TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025057105
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023166772
出願日
2023-09-28
発明の名称
金属板材の曲げ加工方法、及び、金属板材の曲げ加工品
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/01 20060101AFI20250402BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】所定の曲げ角度を実現すると共に、その曲げ角度を維持することのできる、金属板材の曲げ加工方法を提供する。
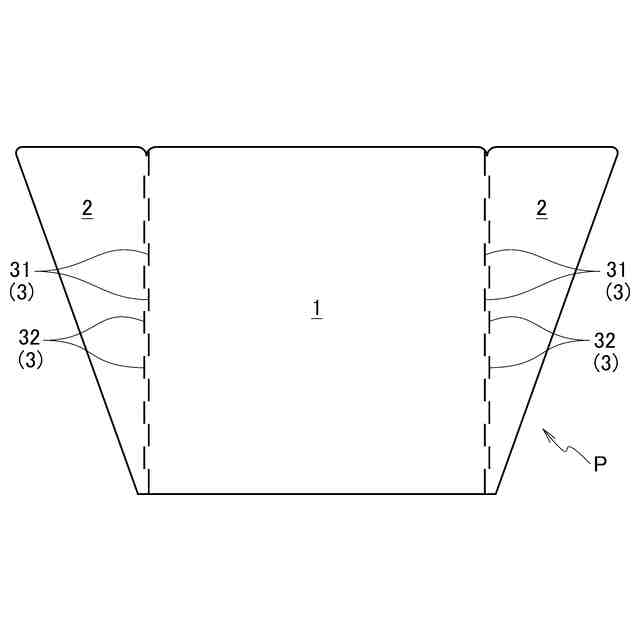
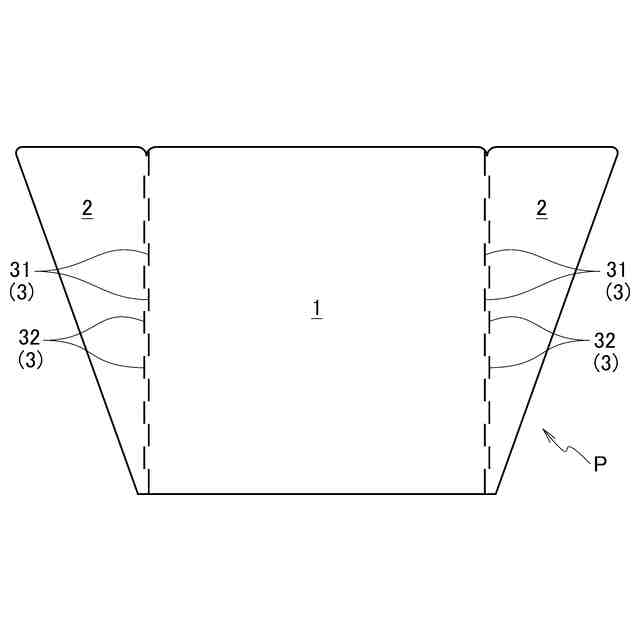
【解決手段】金属板材の曲げ加工方法では、曲げ加工線(BL)の両側に交互に曲げ加工線に平行なスリット(3)を形成する第一工程と、曲げ加工線に沿って金属板材(P)を折り曲げる第二工程とを備えている。第一工程において、曲げ加工線の一側の第一板部(1)上の第一スリット(31)に対応する第一スリット形成範囲(S1)と、他側の第二板部(2)上の第二スリット(32)に対応する第二スリット形成範囲(S2)とを曲げ加工線上で重複させずにスリットが形成される。第二工程において、第一スリットの曲げ加工線とは反対側の切断面が第二板部の曲げ内側の第二内面と面接触され、第二スリットの曲げ加工線とは反対側の切断面が第一板部の曲げ内側の第一内面と面接触されるように、金属板材が折り曲げられる。
【選択図】図3
特許請求の範囲
【請求項1】
金属板材の曲げ加工線の両側に交互に前記曲げ加工線に平行なスリットを形成する第一工程と、
前記金属板材を前記曲げ加工線に沿って折り曲げる第二工程と、を備えており、
前記金属板材の前記曲げ加工線の一側の部分を第一板部とすると共に、他側の部分を第二板部とし、かつ、前記スリットのうちの前記第一板部に断続的に形成される複数のスリットを第一スリットとすると共に、前記スリットのうちの前記第二板部に断続的に形成される複数のスリットを第二スリットとした場合に、
前記第一工程において、前記第一スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に重ねることで形成される範囲である第一スリット形成範囲と、前記第二スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に重ねることで形成される範囲である第二スリット形成範囲と、を前記曲げ加工線上で重複させずに前記スリットを形成し、
前記第二工程において、前記第一スリットの前記曲げ加工線とは反対側の切断面を前記第二板部の曲げ内側の第二内面と面接触させると共に、前記第二スリットの前記曲げ加工線とは反対側の切断面を前記第一板部の前記曲げ内側の第一内面と面接触させるように、前記金属板材を折り曲げる、前記金属板材の曲げ加工方法。
続きを表示(約 730 文字)
【請求項2】
前記第二工程の後に、前記第一内面と前記第二内面とが交わる内側角部を、前記曲げ加工線に対して平行に断続的又は連続的にレーザー溶接する第三工程をさらに備えている、請求項1に記載の金属板材の曲げ加工方法。
【請求項3】
前記第二工程において、プレスブレーキを用いて前記金属板材を前記曲げ加工線に沿って折り曲げる、請求項1又は2に記載の金属板材の曲げ加工方法。
【請求項4】
金属板材の曲げ加工品であって、
曲げ加工線の両側に交互に前記曲げ加工線に平行なスリットが形成されており、
前記金属板材の前記曲げ加工線の一側の部分を第一板部とすると共に、他側の部分を第二板部とし、かつ、前記スリットのうちの前記第一板部に断続的に形成される複数のスリットを第一スリットとすると共に、前記スリットのうちの前記第二板部に断続的に形成される複数のスリットを第二スリットとした場合に、
前記第一スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に重ねることで形成される範囲である第一スリット形成範囲と、前記第二スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に重ねることで形成される範囲である第二スリット形成範囲と、が前記曲げ加工線上で重複しておらず、
前記第一スリットの前記曲げ加工線とは反対側の切断面が前記第二板部の曲げ内側の第二内面と面接触されていると共に、前記第二スリットの前記曲げ加工線とは反対側の切断面が前記第一板部の前記曲げ内側の第一内面と面接触されており、
前記金属板材が前記曲げ加工線と平行な外縁を有していない、金属板材の曲げ加工品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板材の曲げ加工方法、及び、金属板材の曲げ加工品に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
下記の特許文献1は金属板材の曲げ加工方法を開示している。特許文献1は従来技術として特許文献2に記載の金属板材の曲げ加工方法を説明している(特許文献1の図2、2A及び2B参照)。特許文献1及び2は、金属板材の曲げ加工線の両側に交互にスリットを形成した後に当該金属板材を曲げ加工線に沿って折り曲げる加工方法を開示している(特許文献1の図6、7及び9参照:特許文献2のfig.8~10参照)。特許文献2によれば「90度を含むどのような角度でも強固な曲げジョイントが形成される」と説明されている(特許文献2の段落[0068]参照)。しかし、この特許文献2を従来技術として説明している特許文献1によれば、特許文献2の曲げ加工方法では曲げ部分に間隙が生じると説明されている(特許文献1の段落[0009]~[0010]参照)。
【先行技術文献】
【特許文献】
【0003】
特許第4495592号公報
米国特許出願公開第2002/0184936号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の開示された発明は、上述した間隙に起因する負荷時の変形による強度低下を改善することを目的の一つとしている(特許文献1の段落[0011]及び[0010]参照)。しかし、本発明者らが特許文献1の曲げ加工方法に関しても実際に確認したところ、同様に曲げ部分に間隙が生じることを確認した。これらの間隙が形成されると、曲げ角度を正確に設定できない。また、間隙が形成されていると、曲げた後も外力によって曲げ角度が変わってしまう可能性がある。なお、このような曲げ加工線の両側に交互にスリットを形成する曲げ加工方法によらずに、二つに切断した部材を直角にレーザー溶接することで正確な接合角度を得ることも考えられる。しかし、この場合は、二つの部材のなす角度を正確に合わせて固定した状態でレーザー溶接する必要があり、手間がかかる。
【0005】
本発明の第一の目的は、所定の曲げ角度を実現すると共に、その曲げ角度を維持することのできる、金属板材の曲げ加工方法を提供することにある。本発明の第二の目的は、曲げ加工時における所定の曲げ角度の実現が容易で、かつ、その曲げ角度を維持することのできる、金属板材の曲げ加工品を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る金属板材の曲げ加工方法は、金属板材の曲げ加工線の両側に交互に前記曲げ加工線に平行なスリットを形成する第一工程と、前記金属板材を前記曲げ加工線に沿って折り曲げる第二工程とを備えている。ここで、前記金属板材の前記曲げ加工線の一側の部分を第一板部とすると共に、他側の部分を第二板部とし、かつ、前記スリットのうちの前記第一板部に断続的に形成される複数のスリットを第一スリットとすると共に、前記スリットのうちの前記第二板部に断続的に形成される複数のスリットを第二スリットとする。前記第一工程において、前記第一スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線に重ねることで形成される範囲である第一スリット形成範囲と、前記第二スリットを前記曲げ加工線へと垂直に平行移動させることで前記曲げ加工線上に形成される範囲である第二スリット形成範囲と、を前記曲げ加工線上で重複させずに前記スリットを形成する。前記第二工程において、前記第一スリットの前記曲げ加工線とは反対側の切断面を前記第二板部の曲げ内側の第二内面と面接触させると共に、前記第二スリットの前記曲げ加工線とは反対側の切断面を前記第一板部の前記曲げ内側の第一内面と面接触させるように、前記金属板材を折り曲げる。
【0007】
本発明に係る金属板材の曲げ加工品では、曲げ加工線の両側に交互に前記曲げ加工線に平行なスリットが形成されている。前記金属板材の前記曲げ加工線の一側の部分を第一板部とすると共に、他側の部分を第二板部とし、かつ、前記スリットのうちの前記第一板部に断続的に形成される複数のスリットを第一スリットとすると共に、前記スリットのうちの前記第二板部に断続的に形成される複数のスリットを第二スリットとする。前記第一スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に重ねることで形成される範囲である第一スリット形成範囲と、前記第二スリットを前記曲げ加工線へと垂直に平行移動させて前記曲げ加工線上に形成される範囲である第二スリット形成範囲と、が前記曲げ加工線上で重複していない。前記第一スリットの前記曲げ加工線とは反対側の切断面が前記第二板部の曲げ内側の第二内面と面接触されていると共に、前記第二スリットの前記曲げ加工線とは反対側の切断面が前記第一板部の前記曲げ内側の第一内面と面接触されている。そして、前記金属板材が前記曲げ加工線と平行な外縁を有していない。
【発明の効果】
【0008】
本発明に係る金属板材の曲げ加工方法によれば、所定の曲げ角度を実現すると共に、その曲げ角度を維持することができる。また、本発明に係る金属板材の曲げ加工品によれば、曲げ加工時における所定の曲げ角度の実現が容易で、かつ、その曲げ角度を維持することができる。
【図面の簡単な説明】
【0009】
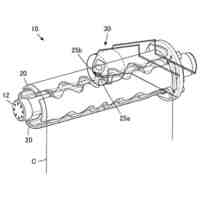
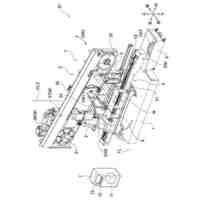
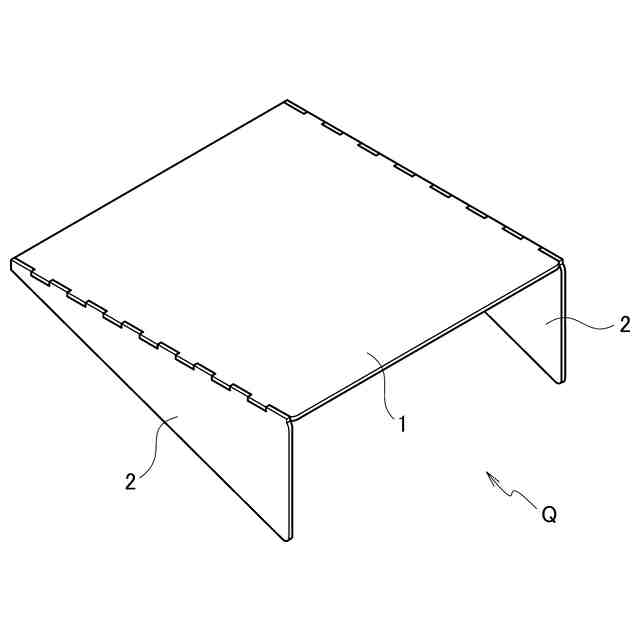
実施形態に係る金属板材の曲げ加工品の上面を示す斜視図である。
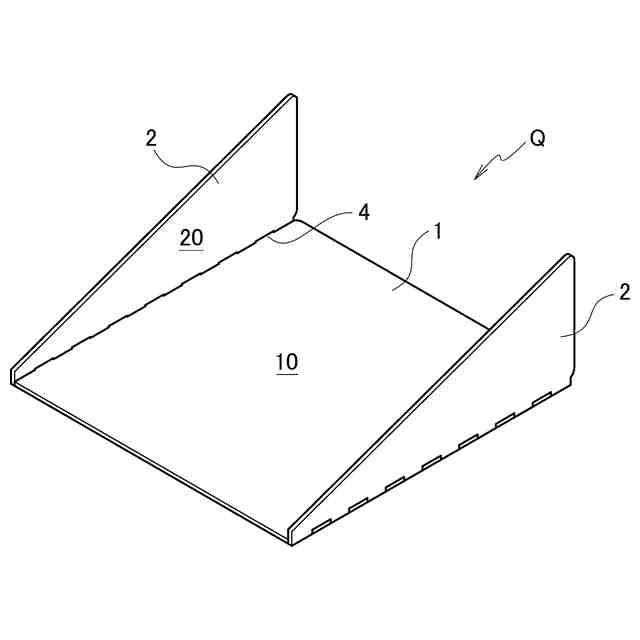
図1に示される曲げ加工品の下面を示す斜視図である。
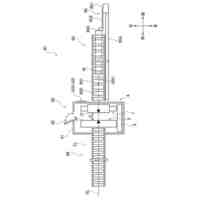
図1及び図2に示される曲げ加工品の展開図である。
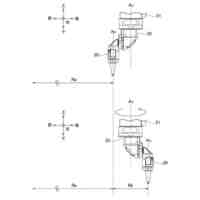
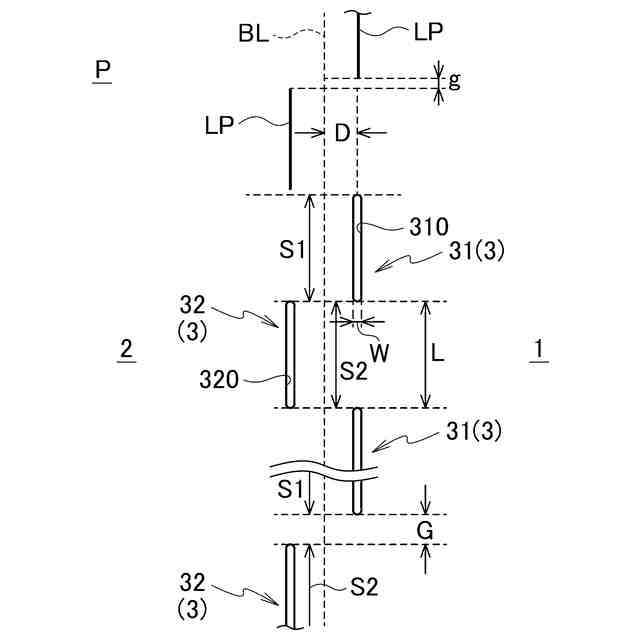
図3に示される展開図における曲げ部分の拡大平面図である。
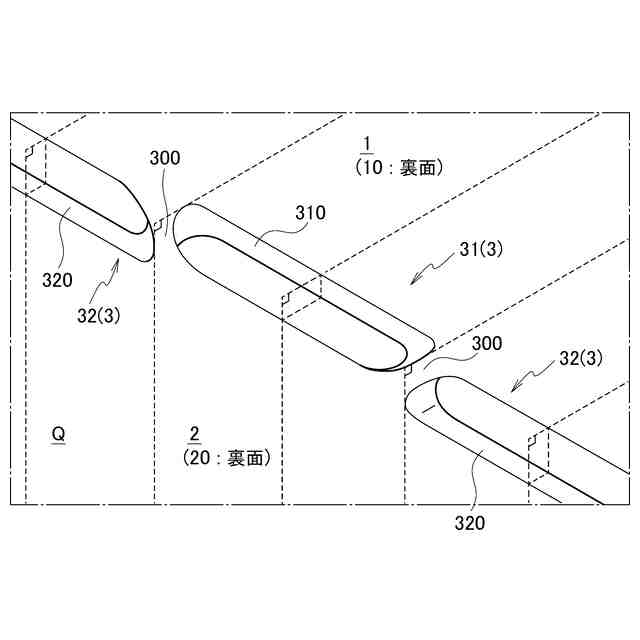
図1及び図2に示される曲げ加工品における曲げ部分の拡大斜視図である。
【発明を実施するための形態】
【0010】
実施形態に係る金属板材の曲げ加工品(以下、単に加工品と呼ぶ)について実施形態に係る曲げ加工方法(以下、単に加工方法と呼ぶ)と共に図面を参照しつつ説明する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
複合加工機
25日前
株式会社アマダ
レーザ加工機
22日前
株式会社アマダ
レーザ加工機
1か月前
株式会社アマダ
光学式倣い研削盤
24日前
株式会社アマダ
搬送物ステーション
1か月前
株式会社アマダ
アンコイラ及びマンドレル
16日前
株式会社アマダ
帯鋸盤の切粉処理方法及び帯鋸盤
25日前
株式会社アマダ
リングビーム整形素子及びレーザ加工機
1か月前
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
4日前
株式会社アマダ
溶接位置特定システム、溶接位置特定方法及び溶接位置特定プログラム
1か月前
株式会社アマダ
板金の溶接方法、加工プログラムの作成方法及び加工プログラム作成装置
15日前
個人
棒鋼連続引抜装置
2か月前
個人
ヘッダー加工機
2日前
株式会社プロテリアル
鍛造装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
23日前
トヨタ紡織株式会社
プレス金型
1日前
トヨタ自動車株式会社
打ち抜き加工方法
17日前
株式会社トラバース
パンチング加工装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社TMEIC
監視装置
1か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社三明製作所
転造装置
4か月前
株式会社カネミツ
筒張出部形成方法
4か月前
株式会社不二越
転造加工用平ダイス
2か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ