TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025054904
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164123
出願日
2023-09-27
発明の名称
マルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法
出願人
愛知製鋼株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
C22C
38/00 20060101AFI20250401BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高圧水素環境下における強度低下がほとんど無く、低温靭性に優れ、耐食性にも優れ、省資源を実現できる高圧水素部品の強度を改善できる製造方法の提供。
【解決手段】質量%で、C:0.01~0.05%、Si:0.70%以下、Mn:1.10%以下、P:0.040%以下、S:0.030%以下、Ni:4.00~5.70%、Cr:17.00~20.50%、を含み、任意元素として、Ca:0.0005~0.0030%、任意元素として、B:0.0005~0.0050%、を含み、式1:3.0>Ni-0.8Cr+11.36>0、を満足し、残部がFe及び不可避的不純物からなるマルテンサイト系ステンレス鋼からなる高圧水素部品を製造する方法である。部品を860℃~1020℃の温度に保持した後に急冷する焼入れ熱処理を施した後、部品を540℃~650℃の温度に保持した後に空冷する焼戻し熱処理を施す。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C:0.01~0.05%、
Si:0.70%以下、
Mn:1.10%以下、
P:0.040%以下、
S:0.030%以下、
Ni:4.00~5.70%、
Cr:17.00~20.50%、を含み、
任意元素として、Ca:0.0005~0.0030%、
任意元素として、B:0.0005~0.0050%、を含み、
下記式1を満足し、
式1:3.0>Ni-0.8Cr+11.36>0、
(ただし、式1中の元素記号は、それぞれの元素の含有率(%)の値を意味する。)
残部がFe及び不可避的不純物からなる化学成分組成を有するマルテンサイト系ステンレス鋼からなる高圧水素部品を製造する方法であって、
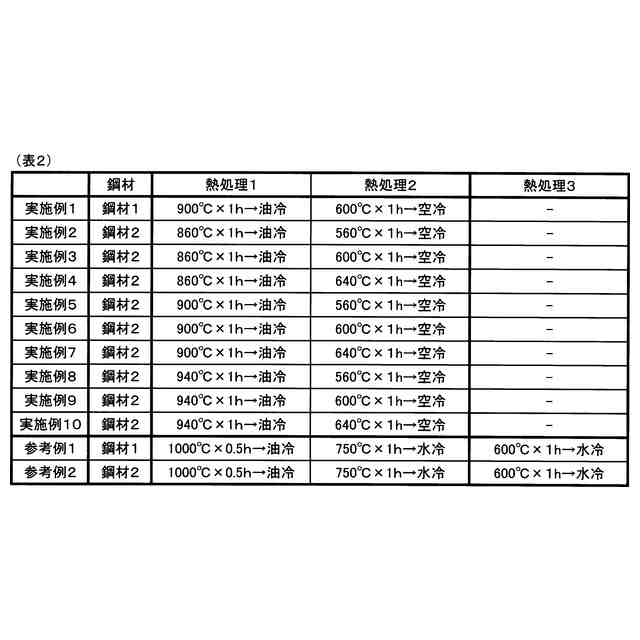
前記化学成分組成を有する鋼材からなる部品を860℃~1020℃の温度に保持した後に急冷する焼入れ熱処理を施し、
その後、前記部品を540℃~650℃の温度に保持した後に空冷する焼戻し熱処理を施す、マルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法。
続きを表示(約 660 文字)
【請求項2】
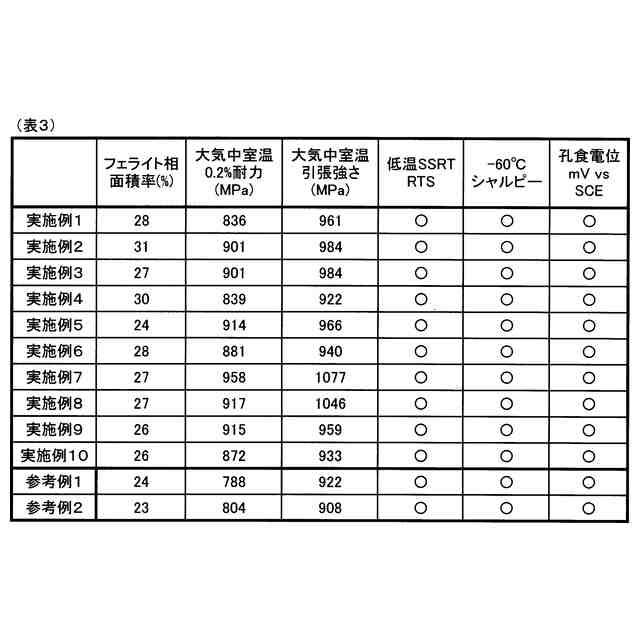
前記高圧水素部品は、温度-60℃の低温条件下におけるJIS Z2242(2018年、金属材料のシャルピー衝撃試験方法)記載の厚さ10mmでVノッチ深さ2mmのVノッチシャルピー試験により得られる吸収エネルギーが100J以上であり、
平行部直径φ6mm平行部長さ30mmの引張試験片を0.0015mm/秒のストローク速度で引っ張る引張試験において、温度-45℃、圧力90MPaの低温高圧水素環境下における引張強さA1及び0.2%耐力A2と、温度-45℃、圧力0.1MPaの低温窒素環境下における引張強さB1及び0.2%耐力B2との比較において、A1/B1及びA2/B2のいずれもが0.95以上であり、
孔食電位が185mV(vs SCE)以上である、請求項1に記載のマルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法。
【請求項3】
前記高圧水素部品は、室温大気中において、引張強さが900MPa以上、0.2%耐力が800MPa以上である、請求項1又は2に記載のマルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法。
【請求項4】
前記高圧水素部品は、実質的にマルテンサイトとフェライトとからなる金属組織を有し、かつ、前記マルテンサイトには、焼戻しマルテンサイトとフレッシュマルテンサイトが混在しており前記フェライトの面積率は、5%~40%の範囲にある、請求項1又は2に記載のマルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
燃料電池自動車や水素ステーションにおける、高圧水素ガスに接触する部品(以下、適宜、「高圧水素部品」という。)には、SUS316、SUS316L、SUS305等のオーステナイト組織を主とするステンレス鋼材(オーステナイト系ステンレス鋼)が一般的に用いられている。これらの鋼材は、高圧水素環境における強度低下が無いもしくは僅かであるため、機器を設計し易いという特長を有する。また、耐食性にも優れていることから、これらの鋼材を用いた部品には塗装を施す必要がなく、部品使用時における定期点検も容易である。
【0003】
しかし、これらのオーステナイト系ステンレス鋼は、多量のNiを含有し、高コストであるだけでなく、固溶化熱処理状態での0.2%耐力が低く、配管接手やバルブ等の高圧水素部品が厚肉となり大型で重くなる問題がある。この問題を解決するため固溶化熱処理後に冷間加工を施して用いる場合がある。しかし、狙いの強度を確保するには、狙いの強度値に応じた歪を付与する必要があるが、部品内部の冷間加工後の歪分布は複雑なため、冷間加工により歪値を自由に調整し、狙いの強度を確保することは容易ではない。
【0004】
一方、SUS420J2、SUS410等の汎用マルテンサイト系ステンレス鋼は、多量のNiを含有することはないため、オーステナイト系ステンレス鋼に比べ安価であり、熱処理条件の最適化による焼もどし硬さの調整が可能で、強度については調整が容易であるという利点を有する。しかし、汎用マルテンサイト系ステンレス鋼は、オーステナイト系ステンレス鋼に比べ耐食性が劣り、高圧水素部品でも比較的優れた耐食性が必要となる部位では、鋼材表面を露出した状態で使用することが困難である。加えて、汎用マルテンサイト系ステンレス鋼は、低温における靭性が低いことから、水素充填の際等、低温に晒される高圧水素部品への適用は難しいという問題があった。
【0005】
なお、特許文献1には、Ni及びMoの添加量が比較的少ないマルテンサイト系の低合金鋼を高圧水素部品に用いる提案がなされている。しかし、ここに提案された低合金鋼は、耐食性、その他の点において未だ改善すべき点が見られ、必ずしも高圧水素部品用として最適とは言えない状況にある。
【0006】
ここで、前記課題を解決するため、従来の汎用マルテンサイト系ステンレス鋼に比べ耐食性、靭性を共に改善できる新規の高圧水素用マルテンサイト系ステンレス鋼が開発され、特許出願が行われている(PCT/JP2023/009928)。
【0007】
この先行特許出願の高圧水素部品用マルテンサイト系ステンレス鋼は、Niを5%程度含有するものの、従来のオーステナイト系ステンレス鋼に比べNi含有率は低く、コスト低減が可能であるとともに、オーステナイト系ステンレス鋼とは異なり熱処理により強度調整が可能なことや、高圧水素環境での特性、耐食性、低温靭性が、高圧水素部品としての使用上問題ないレベルを確保できるという優れた特徴を有するものである。
【0008】
そして、従来の高圧水素用オーステナイト系ステンレス鋼において、強度向上のための冷間加工を行わないと達成できない強度レベルである700MPa以上の引張強さと500MPa以上の0.2%耐力を、熱処理により達成可能としており、かなり高い強度が得られることを特徴とするものである。
【0009】
しかし、例えば燃料電池を用いる自動車等の製品は非常に高価であるため、使用する材料に対しても、軽量化等によるコスト低減への要求は非常に強い。そして、高圧水素部品の中でも特に高い耐力が要求されるガス流路のシール部、バルブの弁体等の部位に使用する高圧水素部品については、軽量化達成のため、前記出願で提案されている鋼よりも、さらに耐力を高められる技術の開発が強く要望されていた。
【0010】
従来、このような高い強度を要求される部位に使用する高圧水素部品には、SUH660が使用されていた。この鋼は、析出硬化熱処理により高い強度を容易に得ることができる。しかしながら、この鋼は、Niを24~27%と、非常に多く添加する必要があることに加え、1~1.5%のMoと1.9%程度のTiを含有し、省資源性に課題がある。加えて、より高い強度を得るための析出硬化処理のため、複雑な複数回の熱処理を施す必要があり、非常に高価になってしまうという問題がある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛知製鋼株式会社
受け架台
15日前
愛知製鋼株式会社
車両用システム
9日前
愛知製鋼株式会社
磁気センサ装置
2か月前
愛知製鋼株式会社
目標軌跡の設定方法
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
4日前
愛知製鋼株式会社
磁気センサ素子の製造方法
2か月前
愛知製鋼株式会社
希土類磁石粉末の製造方法
2か月前
愛知製鋼株式会社
測量方法及び測量システム
5か月前
愛知製鋼株式会社
マーカシステム及び制御方法
10日前
愛知製鋼株式会社
マーカシステム及び制御方法
10日前
株式会社豊田中央研究所
外観検査装置
4日前
株式会社豊田中央研究所
外観検査装置
1か月前
株式会社豊田中央研究所
外観検査装置
1か月前
愛知製鋼株式会社
挿入用耐火物挿入装置、及び挿入用耐火物挿入方法
1か月前
トヨタ自動車株式会社
負極活物質及びその製造方法
8日前
愛知製鋼株式会社
水素吸蔵合金、アルカリ蓄電池用負極及びアルカリ蓄電池
1か月前
愛知製鋼株式会社
マルテンサイト系ステンレス鋼からなる高圧水素部品の製造方法
5か月前
トヨタ自動車株式会社
ニッケル水素電池用負極活物質及びその製造方法
10日前
愛知製鋼株式会社
高圧水素部品用マルテンサイト系ステンレス鋼、これを用いた高圧水素部品及びその製造方法
5か月前
個人
銅鉄合金の製造
1か月前
株式会社プロテリアル
焼結体
6か月前
宏幸株式会社
金属回収方法
4か月前
個人
高強度せん断補強筋用の鋼材
5か月前
株式会社神戸製鋼所
鋼材
4か月前
ハイモ株式会社
水中金属の回収除去方法
7か月前
株式会社クボタ
比重分離装置
5か月前
株式会社神戸製鋼所
銅合金板
16日前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
国立大学法人東北大学
高耐食銅合金
7か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ