TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036015
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024018486
出願日
2024-02-09
発明の名称
鍛造プレス装置及び鍛造品の製造方法
出願人
愛知製鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B21J
13/02 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】密閉鍛造のように金型とワークの間に隙間が殆どない場合であっても、プレス成形時にスケールを効果的に回収することができる鍛造プレス装置及びこれを用いる鍛造品の製造方法を提供する。
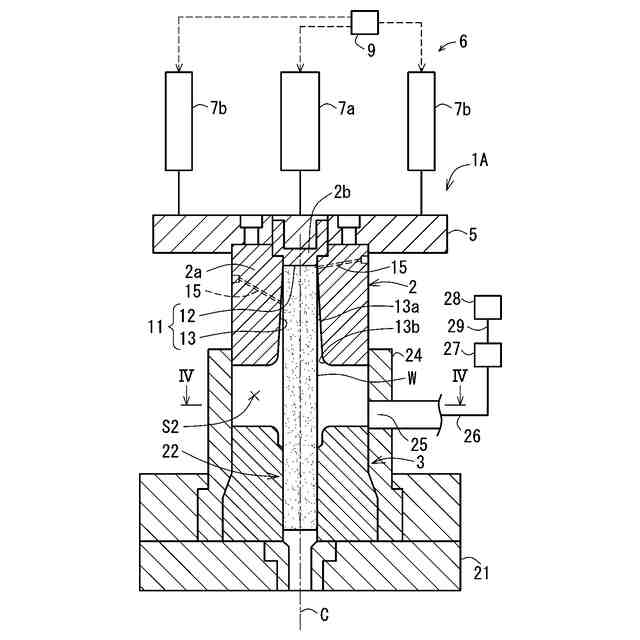
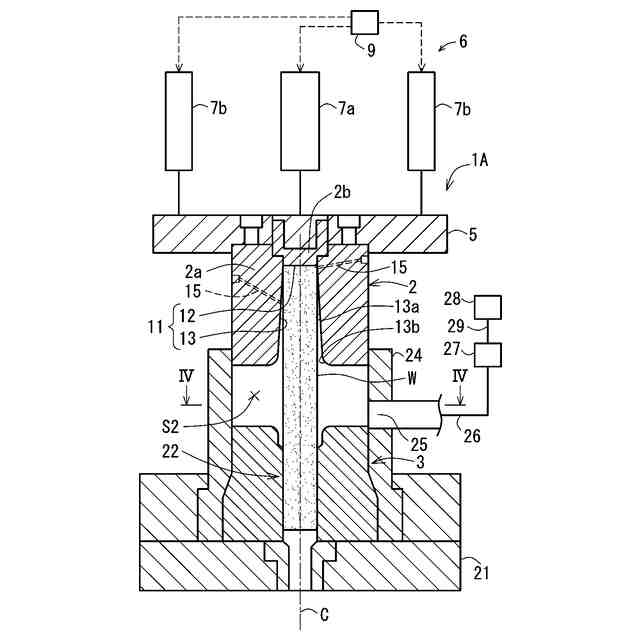
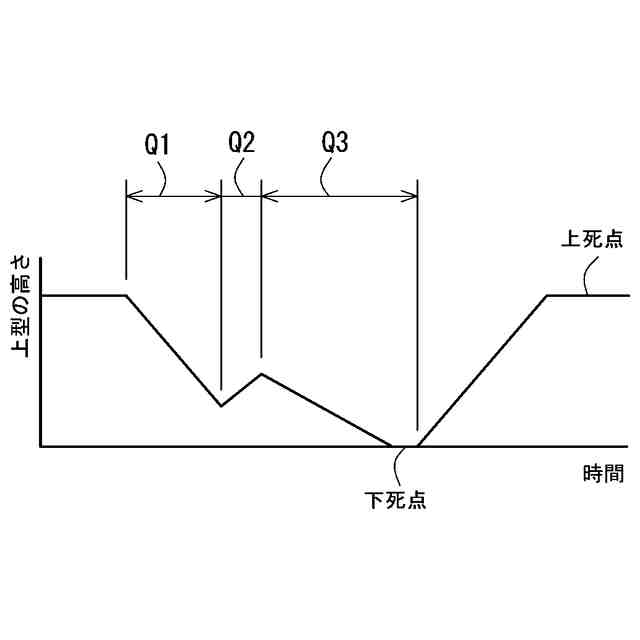
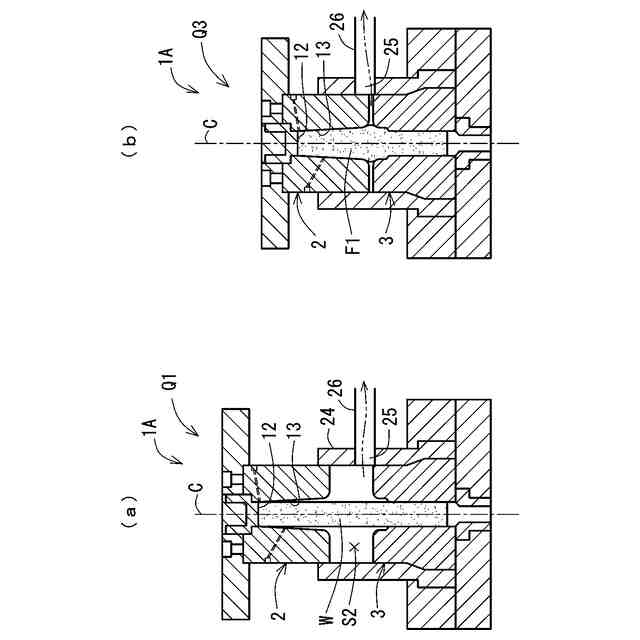
【解決手段】本鍛造プレス装置1Aは、仮プレス動作Q1と、一方の金型(上型2)とワークWとの間に隙間S1を形成する戻し動作Q2と、本プレス動作Q3と、を行うとともに、一対の金型の間に隙間と連通する密閉空間S2を形成するように構成されており、一方の金型には、その成形面11に開口するようにエアー噴射口15が設けられている。そして、戻し動作の際に、隙間を介してエアー噴射口から噴射されるエアーによりワークの表面上のスケールOを密閉空間内に飛散させ、その飛散されたスケールを密閉空間から外部へ吸引回収する。
【選択図】図1
特許請求の範囲
【請求項1】
移動軸線に沿って互いに近接離間可能な一対の金型の間でワークをプレスする鍛造プレス装置であって、
前記一対の金型を互いに近接させて前記ワークを仮押しする仮プレス動作と、
前記ワークの仮押しを解除するように前記一対の金型を互いに離間させて前記一対の金型のうちの一方の金型と前記ワークとの間に隙間を形成する戻し動作と、
前記一対の金型を互いに近接させて前記ワークを本押しする本プレス動作と、を行うとともに、
前記一対の金型の間に前記隙間と連通する密閉空間を形成することが可能に構成されており、
前記一方の金型には、その成形面に開口するようにエアー噴射口が設けられており、
前記戻し動作の際に、前記隙間を介して前記エアー噴射口から噴射されるエアーにより前記ワークの表面上のスケールを前記密閉空間内に飛散させ、その飛散された前記スケールを前記密閉空間から外部へ吸引回収することを特徴とする鍛造プレス装置。
続きを表示(約 600 文字)
【請求項2】
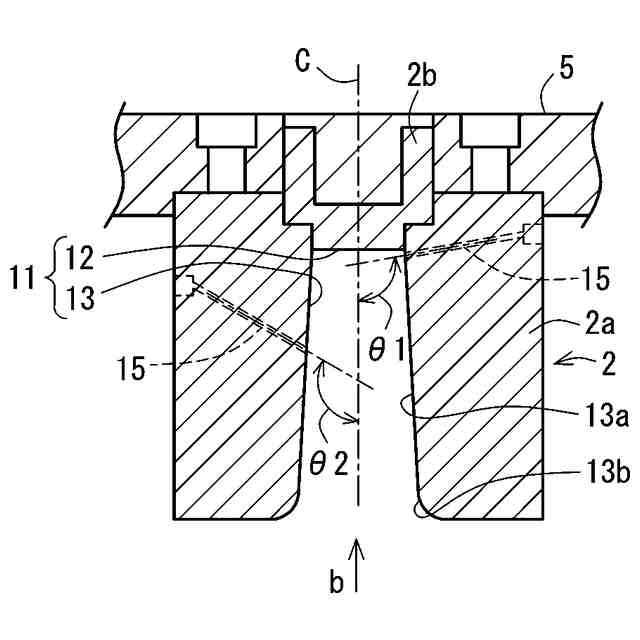
前記一方の金型の前記成形面は、前記エアー噴射口が開口し且つ前記ワークの外周面又は内周面と当接する拘束面を有し、
前記拘束面は、前記他方の金型に向かうに連れて拡径又は縮径するテーパ部及び/又は湾曲部を有する請求項1に記載の鍛造プレス装置。
【請求項3】
前記拘束面は、前記テーパ部又は前記湾曲部の端部と連なる湾曲端部を有する請求項2に記載の鍛造プレス装置。
【請求項4】
前記一方の金型には、前記成形面において前記移動軸線方向にずれた位置で開口するように複数の前記エアー噴射口が設けられている請求項1に記載の鍛造プレス装置。
【請求項5】
前記一方の金型は上型であり、前記他方の金型は下型であり、
前記上型の前記成形面は、棒状の前記ワークの上端部の軸端面と当接する押圧面と、前記エアー噴射口が開口し且つ前記ワークの上端部の外周面と当接する拘束面と、を有し、
前記下型は、前記ワークの下端部を保持する保持部を有する請求項1に記載の鍛造プレス装置。
【請求項6】
前記他方の金型には、前記密閉空間に開口するようにエアー吹出口が設けられている請求項1に記載の鍛造プレス装置。
【請求項7】
請求項1乃至6のいずれか一項に記載の鍛造プレス装置を用いることを特徴とする鍛造品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍛造プレス装置及び鍛造品の製造方法に関し、更に詳しくは、互いに近接離間可能な一対の金型の間でワークをプレスする鍛造プレス装置及びこれを用いる鍛造品の製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来の鍛造プレス装置として、互いに近接離間可能な一対の金型の間でワークをプレスするものが一般に知られている(例えば、特許文献1等を参照)。特許文献1には、側面視で矩形状のワークを上型と下型によって圧し潰すようにプレスする際に、ワークの表面から剥離したスケールを回収する鍛造プレス装置が記載されている。より具体的に、鍛造プレス装置は、上型と下型を夫々覆う上型カバーと下型カバーと、上型カバーを介してプレス内部にエアーを供給するエアー噴射手段と、下型カバーを介してプレス内部に負圧を発生させる負圧発生手段と、を備え、上型が下死点近傍に下降した際に、上型カバーと下型カバーの先端部分が重なり合って内部が密閉状態になった時に、エアー噴射手段により内部にエアーを噴射して螺旋状気流を生じさせると同時に、負圧手段により内部を負圧することで、プレス内部からスケールを吸引回収する。
【先行技術文献】
【特許文献】
【0003】
特開2018-099722号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、特許文献1には、矩形状のワークを上型と下型によって圧し潰すようにプレスする場合について記載されているが、それ以外の形状のワークをプレスする場合については記載されていない。例えば、棒状のワークを上型と下型によって圧し潰すようにプレスする場合、棒状のワークの座屈を防止するために、上型として、ワークの軸端面と当接する押圧面と、ワークの軸端側の外周面と当接する拘束面と、を有するものを採用することが多い。このような上型を採用する際に、特許文献1の技術を適用してスケールを回収しようとしても、密閉鍛造のように上型とワークとの間に隙間が殆ど存在しないため、上型とワークの間にエアーによる螺旋状気流を発生させ難く、スケールを回収することができない。
【0005】
本発明は、上記の課題に鑑みなされたものであり、密閉鍛造のように金型とワークの間に隙間が殆どない場合であっても、プレス成形時にスケールを効果的に回収することができる鍛造プレス装置及びこれを用いる鍛造品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は以下の通りである。
1.移動軸線に沿って互いに近接離間可能な一対の金型の間でワークをプレスする鍛造プレス装置であって、
前記一対の金型を互いに近接させて前記ワークを仮押しする仮プレス動作と、
前記ワークの仮押しを解除するように前記一対の金型を互いに離間させて前記一対の金型のうちの一方の金型と前記ワークとの間に隙間を形成する戻し動作と、
前記一対の金型を互いに近接させて前記ワークを本押しする本プレス動作と、を行うとともに、
前記一対の金型の間に前記隙間と連通する密閉空間を形成することが可能に構成されており、
前記一方の金型には、その成形面に開口するようにエアー噴射口が設けられており、
前記戻し動作の際に、前記隙間を介して前記エアー噴射口から噴射されるエアーにより前記ワークの表面上のスケールを前記密閉空間内に飛散させ、その飛散された前記スケールを前記密閉空間から外部へ吸引回収することを特徴とする鍛造プレス装置。
2.前記一方の金型の前記成形面は、前記エアー噴射口が開口し且つ前記ワークの外周面又は内周面と当接する拘束面を有し、
前記拘束面は、前記他方の金型に向かうに連れて拡径又は縮径するテーパ部及び/又は湾曲部を有する上記1.に記載の鍛造プレス装置。
3.前記拘束面は、前記テーパ部又は前記湾曲部の端部と連なる湾曲端部を有する上記2.に記載の鍛造プレス装置。
4.前記一方の金型には、前記成形面において前記移動軸線方向にずれた位置で開口するように複数の前記エアー噴射口が設けられている上記1.に記載の鍛造プレス装置。
5.前記一方の金型は上型であり、前記他方の金型は下型であり、
前記上型の前記成形面は、棒状の前記ワークの上端部の軸端面と当接する押圧面と、前記エアー噴射口が開口し且つ前記ワークの上端部の外周面と当接する拘束面と、を有し、
前記下型は、前記ワークの下端部を保持する保持部を有する上記1.に記載の鍛造プレス装置。
6.前記他方の金型には、前記密閉空間に開口するようにエアー吹出口が設けられている上記1.に記載の鍛造プレス装置。
7.上記1.乃至6.のいずれか一項に記載の鍛造プレス装置を用いることを特徴とする鍛造品の製造方法。
【発明の効果】
【0007】
本発明によれば、戻し動作の際に、金型とワークの間に隙間が形成されるため、隙間を介してエアー噴射口から噴射されるエアーによりワークの表面上のスケールが密閉空間内に飛散され、その飛散されたスケールが密閉空間から外部へ吸引回収される。よって、密閉鍛造のように金型とワークの間に隙間が殆どない場合であっても、プレス成形時にスケールを効果的に回収することができる。
【図面の簡単な説明】
【0008】
本発明について、本発明による典型的な実施形態の非限定的な例を挙げ、言及された複数の図面を参照しつつ以下の詳細な記述にて更に説明するが、同様の参照符号は図面のいくつかの図を通して同様の部材を示す。
実施形態1に係る鍛造プレス装置の縦断面図である。
図1の要部拡大図である。
図2のb矢視図である。
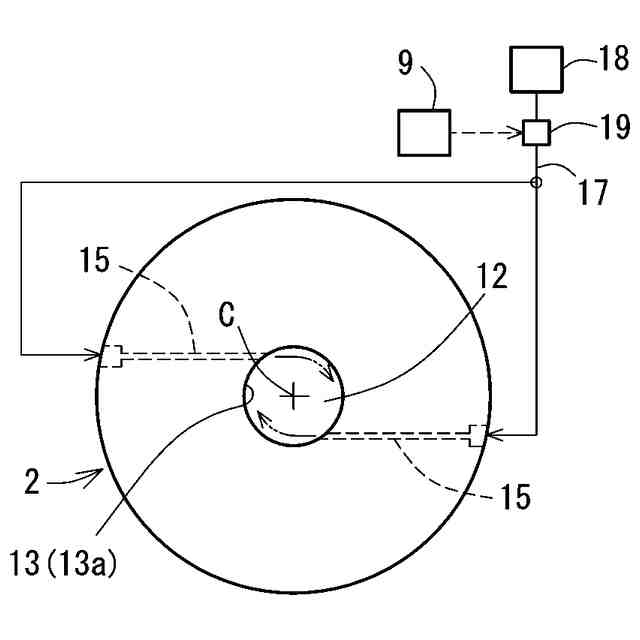
図1のIV-IV線断面図である。
鍛造プレス装置の作用説明図であり、仮プレス動作、戻し動作及び本プレス動作のタイムチャートを示す。
鍛造プレス装置の作用説明図であり、(a)は仮プレス動作における成形開始時の状態を示し、(b)は本プレス動作において上型が下死点に位置した状態を示す。
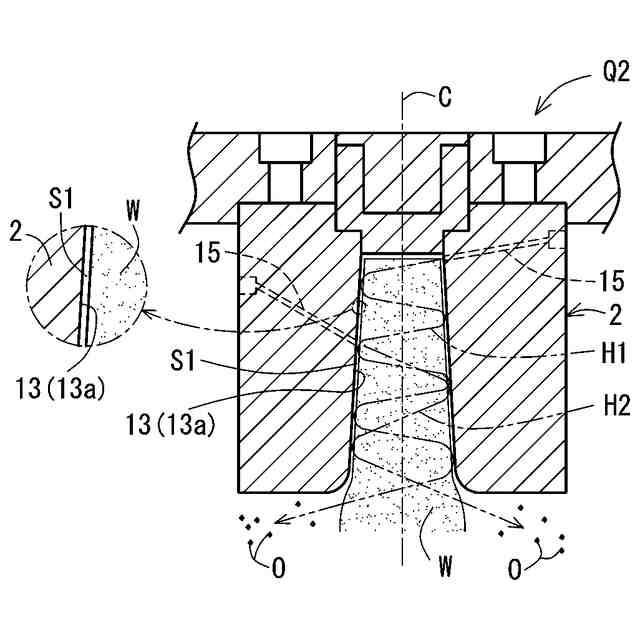
鍛造プレス装置の作用説明図であり、戻し動作中の隙間に対するエアー噴射状態を示す。
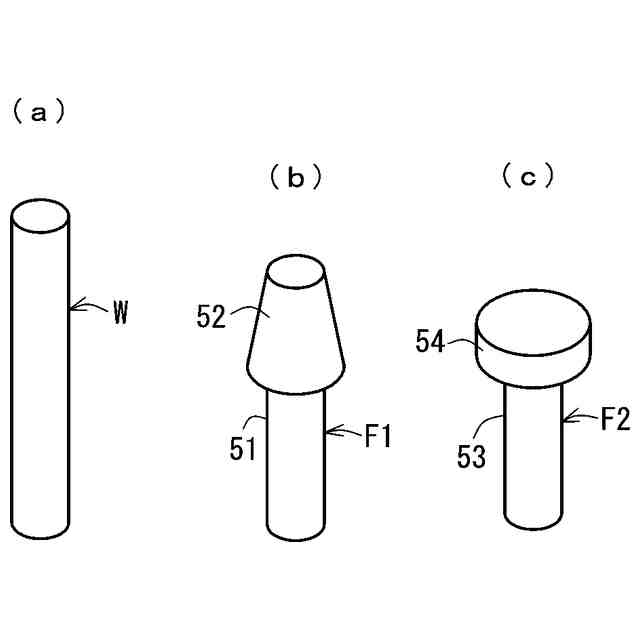
鍛造プレス装置の作用説明図であり、(a)はプレス成形前のワークを示し、(b)はプレス成形後の中間鍛造品を示し、(c)は中間鍛造品から得られた鍛造品(最終製品)を示す。
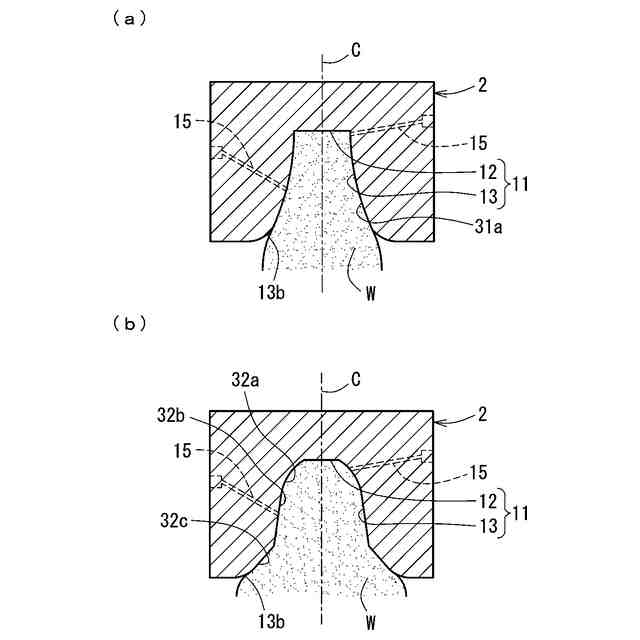
鍛造プレス装置の変形例1、2を説明するための説明図であり、(a)は上型の拘束面が湾曲部を有する形態(変形例1)を示し、(b)は上型の拘束面が湾曲部及びテーパ部を有する形態(変形例2)を示す。
実施形態2に係る鍛造プレス装置を説明するための説明図であり、(a)はプレス成形前の状態を示し、(b)は戻し動作中の隙間に対するエアー噴射状態を示す。
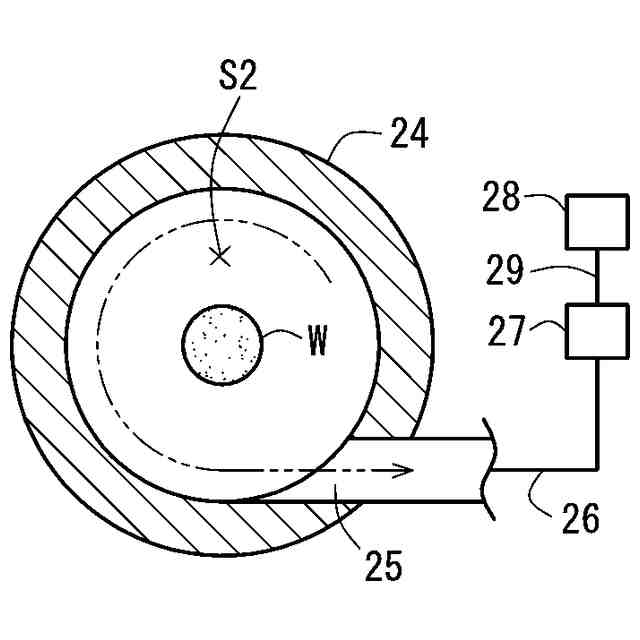
実施形態3に係る鍛造プレス装置の縦断面図である。
図11のXII-XII線断面図である。
実施形態3に係るスケール回収部を説明するための説明図である。
【発明を実施するための形態】
【0009】
ここで示される事項は例示的なものおよび本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0010】
以下、図面を用いて実施形態により本発明を具体的に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
愛知製鋼株式会社
測量方法及び測量システム
1か月前
愛知製鋼株式会社
マルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法
19日前
愛知製鋼株式会社
高圧水素部品用マルテンサイト系ステンレス鋼、これを用いた高圧水素部品及びその製造方法
19日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社トラバース
パンチング加工装置
4日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
10日前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
26日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社エナテック
製品分離システム
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
19日前
トックス プレソテクニック株式会社
接合装置
1か月前
株式会社IKS
滑り止め構造
2か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
個人
日本刀の製造方法
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ