TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062184
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171073
出願日
2023-10-02
発明の名称
レーザ溶接機及び平角線のレーザ溶接方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/21 20140101AFI20250407BHJP(工作機械;他に分類されない金属加工)
要約
【課題】平角線の角部が残らず、溶融部が過度に膨らむことなく、溶融部が偏ることなく一対の平角線を溶接することができるレーザ溶接機を提供する。
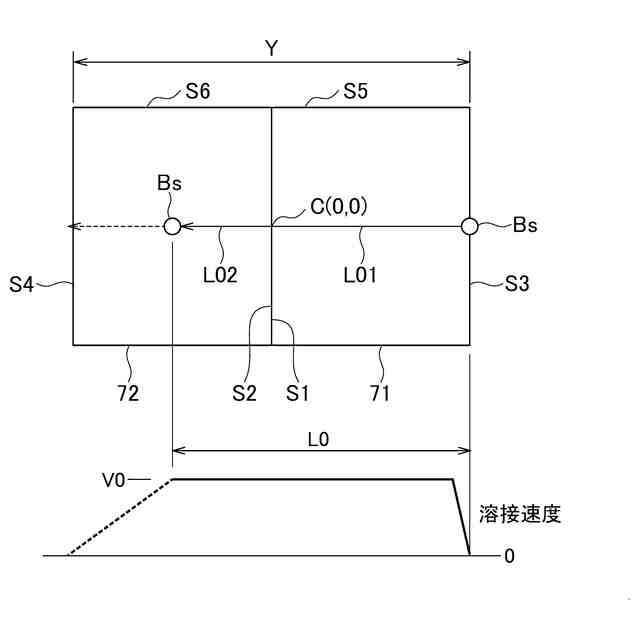
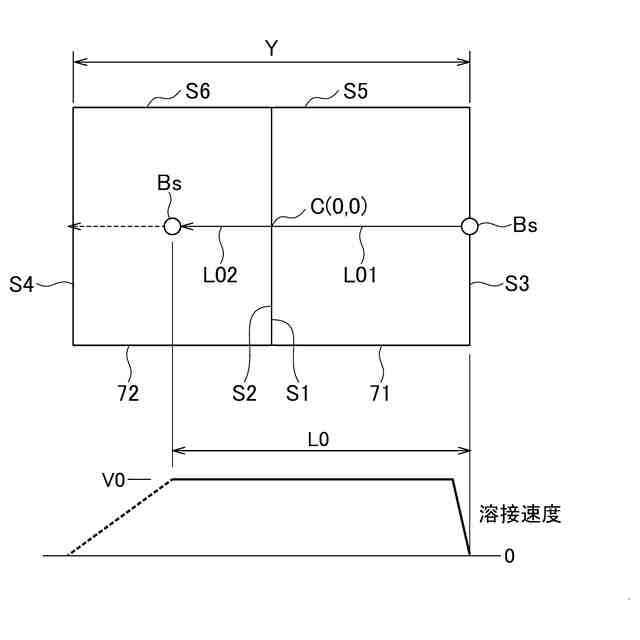
【解決手段】平角線71及び72の辺S1及びS2間のギャップ量が0であれば、レーザ溶接機は、辺S3の中央部をレーザビームの照射開始位置とし、レーザビームを基準溶接速度V0で基準加工距離L0だけ平角線71及び72の各先端面に照射して平角線71及び72を溶接する。ギャップ量が0を超え、第1のギャップ量までの第1の範囲であれば、辺S3の中央部からギャップ量の1/2の距離だけ平角線72側にオフセットさせた位置をレーザビームの照射開始位置とし、レーザビームを基準溶接速度V0で基準加工距離L0だけ平角線71及び72の各先端面に照射して平角線71及び72を溶接する。
【選択図】図8
特許請求の範囲
【請求項1】
互いに隣接させた溶接対象の第1及び第2の平角線の各先端面における互いに対向する前記第1の平角線の第1の辺と前記第2の平角線の第2の辺との間のギャップ量を測定するセンサと、
前記第1及び第2の平角線を溶接するよう前記第1及び第2の平角線に照射されるレーザビームの照射位置及び前記レーザビームの移動を制御する制御装置と、
を備え、
前記制御装置は、
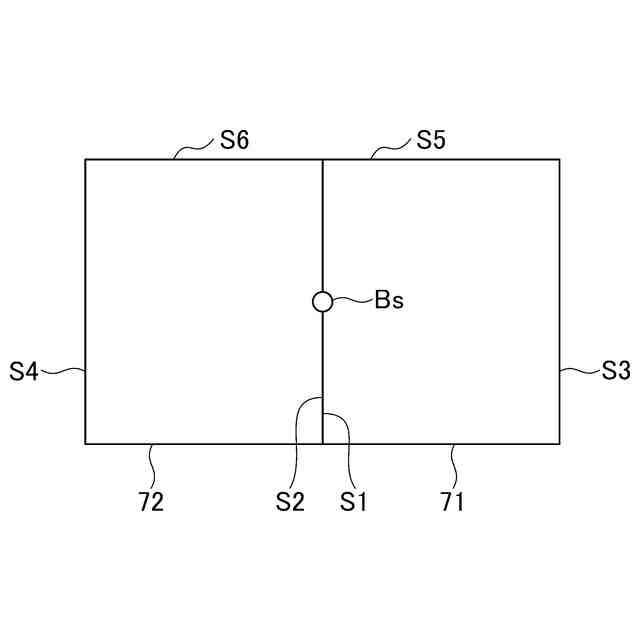
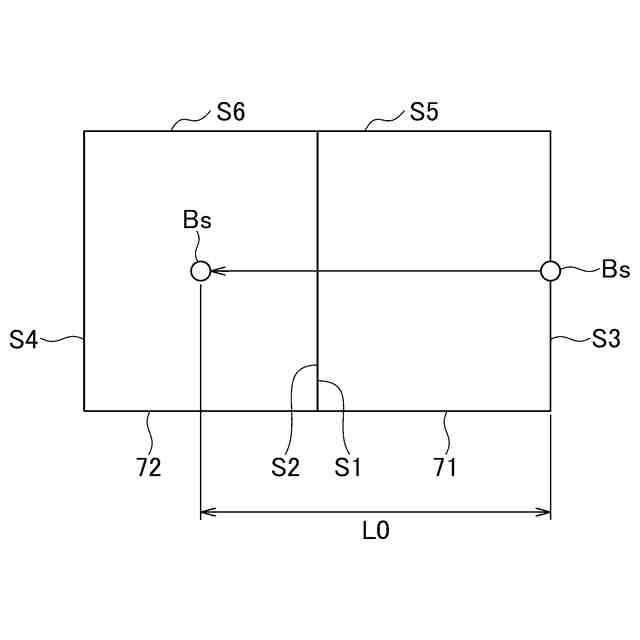
前記センサで測定された前記ギャップ量が0であれば、前記第1の平角線の前記先端面における前記第1の辺とは反対側の第3の辺の中央部を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記第2の平角線の前記先端面における中間部に至るまでの基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が0を超え、第1のギャップ量までの第1の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が前記第1のギャップ量を超えて第2のギャップ量までの第2の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量と0を超える所定の第2のオフセット量とを加算した距離だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が前記第2のギャップ量を超える第3の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度より速い溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離より長い加工距離だけ移動させて前記第1及び第2の平角線を溶接するよう制御する
レーザ溶接機。
続きを表示(約 1,600 文字)
【請求項2】
前記レーザビームを射出するレーザ発振器と、
前記レーザ発振器が射出する前記レーザビームを前記第1及び第2の平角線に照射する加工ヘッドと、
前記加工ヘッドを移動させる移動機構と、
をさらに備え、
前記制御装置は、
前記レーザ発振器を前記レーザビームを射出しない状態に制御し、前記加工ヘッドが前記レーザビームを前記照射開始位置に照射する位置に前記加工ヘッドを位置させて停止させるよう前記移動機構を制御し、
前記レーザ発振器を前記レーザビームを射出する状態に制御するのと同時に、前記レーザビームを前記移動方向に沿って移動させるよう前記移動機構を制御する
請求項1に記載のレーザ溶接機。
【請求項3】
互いに隣接させた溶接対象の第1及び第2の平角線の各先端面における互いに対向する前記第1の平角線の第1の辺と前記第2の平角線の第2の辺との間のギャップ量をセンサによって測定し、
前記センサで測定された前記ギャップ量が0であれば、前記第1の平角線の前記先端面における前記第1の辺とは反対側の第3の辺の中央部をレーザビームの照射開始位置とし、前記レーザビームの移動速度を基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記第2の平角線の前記先端面における中間部に至るまでの基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が0を超え、第1のギャップ量までの第1の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が前記第1のギャップ量を超えて第2のギャップ量までの第2の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量と0を超える所定の第2のオフセット量とを加算した距離だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、
前記センサで測定された前記ギャップ量が前記第2のギャップ量を超える第3の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度より速い溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離より長い加工距離だけ移動させて前記第1及び第2の平角線を溶接する
平角線のレーザ溶接方法。
【請求項4】
レーザ発振器を前記レーザビームを射出しない状態に制御し、かつ、加工ヘッドを、前記加工ヘッドが前記レーザビームを前記照射開始位置に照射する位置に位置させて停止させ、
前記レーザ発振器を前記レーザビームを射出する状態に制御するのと同時に、前記加工ヘッドの移動を開始させて前記レーザビームを前記移動方向に沿って移動させる
請求項3に記載の平角線のレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ溶接機及び平角線のレーザ溶接方法に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
電気自動車またはハイブリッド車に用いられるモータにおいては、コアに装着された複数のU字状に曲げられたセグメントコイルの径方向に隣接したセグメントコイルの両端部がレーザ溶接機によって溶接される(特許文献1または2参照)。径方向に隣接したセグメントコイルの両端部は一対の平角線である。
【先行技術文献】
【特許文献】
【0003】
特開2018-20340号公報
国際公開第2019/159737号
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザ溶接機によって一対の平角線を溶接したとき、平角線の角部(エッジ)が残っていたり、一対の平角線の端部が溶融されて形成される溶融部が過度に膨らんだりすると、溶接不良となる。前者の溶接不良は端部の金属の溶融不足が原因であり、後者の溶接不良は端部の金属の溶融過多が原因である。また、溶融部が一対の平角線のうちの一方に偏った場合も溶接不良となる。溶接された一対の平角線に溶接不良があると、端部に装着すべきエンドキャップを装着することができないため、モータは不良品となる。
【0005】
平角線の角部が残らず、溶融部が過度に膨らむことなく、溶融部が一対の平角線のうちの一方に偏ることなく一対の平角線を溶接することができるレーザ溶接機及び平角線のレーザ溶接方法の登場が望まれている。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の第1の態様は、互いに隣接させた溶接対象の第1及び第2の平角線の各先端面における互いに対向する前記第1の平角線の第1の辺と前記第2の平角線の第2の辺との間のギャップ量を測定するセンサと、前記第1及び第2の平角線を溶接するよう前記第1及び第2の平角線に照射されるレーザビームの照射位置及び前記レーザビームの移動を制御する制御装置とを備え、前記制御装置は、前記センサで測定された前記ギャップ量が0であれば、前記第1の平角線の前記先端面における前記第1の辺とは反対側の第3の辺の中央部を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記第2の平角線の前記先端面における中間部に至るまでの基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が0を超え、第1のギャップ量までの第1の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が前記第1のギャップ量を超えて第2のギャップ量までの第2の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量と0を超える所定の第2のオフセット量とを加算した距離だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が前記第2のギャップ量を超える第3の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度より速い溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離より長い加工距離だけ移動させて前記第1及び第2の平角線を溶接するよう制御するレーザ溶接機を提供する。
【0007】
1またはそれ以上の実施形態の第2の態様は、互いに隣接させた溶接対象の第1及び第2の平角線の各先端面における互いに対向する前記第1の平角線の第1の辺と前記第2の平角線の第2の辺との間のギャップ量をセンサによって測定し、前記センサで測定された前記ギャップ量が0であれば、前記第1の平角線の前記先端面における前記第1の辺とは反対側の第3の辺の中央部をレーザビームの照射開始位置とし、前記レーザビームの移動速度を基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記第2の平角線の前記先端面における中間部に至るまでの基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が0を超え、第1のギャップ量までの第1の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が前記第1のギャップ量を超えて第2のギャップ量までの第2の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量と0を超える所定の第2のオフセット量とを加算した距離だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離だけ移動させて前記第1及び第2の平角線を溶接し、前記センサで測定された前記ギャップ量が前記第2のギャップ量を超える第3の範囲であれば、前記第3の辺の中央部から前記ギャップ量の1/2の距離である第1のオフセット量だけ前記第2の平角線側にオフセットさせた位置を前記レーザビームの照射開始位置とし、前記レーザビームの移動速度を前記基準溶接速度より速い溶接速度に設定して、前記レーザビームを、前記照射開始位置から前記第1及び第3の辺と直交する移動方向に沿って前記基準加工距離より長い加工距離だけ移動させて前記第1及び第2の平角線を溶接する平角線のレーザ溶接方法を提供する。
【発明の効果】
【0008】
1またはそれ以上の実施形態に係るレーザ加工機及び平角線のレーザ溶接方法によれば、平角線のエッジが残らず、溶融部が過度に膨らむことなく、溶融部が一対の平角線のうちの一方に偏ることなく一対の平角線を溶接することができる。
【図面の簡単な説明】
【0009】
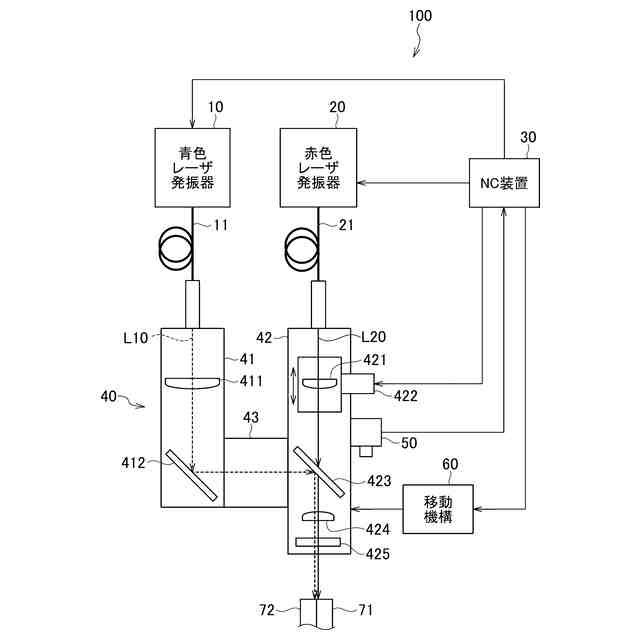
図1は、1またはそれ以上の実施形態に係るレーザ加工機を示す図である。
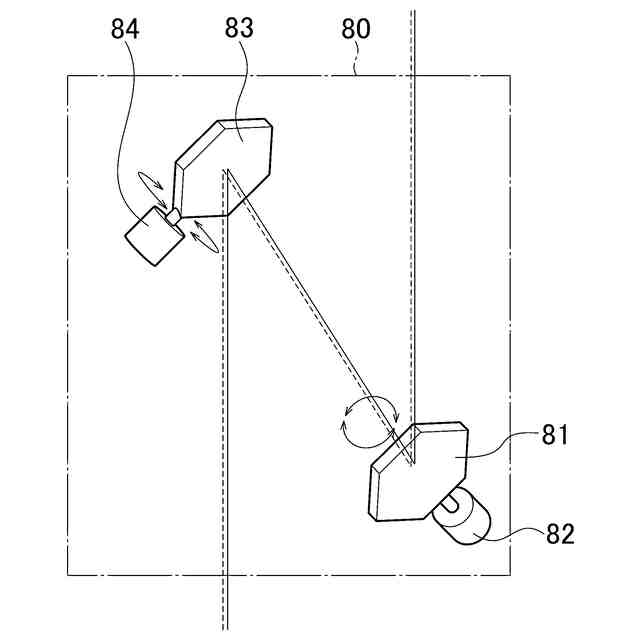
図2は、1またはそれ以上の実施形態に係るレーザ加工機が備えることがあるガルバノスキャナを示す斜視図である。
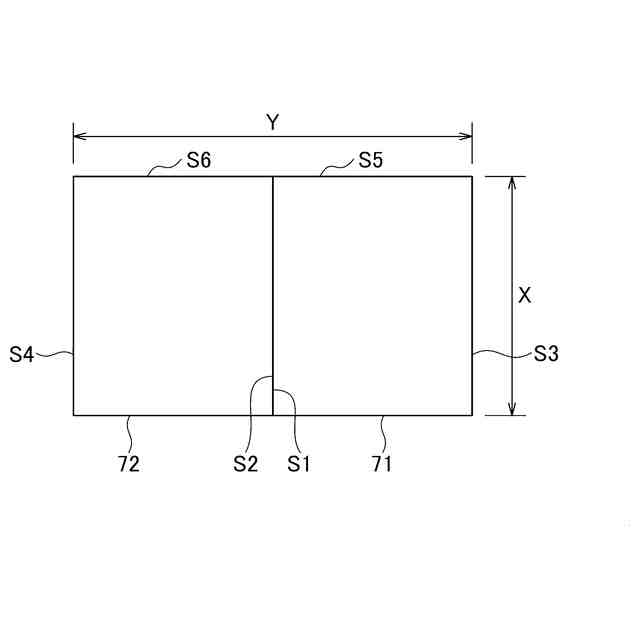
図3は、互いに接触している一対の平角線を示す平面図である。
図4は、互いに離隔している一対の平角線を示す平面図である。
図5は、1またはそれ以上の実施形態に係る平角線のレーザ溶接方法と比較される第1の比較例を示す図である。
図6は、1またはそれ以上の実施形態に係る平角線のレーザ溶接方法と比較される第2の比較例を示す図である。
図7は、1またはそれ以上の実施形態に係る平角線のレーザ溶接方法と比較される第3の比較例を示す図である。
図8は、1またはそれ以上の実施形態に係る平角線のレーザ溶接方法を示す図である。
図9Aは、エッジ残りの溶接不良を示す側面図である。
図9Bは、溶融部の溶融幅が広くなりすぎている溶接不良を示す側面図である。
図9Cは、溶融部が偏っている溶接不良を示す側面図である。
図10は、一対の平角線のギャップ量が0mmを超え、第1のギャップ量までの第1の範囲であるときの好ましいオフセット量を示す図である。
図11は、一対の平角線のギャップ量が第1のギャップ量を超え、第2のギャップ量までの第2の範囲であるときの好ましいオフセット量を示す図である。
図12は、一対の平角線を溶接するときの溶接条件及び溶接結果をまとめて示す図である。
図13は、1またはそれ以上の実施形態に係るレーザ加工機の動作、及び1またはそれ以上の実施形態に係る平角線のレーザ溶接方法を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、1またはそれ以上の実施形態に係るレーザ溶接機及び平角線のレーザ溶接方法について、添付図面を参照して説明する。まず、図1を用いて、1またはそれ以上の実施形態に係るレーザ加工機100の全体的な構成例を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
5日前
株式会社アマダ
板金の溶接方法、加工プログラムの作成方法及び加工プログラム作成装置
16日前
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
株式会社不二越
ドリル
24日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社トヨコー
被膜除去方法
12日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
11日前
村田機械株式会社
レーザ加工機
11日前
株式会社FUJI
チャック装置
2か月前
トヨタ自動車株式会社
接合方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社コスメック
クランプ装置
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
日東精工株式会社
はんだこて先の製造方法
26日前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
オーエスジー株式会社
ドリル
2か月前
トヨタ自動車株式会社
レーザ加工機
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































