TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018857
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023133167
出願日
2023-07-27
発明の名称
積層鉄心製造装置及び積層鉄心製造方法
出願人
株式会社三井ハイテック
代理人
個人
主分類
B21D
28/02 20060101AFI20250130BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 接着剤等の連結手段を付与された被加工材に対し、被加工材の連結手段非付与部位に接するリフタ部で支持を実行して、被加工材の加工及び搬送を進行させる、積層鉄心製造装置を提供する。
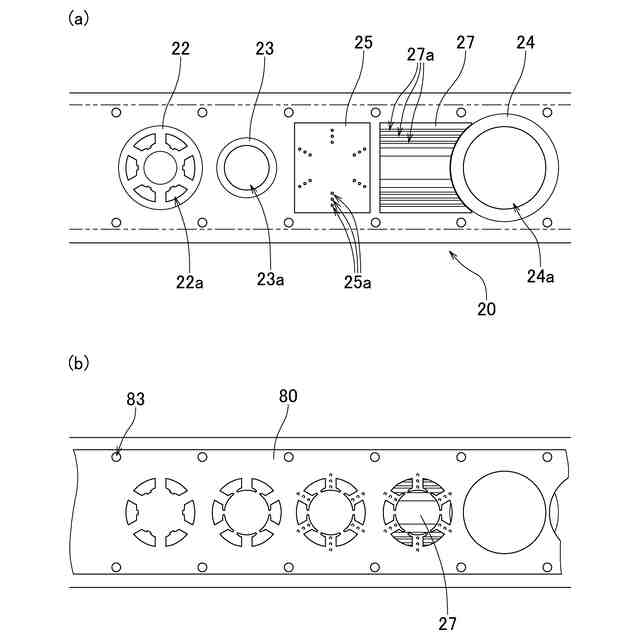
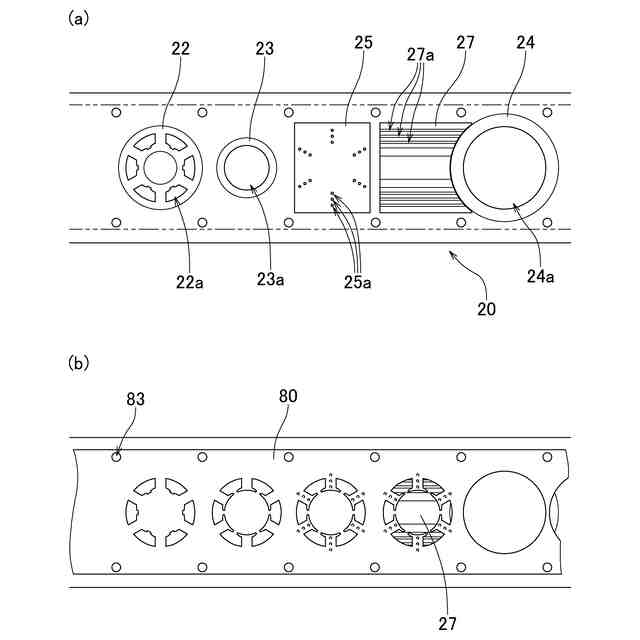
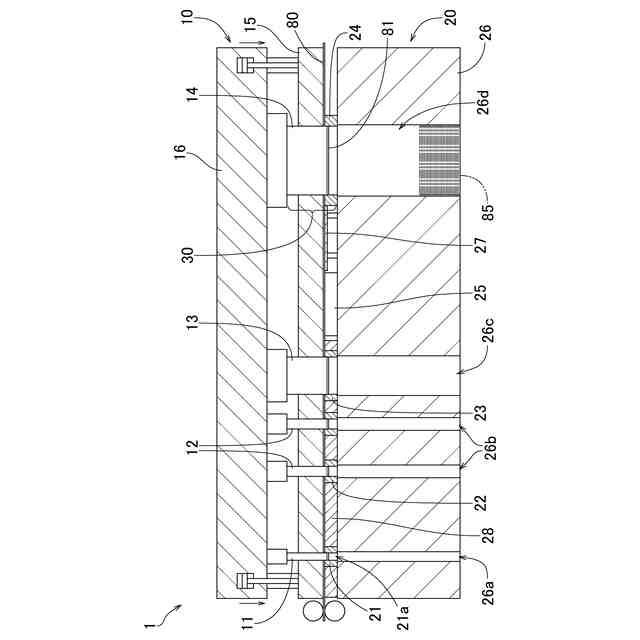
【解決手段】 被加工材80からの鉄心片打ち抜きの前に、鉄心片に対応する被加工材80の加工対象部位に連結手段を付与し、被加工材80から打ち抜いて積層した鉄心片を連結手段で一体化して、積層鉄心を製造する。一方、被加工材80の連結手段付与位置と重なる部位に逃げ部27aのあるリフタ部27で被加工材80を支持して、連結手段を付与した被加工材80の搬送を行う間、被加工材80に付与された連結手段がリフタ部27の逃げ部27aを移動する。これにより、被加工材80の搬送を行う間も、リフタ部27が連結手段との接触なしに被加工材各部を支持して、製造装置各部と被加工材又は連結手段との接触による悪影響を回避できる。
【選択図】 図2
特許請求の範囲
【請求項1】
間欠的に搬送される帯状の被加工材をプレス加工して所定形状の鉄心片を得、当該鉄心片を複数積層して積層鉄心を製造する、積層鉄心製造装置において、
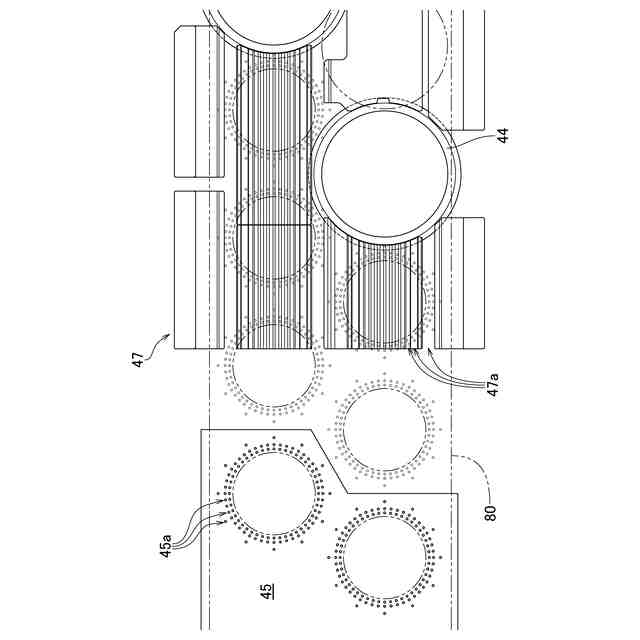
前記被加工材における前記鉄心片にあたる加工対象部位に、積層状態の前記鉄心片同士を連結するための連結手段を複数付与する付与部と、
前記被加工材から前記連結手段を付与された前記加工対象部位を打ち抜いて前記鉄心片とする打ち抜き加工部と、
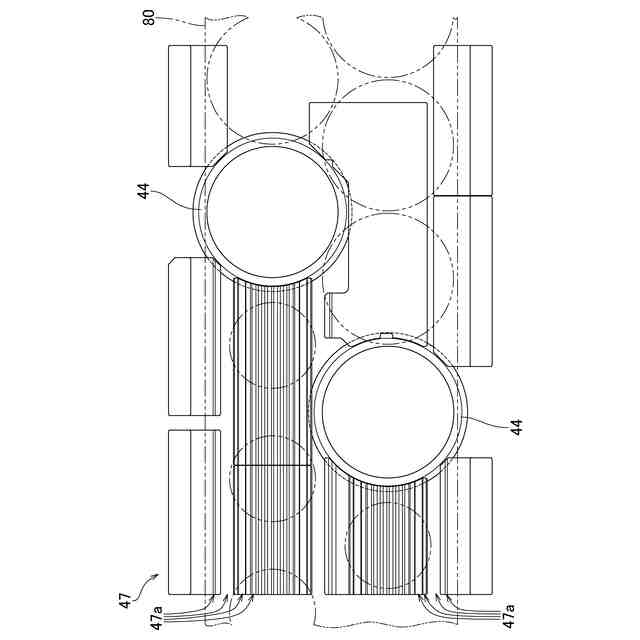
少なくとも前記付与部から前記打ち抜き加工部へ搬送される前記被加工材を下から支持する、一又は複数の板状体からなるリフタ部とを備え、
前記リフタ部が、搬送される前記被加工材における前記連結手段の位置と重なる逃げ部を、前記被加工材の搬送方向に連続させて複数設けられ、前記被加工材における前記連結手段のない位置に前記逃げ部ではない箇所で接して、前記被加工材を支持することを
特徴とする積層鉄心製造装置。
続きを表示(約 1,200 文字)
【請求項2】
前記請求項1に記載の積層鉄心製造装置において、
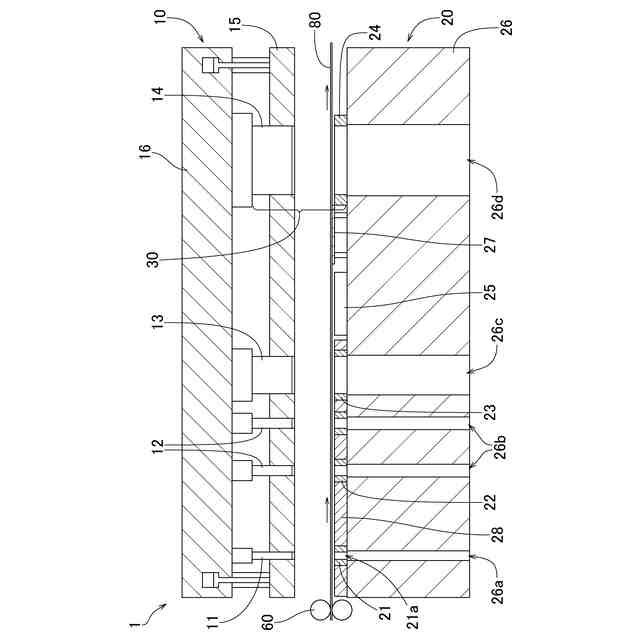
前記打ち抜き加工部が、前記被加工材に対し上側に配置されるパンチと、前記被加工材に対し下側に配置されるダイとを有し、前記パンチとダイとの間に位置させた前記被加工材の前記加工対象部位を打ち抜いて前記鉄心片を形成可能とされ、
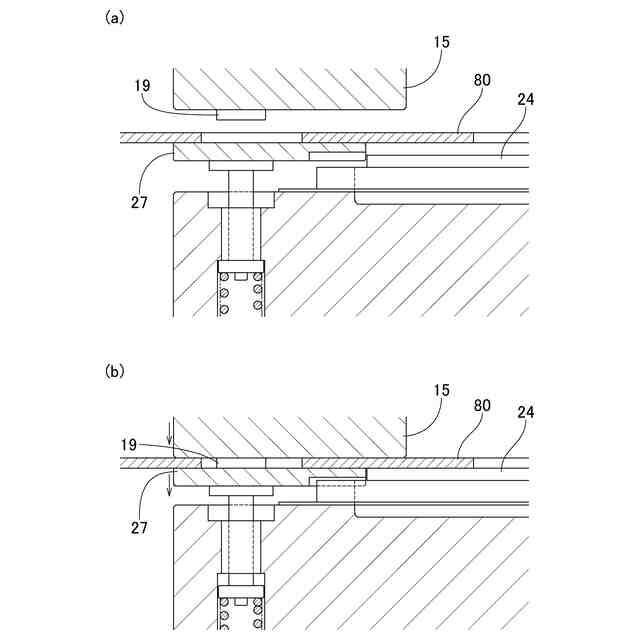
前記リフタ部が、少なくとも前記被加工材が搬送される間は、前記被加工材下面及び前記連結手段を前記ダイの上端より上側に位置させることを
特徴とする積層鉄心製造装置。
【請求項3】
前記請求項2に記載の積層鉄心製造装置において、
前記リフタ部が、外部から力を加えられていない状態では、前記被加工材下面及び前記連結手段が前記ダイの上端より上側に位置するように、前記被加工材を支持可能とされ、
前記打ち抜き加工部が、前記ダイに対し上下方向に相対移動可能とされる押さえ部を有し、前記被加工材から前記加工対象部位を打ち抜くのに合わせて、前記押さえ部で前記リフタ部を相対的に上から押し下げ、前記リフタ部で支持される前記被加工材の下面を前記ダイの上端に接触させることを
特徴とする積層鉄心製造装置。
【請求項4】
前記請求項1に記載の積層鉄心製造装置において、
前記付与部が、前記被加工材における前記加工対象部位の複数箇所に、前記連結手段としての接着剤を下から塗布する、接着剤塗布部とされることを
特徴とする積層鉄心製造装置。
【請求項5】
前記請求項1に記載の積層鉄心製造装置において、
前記リフタ部の逃げ部が、前記被加工材の搬送方向に連続する、溝、凹部、切欠き、孔、及び、前記リフタ部をなす複数の前記板状体間の隙間、のうち少なくとも一つであることを
特徴とする積層鉄心製造装置。
【請求項6】
間欠的に搬送される帯状の被加工材をプレス加工して所定形状の鉄心片を得、当該鉄心片を複数積層して積層鉄心を製造する、積層鉄心製造方法において、
前記被加工材における前記鉄心片にあたる加工対象部位に、積層状態の前記鉄心片同士を連結するための連結手段を複数付与する付与工程と、
前記被加工材から前記連結手段を付与された前記加工対象部位を打ち抜いて前記鉄心片とする打ち抜き工程とを含み、
少なくとも前記付与工程を経てから前記打ち抜き工程へ向けて搬送される前記被加工材を、一又は複数の板状体からなるリフタ部で下から支持し、
前記リフタ部が、搬送される前記被加工材における前記連結手段の位置と重なる逃げ部を、前記被加工材の搬送方向に連続させて複数設けられ、前記被加工材における前記連結手段のない位置に前記逃げ部ではない箇所で接して、前記被加工材を支持することを
特徴とする積層鉄心製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造装置とこれに適用される製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
電動機や発電機といった回転電機の固定子又は回転子において、コイルや永久磁石を配設されるコアには、積層鉄心が一般に用いられる。
こうした積層鉄心の製造は、積層鉄心をなす鉄心片をプレス加工で打ち抜き、積層する手法で行われている。
【0003】
プレス加工によって金属である被加工材から鉄心片のような複雑な形状の打ち抜きを行う場合、いわゆる順送り加工として、帯状の被加工材を送りながら複数の打ち抜き工程を金型によるプレスで進行させる加工法が一般的に用いられている。
そして、被加工材から最終的に打ち抜かれた鉄心片は積層状態とされ、積層された複数の鉄心片がかしめや接着等により一体化され、積層鉄心とされる。
【0004】
積層された鉄心片を接着で一体化する場合、あらかじめ鉄心片を打ち抜く前の段階で、金型内に設けられる接着剤塗布装置が、被加工材の鉄心片に対応する加工対象部位に接着剤を塗布するようにされる。こうして接着剤を塗布された鉄心片が打ち抜かれて積層されることで、鉄心片同士が接着一体化される仕組みであった。
こうした従来の接着による一体化を採用した積層鉄心の製造装置の一例として、特許第6843887号公報に開示されるものがある。
【先行技術文献】
【特許文献】
【0005】
特許第6843887号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の積層鉄心の製造は、前記特許文献に示されるように、被加工材の加工対象部位における複数箇所に接着剤を塗布した後、こうした加工対象部位に対する打ち抜きを実行し、得られた鉄心片を積層して接着一体化する、という手順で行われていた。
【0007】
特許文献の製造装置では、送り時にリフタピンにより被加工材(フープ材)がその幅方向の両端部を支持されて上昇し、ダイを支えるダイプレートの上面から離れた状態で移送されるようにしていた。
【0008】
一方、近年では被加工材の薄型化に伴い、被加工材が変形しやすくなっている。このため、被加工材を上昇させるために、被加工材の幅方向の両端部を支持する手法の場合、被加工材の中央が垂れ下がって、下型上面のダイプレートに対し被加工材を引き摺る状態になる危険性が高まっている。
【0009】
仮に搬送時に下型上面のダイプレートに対し被加工材を引き摺る状態になると、被加工材に塗布した接着剤がダイプレートに付くおそれがある。
こうした状態では、被加工材に付着する接着剤の量が不足し、被加工材から打ち抜かれた鉄心片の積層一体化が適切に行えなくなる事態が生じやすい。また、ダイプレート表面に接着剤が付着、残留して、被加工材の搬送と加工に悪影響を及ぼすことにも繋がる。
【0010】
本発明の開示は、前記課題を解消するためになされるものである。本開示は、接着剤等の連結手段を付与された被加工材に対し、被加工材の連結手段非付与部位に接するリフタ部で支持を実行して、被加工材の加工及び搬送を進行させる、積層鉄心製造装置及び積層鉄心製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
18日前
株式会社プロテリアル
鍛造装置
2か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社オプトン
曲げ加工装置
22日前
株式会社不二越
NC転造盤
22日前
株式会社不二越
NC転造盤
3か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
17日前
株式会社不二越
転造加工用平ダイス
3日前
加藤軽金属工業株式会社
押出材の加工装置
28日前
株式会社吉野機械製作所
プレス機械
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
9日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
株式会社エナテック
製品分離システム
17日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
23日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
21日前
トックス プレソテクニック株式会社
接合装置
16日前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社IKS
滑り止め構造
1か月前
個人
日本刀の製造方法
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
28日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
28日前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
フタバ産業株式会社
パイプの製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































