシメ部のうち一方の内側に被接続管が存在しない状態となる虞がある。斯かる状態においては、2条の被カシメ部の間に位置する環状膨出部の内側に配設されたOリングの変形が不十分となり、ソケット部と被接続管とのシールが不十分となる虞がある。また、ソケット部及び被接続管の両方が縮径された被カシメ部が1条のみであるため、配管内の圧力が著しく上昇した場合等において被接続管が抜けてしまう虞もある。
【0008】
一方、原因2は、工具に取り付けられた金型によるカシメ加工の対象となる部分(カシメ対象領域)の縮径(カシメ)の不具合である。斯かる不具合の具体例としては、例えば、本来のカシメ対象領域の位置から工具(金型)が管軸方向にずれたためにソケット部及び被接続管の両方が縮径された被カシメ部が1条のみとなってしまう不具合並びにカシメ(潰し)の量(ストローク)及び/又は速度が不適切であったために2条の被カシメ部の少なくとも一方の形状が目的とする形状にならない不具合等を挙げることができる。この場合もまた、原因1と同様に、ソケット部と被接続管とのシールが不十分となったり配管内の圧力が著しく上昇した場合等において被接続管が抜けてしまったりする虞がある。
【0009】
原因2については、当該技術分野において多くの対策が提案されている。例えば、特許文献2(特許第4999019号公報)及び特許文献3(特許第7165279号公報)には、継手や配管要素に取り付けられたICタグに施工履歴等の情報を記録して監視する技術が開示されている。また、特許文献4(特許第6543045号公報)には、管材の外表面に貼付された加圧変色シールによって施工の良否を目視にて確認することを可能とする技術が開示されている。
【0010】
一方、原因1については、ソケットに挿入された状態にある被接続管を直接目視にて確認することはできないので、代用的な監視方法が提案されるに留まっている。例えば上述した特許文献3及び特許文献4においては、配管の製造工場において適正な挿入代にてソケット部に被接続管が挿入された際のソケット部の端部の位置(以降、「適性挿入位置」と称呼される場合がある。)を示す印(ラインマーク)を被接続管の外周面に描いておき、施工現場においてはソケット部の端部と当該印とが合致するところまでソケット部に被接続管を挿入するようにしている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
1か月前
株式会社三五
排気装置
1か月前
株式会社三五
配管用マーキング装置
1か月前
株式会社三五
管材のインシュレータ
2か月前
株式会社三五
二重テーパ部の製造方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
1か月前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
7か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社アマダ
曲げ金型
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス装置
5か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
21日前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
日鉄建材株式会社
成形装置
今日
トヨタ紡織株式会社
プレス金型装置
5か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社吉野機械製作所
プレス機械
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
ユニプレス株式会社
プレス加工装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
7か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社三明製作所
転造装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ