TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022421
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023126969
出願日
2023-08-03
発明の名称
板金加工方法及び板金加工用金型
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
28/10 20060101AFI20250206BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製品の残材への潜り込み及び乗り上げを防止するための突出部を上向きと下向きとに独立して形成する場合に、加工回数が多く加工時間が長くなる、ということがない板金加工方法を提供する。
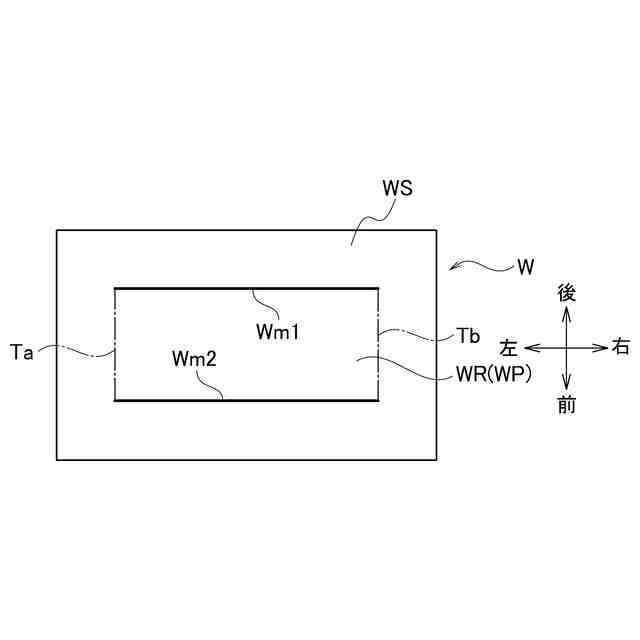
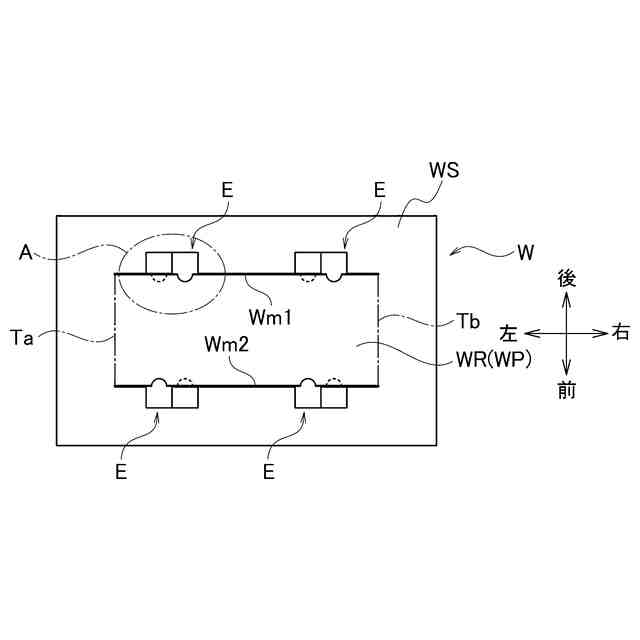
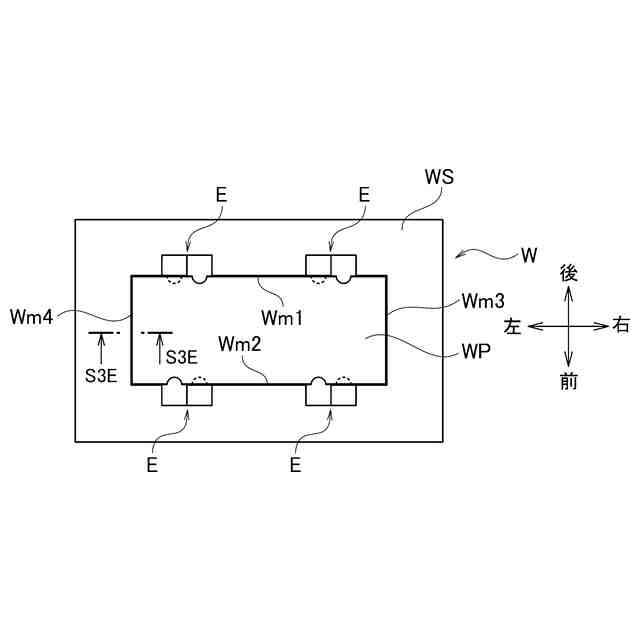
【解決手段】板金加工方法は、板金(W)から切り出す製品(WP)の輪郭を一部を残して切断してスリット(Wm1,Wm2)とし、一部で残材(WS)と連結した製品中間体(WR)を形成する切断工程と、残材(WS)におけるスリット(Wm1,Wm2)の縁部に、下方に突出する第1突出部(E1)と上方に突出する第2突出部(E2)とを有する突出部(E)を形成する突出部形成工程と、一部を切断して製品中間体(WR)を製品(WP)として残材(WS)から切り出す製品分離工程と、を備えている。
【選択図】図2C
特許請求の範囲
【請求項1】
板金から切り出す製品の輪郭を一部を残して切断してスリットとし、前記一部で残材と連結した製品中間体を形成する切断工程と、
前記残材における前記スリットの縁部に、下方に突出する第1突出部と上方に突出する第2突出部とを有する突出部を形成する突出部形成工程と、
前記一部を切断して前記製品中間体を製品として前記残材から切り出す製品分離工程と、
を備えた板金加工方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第1突出部と前記第2突出部とを、境界部をせん断させて隣接形成する請求項1記載の板金加工方法。
【請求項3】
前記第1突出部と前記第2突出部とを、傾斜した連結部で連結して形成する請求項1記載の板金加工方法。
【請求項4】
前記突出部形成工程で、前記第1突出部において前記製品中間体の下面に潜り込むよう延出する突起部及び前記第2突出部において前記製品中間体の上面を覆うよう延出する突起部の少なくとも一方を形成する請求項1~3のいずれか1項に記載の板金加工方法。
【請求項5】
前記突出部形成工程で、前記第1突出部に前記製品中間体の下面に潜り込むよう延出する突起部を形成し、前記第2突出部に前記製品中間体の上面を覆うよう延出する突起部を形成し、前記輪郭が矩形の場合に、前記突出部を前記輪郭の対向する一対のスリットそれぞれの縁部にのみ形成する請求項1~3のいずれか1項に記載の板金加工方法。
【請求項6】
ダイエジェクタと前記ダイエジェクタに対し相対的に上下動するチップ部とを有するダイと、パンチ押さえ部材と前記パンチ押さえ部材に対し独立して相対的に上下動するパンチ受け部材及びパンチチップとを有し前記ダイの上方において上下動するように配置されたパンチとを備え、
前記ダイエジェクタは、上下方向に離隔した前記ダイと前記パンチとの間に配置された板金のワークを下方から支持し、
前記パンチを第1位置まで下降させることで、前記パンチ押さえ部材が前記ワークを下方に押して前記ダイエジェクタが下がる一方、前記チップ部が相対的に上方移動し、前記ワークの第1の範囲を前記パンチ受け部材とで挟み上向きに突き上げて上方に突出した上向き突出部を形成し、
前記パンチを前記第1位置で維持した状態で前記パンチ押さえ部材に対し前記パンチチップを下方へ相対的に移動させることで、前記ワークの第2の範囲を下向きに突き下げて下方に突出した下向き突出部を形成するよう構成されている板金加工用金型。
【請求項7】
前記パンチ受け部材と前記パンチチップとは、隙間なく第1の方向に並設配置されている請求項6記載の板金加工用金型。
【請求項8】
前記下向き突出部を形成する際に前記下向き突出部をコイニングして前記第1の方向と直交する水平の第2の方向に延出する突起部を形成する第1コイニング部、及び前記上向き突出部を形成する際に前記上向き突出部をコイニングして前記第2の方向に延出する突起部を形成する第2コイニング部の少なくとも一方を有する請求項7記載の板金加工用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板金加工方法及び板金加工用金型に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
板金に対しパンチ加工とレーザ加工との両方の加工を行う複合加工機が知られている。特許文献1には、この複合加工機を用い、板金から切り出した製品の一部が、残材の下側に潜り込むこと及び上側に乗り上げることを防止する突出部を、それぞれ下側及び上側に突出するよう形成する加工方法が記載されている。
【0003】
特許文献1に記載された加工方法は、残材における切断面を含む端部に、製品に対し上向きの突出部と下向きの突出部とを、ランスなどによって独立して形成する。
【先行技術文献】
【特許文献】
【0004】
特許第7084829号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載された加工方法のような、製品に対し、突出部を上向きと下向きとに独立して形成する方法は、加工回数が多く加工時間が長くなる、という点で改善の余地がある。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の第1の一態様は次の構成を有する。すなわち、板金から切り出す製品の輪郭を一部を残して切断してスリットとし、前記一部で残材と連結した製品中間体を形成する切断工程と、前記残材における前記スリットの縁部に、下方に突出する第1突出部と上方に突出する第2突出部とを有する突出部を形成する突出部形成工程と、前記一部を切断して前記製品中間体を製品として前記残材から切り出す製品分離工程と、を備えた板金加工方法である。また、本発明の第2の一態様は次の構成を有する。すなわち、ダイエジェクタと前記ダイエジェクタに対し相対的に上下動するチップ部とを有するダイと、パンチ押さえ部材と前記パンチ押さえ部材に対し独立して相対的に上下動するパンチ受け部材及びパンチチップとを有し前記ダイの上方において上下動するように配置されたパンチとを備え、前記ダイエジェクタは、上下方向に離隔した前記ダイと前記パンチとの間に配置された板金のワークを下方から支持し、前記パンチを第1位置まで下降させることで、前記パンチ押さえ部材が前記ワークを下方に押して前記ダイエジェクタが下がる一方、前記チップ部が相対的に上方移動し、前記ワークの第1の範囲を前記パンチ受け部材とで挟み上向きに突き上げて上方に突出した上向き突出部を形成し、前記パンチを前記第1位置で維持した状態で前記パンチ押さえ部材に対し前記パンチチップを下方へ相対的に移動させることで、前記ワークの第2の範囲を下向きに突き下げて下方に突出した下向き突出部を形成するよう構成されている板金加工用金型である。
【発明の効果】
【0007】
本発明の一態様によれば、板金から切り出した製品の残材への潜り込みを防止する突出部と乗り上げを防止する突出部とを形成する場合に、加工回数が少なく加工時間が短縮される、という効果が得られる。
【図面の簡単な説明】
【0008】
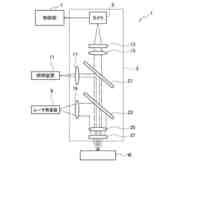
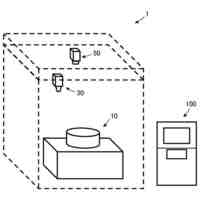
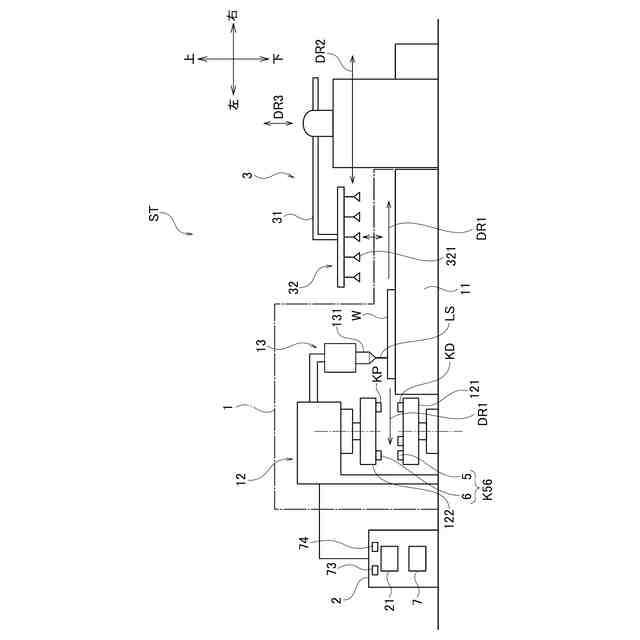
図1Aは、本発明の板金加工方法の一態様を実行する板金加工システムSTを示す図である。
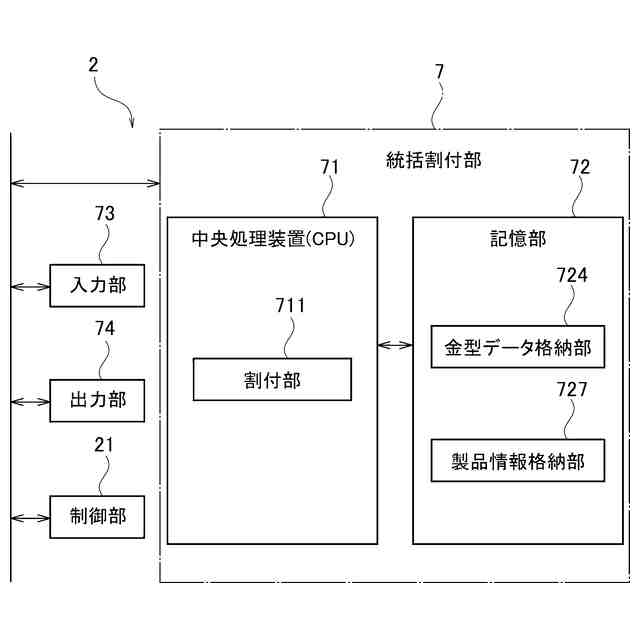
図1Bは、板金加工システムSTが備える制御装置2のブロック図である。
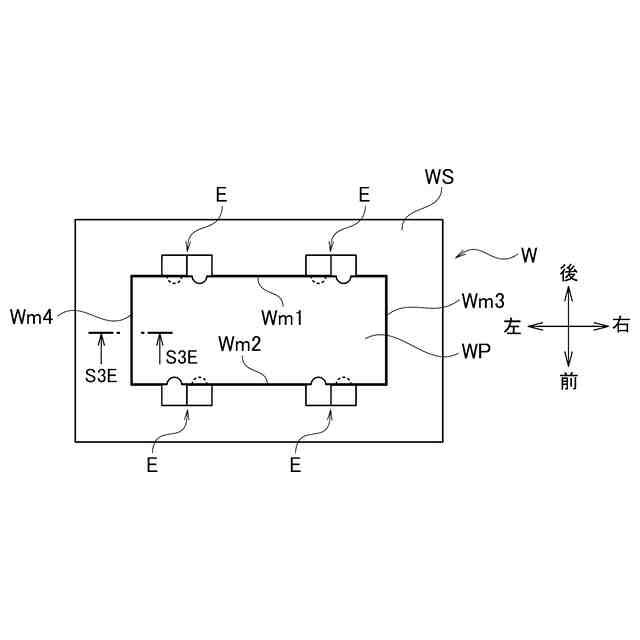
図2Aは、板金加工システムSTによってワークWから製品WPを得る加工方法の第1工程終了時の状態を示す図である。
図2Bは第2工程終了時の状態を示す図である。
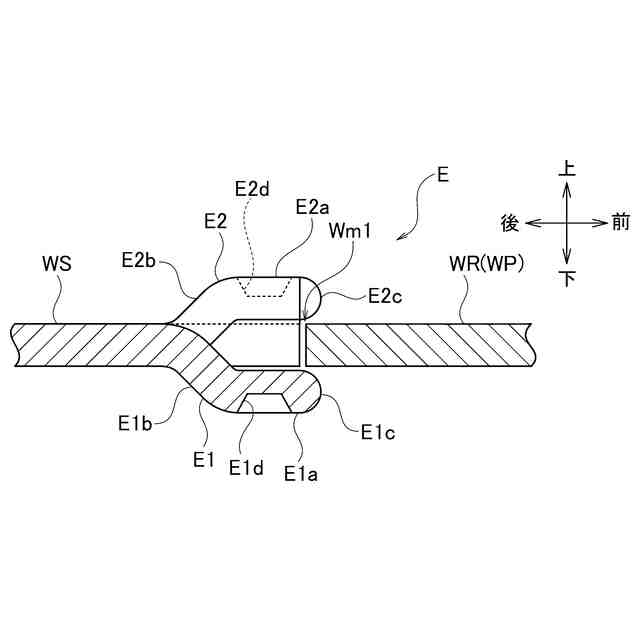
図2Cは第3工程終了時の状態を示す図である。
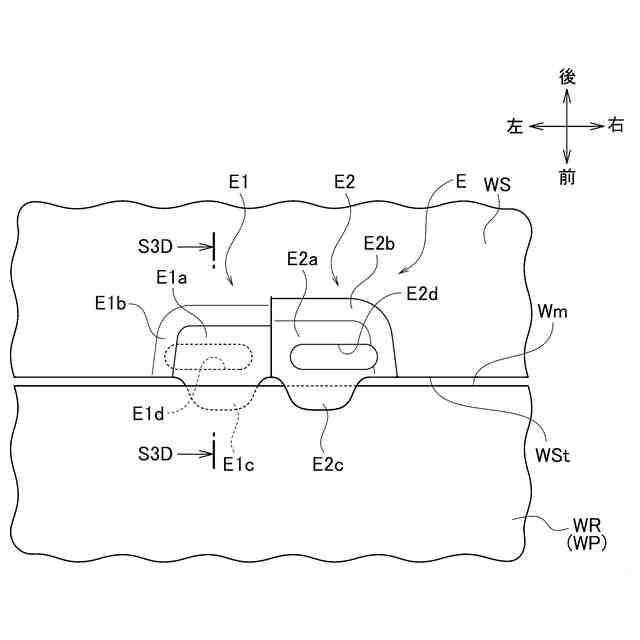
図3Aは、図2BにおけるA部拡大図である。
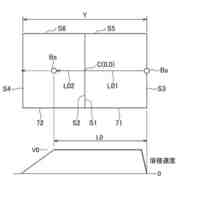
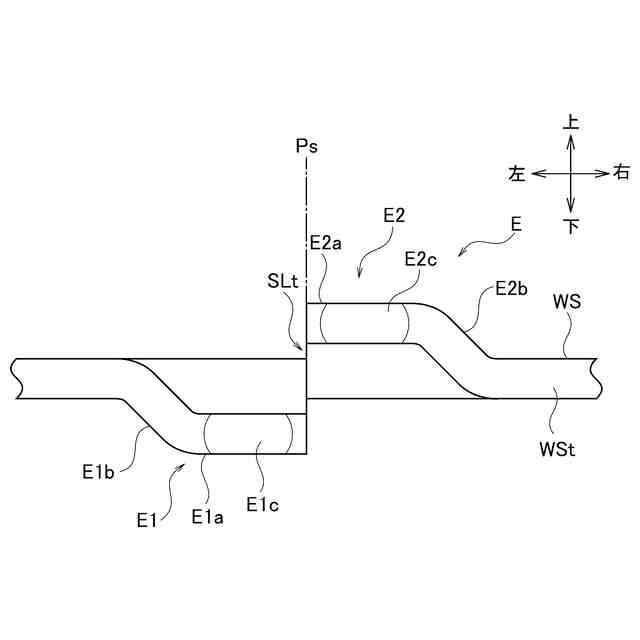
図3Bは、第2工程で形成する突出部Eの前面図である。
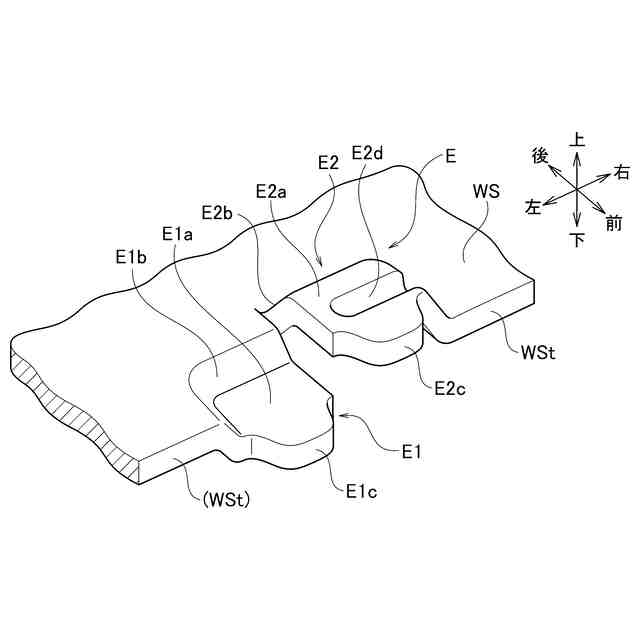
図3Cは、突出部Eの斜視図である。
図3Dは、図3AのS3D-S3D位置での断面図である。
図3Eは、図2CのS3E-S3E位置での断面図である。
図4Aは、本発明の板金加工用金型の一態様である突出部形成金型K56を構成する突出部形成ダイ5を示す斜視図である。
図4Bは、突出部形成ダイ5の部分拡大平面図である。
図5Aは、突出部形成金型K56を構成する突出部形成パンチ6の下部を示す斜視図である。
図5Bは、突出部形成パンチ6の部分下面図である。
図6Aは、突出部形成金型K56を用いてワークWに突出部Eを形成する第1形成工程を説明するための縦断面図である。
図6Bは、第2形成工程を説明するための縦断面図である。
図6Cは、第3形成工程を説明するための縦断面図である。
図6Dは、第4形成工程を説明するための縦断面図である。
図6Eは、図6Dにおける第1突出部E1近傍の拡大図である。
図7は、突出部Eの変形例である突出部EAを示す前面図である。
【発明を実施するための形態】
【0009】
本発明の実施の形態に係る板金加工用金型及び板金加工方法について、板金加工システムSTが実行する板金加工により図1~図6Eを参照して説明する。
【0010】
図1Aは、本発明の板金加工方法の一態様を実行する板金加工システムSTを示す図である。図1Bは、板金加工システムSTが備える制御装置2のブロック図である。図2Aは、板金加工システムSTによってワークWから製品WPを得る加工方法の第1工程終了時の状態を示す図である。図2Bは第2工程終了時の状態を示す図である。図2Cは第3工程終了時の状態を示す図である。図3Aは、図2BにおけるA部拡大図である。図3Bは、第2工程で形成する突出部Eの前面図である。図3Cは、突出部Eの斜視図である。図3Dは、図3AのS3D-S3D位置での断面図である。図3Eは、図2CのS3E-S3E位置での断面図である。図4Aは、本発明の板金加工用金型の一態様である突出部形成金型K56を構成する突出部形成ダイ5を示す斜視図である。図4Bは、突出部形成ダイ5の部分拡大平面図である。図5Aは、突出部形成金型K56を構成する突出部形成パンチ6の下部を示す斜視図である。図5Bは、突出部形成パンチ6の部分下面図である。図6Aは、突出部形成金型K56を用いてワークWに突出部Eを形成する第1形成工程を説明するための縦断面図である。図6Bは、第2形成工程を説明するための縦断面図である。図6Cは、第3形成工程を説明するための縦断面図である。図6Dは、第4形成工程を説明するための縦断面図である。図6Eは、図6Dにおける第1突出部E1近傍の拡大図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
搬送物ステーション
3日前
株式会社アマダ
レーザ溶接機及び平角線のレーザ溶接方法
13日前
株式会社アマダ
レーザ加工機及び保護ガラスの汚れ検出方法
13日前
株式会社アマダ
金属板材の曲げ加工方法、及び、金属板材の曲げ加工品
18日前
株式会社アマダ
溶接位置特定システム、溶接位置特定方法及び溶接位置特定プログラム
12日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社トラバース
パンチング加工装置
4日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社TMEIC
監視装置
10日前
株式会社アマダ
曲げ加工機
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
26日前
株式会社エナテック
製品分離システム
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
19日前
トックス プレソテクニック株式会社
接合装置
1か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ