TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114326
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008955
出願日
2024-01-24
発明の名称
挿入用耐火物挿入装置、及び挿入用耐火物挿入方法
出願人
愛知製鋼株式会社
,
東京窯業株式会社
代理人
個人
主分類
B22D
41/56 20060101AFI20250729BHJP(鋳造;粉末冶金)
要約
【課題】挿入用耐火物に衝撃力を加えることにより、挿入用耐火物を迅速に、かつより確実に溶融金属容器に挿入することができる挿入用耐火物挿入装置、及び挿入用耐火物挿入方法を提供すること。
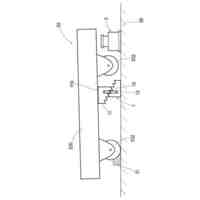
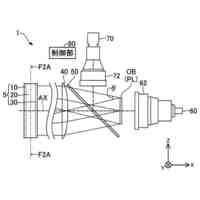
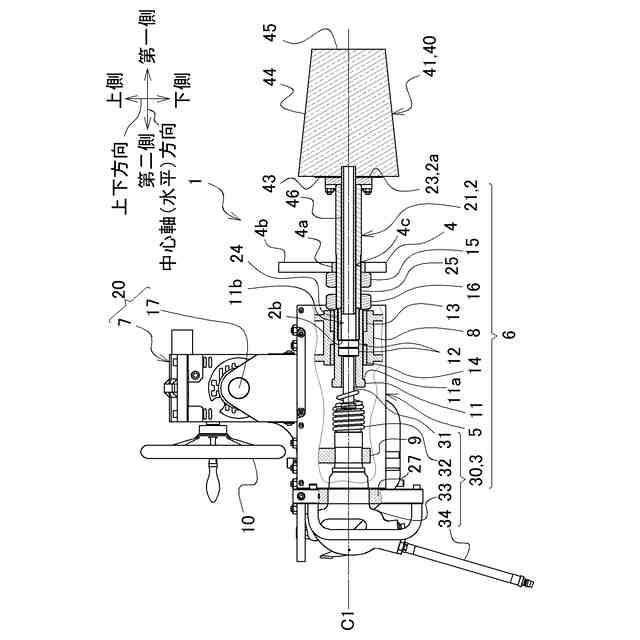
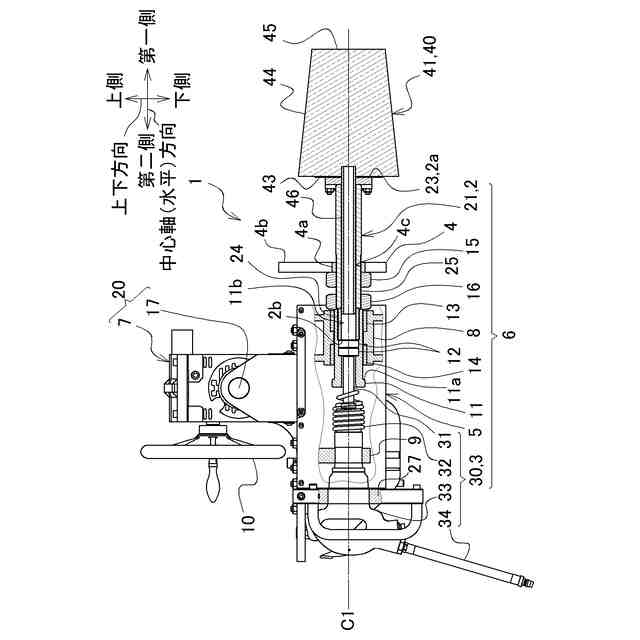
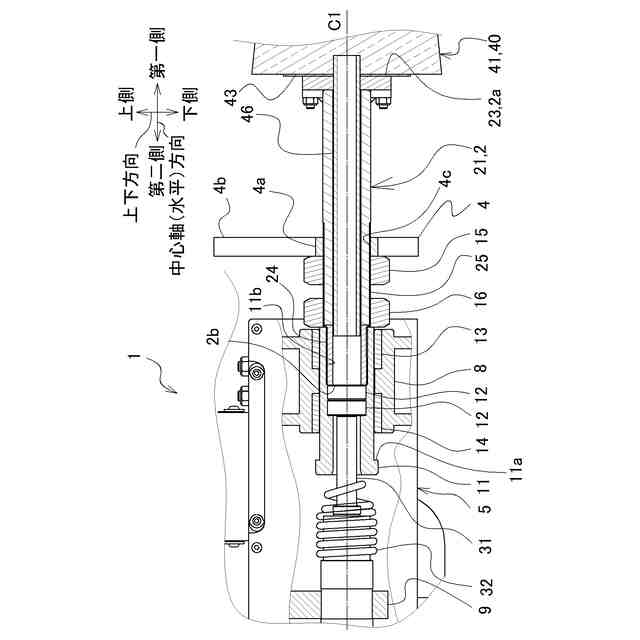
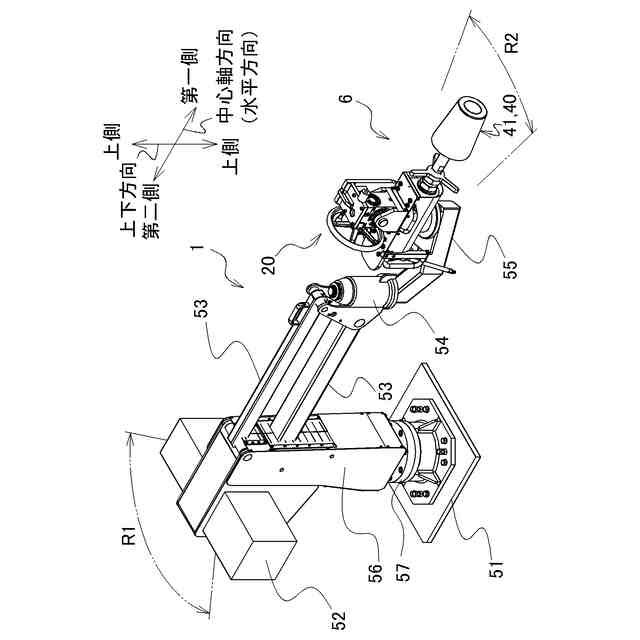
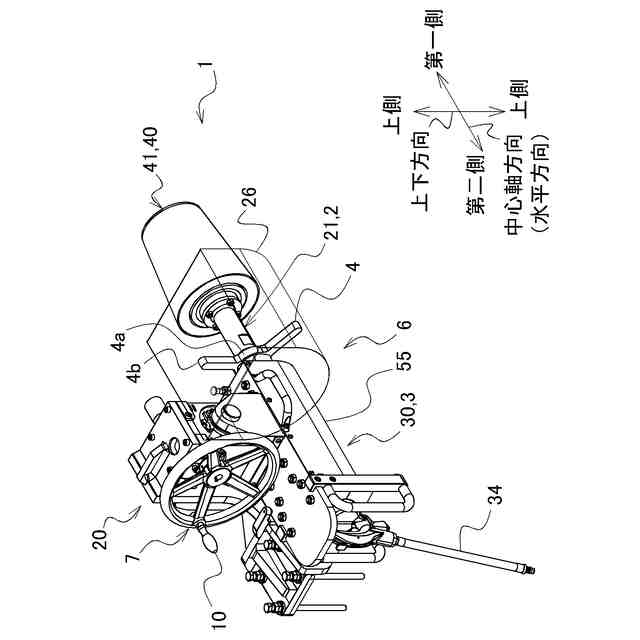
【解決手段】挿入用耐火物挿入装置1は、耐火物支持部2と、耐火物支持部2に対して衝撃力を加える衝撃力付与装置3と、耐火物支持部2から径方向に延びる突出部材4と、耐火物支持部2と衝撃力付与装置3を支持するフレーム5を備える。耐火物支持部2の所定部23は、挿入用耐火物40の特定部と接触可能である。衝撃力付与装置3が耐火物支持部2に衝撃力を加えると、耐火物支持部2は、中心軸C1方向の第一側へ押し出される。挿入用耐火物40は、耐火物支持部2によって中心軸C1方向の第一側へ押し出される。突出部材4が溶融金属容器に接触すると、耐火物支持部2は中心軸C1方向の第一側への移動が規制される。
【選択図】図1
特許請求の範囲
【請求項1】
溶融金属容器に挿入用耐火物を挿入する装置であって、
前記挿入用耐火物を着脱可能に支持する耐火物支持部と、
前記耐火物支持部に対して衝撃力を加える衝撃力付与装置と、
前記耐火物支持部の外周から径方向に延びる突出部材と、
前記耐火物支持部と前記衝撃力付与装置を支持するフレームを含む挿入機構部を備え、
前記耐火物支持部の所定部は前記挿入用耐火物の特定部と接触可能であり、
前記耐火物支持部の長手方向へ中心軸が延びる方向を中心軸方向とし、前記中心軸方向のうち前記挿入用耐火物が挿入される側を第一側とし、反対側を第二側とし、
前記衝撃力付与装置によって前記耐火物支持部に衝撃力が加えられると、
前記耐火物支持部は、前記中心軸方向の前記第一側へ押し出され、
前記耐火物支持部に支持された前記挿入用耐火物は、前記耐火物支持部によって前記中心軸方向の前記第一側へ押し出され、
前記突出部材が前記溶融金属容器に接触すると、前記耐火物支持部は前記中心軸方向の前記第一側への移動が規制される挿入用耐火物挿入装置。
続きを表示(約 1,200 文字)
【請求項2】
前記突出部材は、前記耐火物支持部に対して前記中心軸方向に位置調整可能であり、
前記耐火物支持部は、前記突出部材が前記第二側へ移動することを規制する第一規制部を備える請求項1に記載の挿入用耐火物挿入装置。
【請求項3】
前記フレームは、前記中心軸を中心として開口する第一軸受部と第二軸受部、及び第三軸受け部を備え、
前記耐火物支持部は、前記第二側が前記第一軸受部に支持され、
前記衝撃力付与装置は、前記第一側が前記第二軸受部に支持され、前記第二側が前記第三軸受け部に支持され、さらに前記フレームに固定され、
前記衝撃力付与装置によって付与される衝撃力の方向は前記中心軸方向に一致し、
前記耐火物支持部は、前記第一軸受部に対して前記中心軸方向の前記第二側への移動を規制する第二規制部を備える請求項1に記載の挿入用耐火物挿入装置。
【請求項4】
前記衝撃力付与装置はエアチッパーである請求項1に記載の挿入用耐火物挿入装置。
【請求項5】
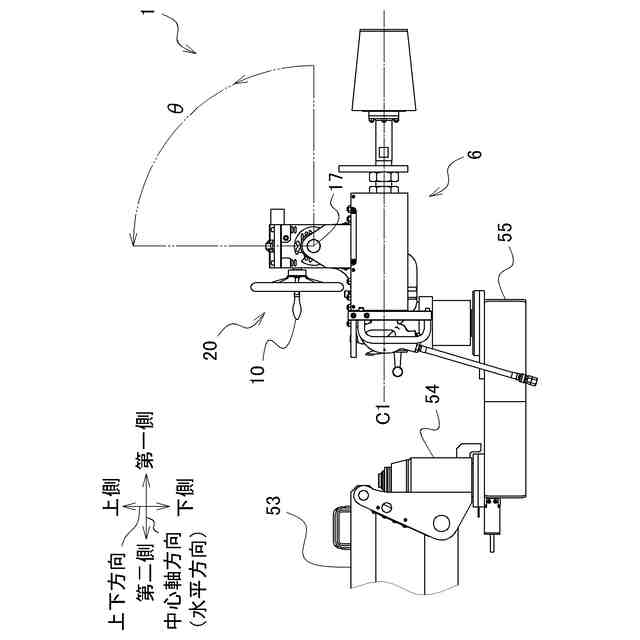
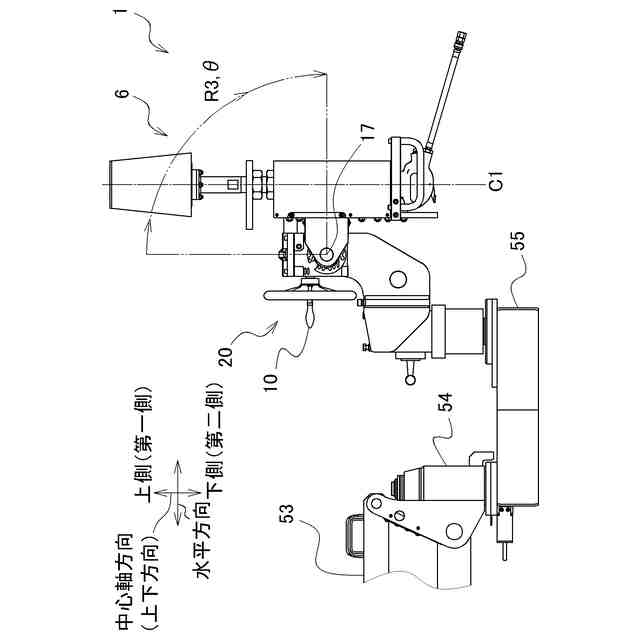
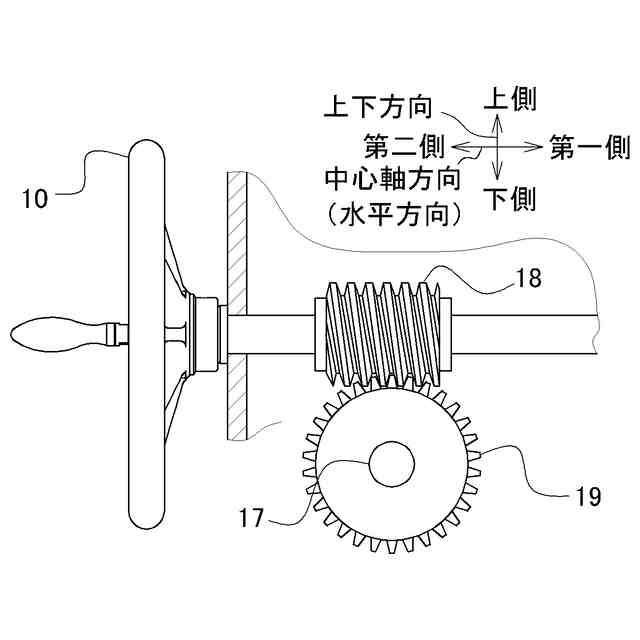
前記挿入機構部を上下方向に回転可能とする回転機構部を備え、
前記回転機構部は、操作部と、前記挿入機構部と前記操作部とを回転可能に連結する機構部回転軸を備え、
前記機構部回転軸は略水平方向に形成され、
前記挿入機構部は、前記フレームと前記衝撃力付与装置と前記耐火物支持部を備え、
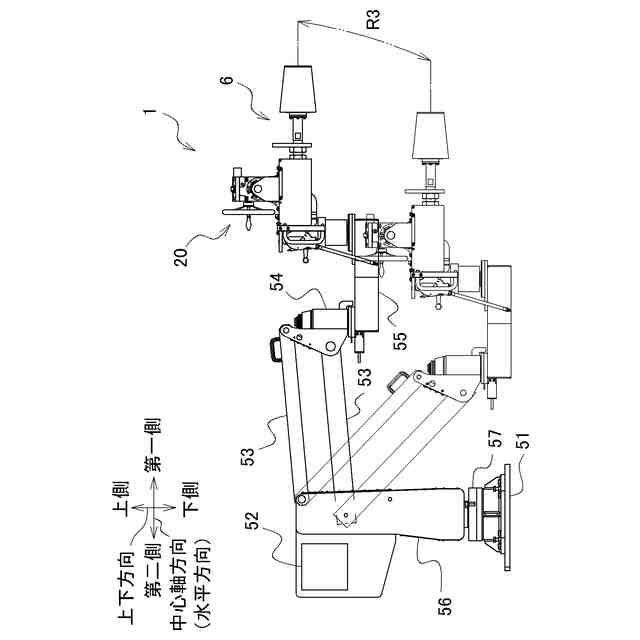
前記操作部は、前記挿入機構部を操作可能であり、前記中心軸方向が略水平方向である状態と、前記耐火物支持部の第一側端部が略上下方向の上向きになる状態との間で回転可能であり、
前記衝撃力付与装置と前記耐火物支持部とは、前記挿入機構部が回転する際に一体的に回転し、衝撃力の付与方向は、常に前記中心軸方向と一致する請求項1から4のいずれかに記載の挿入用耐火物挿入装置。
【請求項6】
請求項1から4のいずれかに記載の挿入用耐火物挿入装置を使用して、前記溶融金属容器に前記挿入用耐火物を挿入する方法であって、
前記耐火物支持部に前記挿入用耐火物を挿入する第一工程と、
前記挿入用耐火物を前記耐火物支持部の周りに回転させながら、該挿入用耐火物の外周部にモルタルを塗布する第二工程と、
前記挿入用耐火物の先端部を前記溶融金属容器の取付部に位置させる第三工程と、
前記衝撃力付与装置によって前記耐火物支持部に衝撃力を加え、前記耐火物支持部によって前記挿入用耐火物を前記溶融金属容器に挿入する工程であって、前記耐火物支持部の衝撃力による移動量は前記突出部材が該溶融金属容器に接触するまでを上限とする第四工程と、
前記挿入用耐火物から前記耐火物支持部を抜き取る第五工程を備える挿入用耐火物挿入方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融金属容器に挿入用耐火物を挿入する挿入用耐火物挿入装置、及び挿入用耐火物挿入方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来より、取鍋やタンディッシュ等の溶融金属容器に使用されるノズルやポーラスプラグ等の挿入用耐火物を、溶融金属容器の貫通孔へ挿入するために使用する挿入治具と、その挿入治具を使用した挿入用耐火物の挿入方法が提案されている。例えば、特許文献1によれば、挿入用耐火物の挿入治具は、溶融金属容器の貫通孔へ挿入用耐火物を挿入するための挿入治具であって、先端に挿入用耐火物保持部を有する保持ロッドと、この保持ロッドの耐火物保持部近傍に設けられた連結部と、この連結部に設けられ、バランサーのロープ又はチェーンに連結可能な連結端子と、を備え、連結部及び連結端子の少なくとも一方が回動可能に設けられていることを特徴とするものである。
【0003】
また、挿入用耐火物の挿入方法は、上記挿入用耐火物の挿入治具を使用して、溶融金属容器の貫通孔へ挿入用耐火物を挿入する方法において、連結端子をバランサーのロープ又はチェーンに連結し、このバランサーによって、挿入用耐火物を保持した保持ロッドを吊り上げつつ、当該挿入用耐火物を貫通孔へ挿入することを特徴とするものである。
【0004】
これによれば、保持ロッドの耐火物保持部近傍に連結部が設けられ、この連結部にバランサーのロープ又はチェーンに連結可能な連結端子が設けられている。保持ロッドの耐火物保持部近傍は、挿入用耐火物を保持した保持ロッドの重心位置近傍である。すなわち、挿入用耐火物の挿入治具によれば、挿入用耐火物を保持した保持ロッドの重心位置近傍をバランサーのロープ又はチェーンで吊ることができるため、作業者には挿入用耐火物の重量がほとんど掛からず作業者への負荷が軽減される。
【0005】
また、連結部及び連結端子の少なくとも一方が回動可能に設けられており、しかもバランサーのロープ又はチェーン自体も柔軟に変形できるから、挿入用耐火物の移動の自由度が高くなり、挿入用耐火物を任意の方向(範囲)に移動させることができる。
【0006】
さらに、挿入用耐火物の挿入治具は、保持ロッドに連結部及び連結端子を設けるだけで得られ、また、バランサーに掛かる重量も軽いため、バランサーをコンパクトにすることができる。したがって、本発明の挿入用耐火物の挿入治具及び挿入方法は、低コストで実現可能である、と記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2016-215250
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来例では以下の課題がある。従来例では、作業者には挿入用耐火物の重量がほとんど掛からず作業者への負荷が軽減されるという効果がありつつも、挿入用耐火物を溶融金属容器に挿入するときは人力によって行う必要がある。すなわち、人的負荷が残存することと、挿入用耐火物を溶融金属容器に挿入するときの圧力が制限されるので、規定の位置に挿入されない恐れがあり、課題である。
【0009】
本発明の目的は、挿入用耐火物に衝撃力を加えることにより、挿入用耐火物を迅速に、かつより確実に溶融金属容器に挿入することができる挿入用耐火物挿入装置、及び挿入用耐火物挿入方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の第一の態様に係る挿入用耐火物は、溶融金属容器に挿入用耐火物を挿入する装置であって、前記挿入用耐火物を着脱可能に支持する耐火物支持部と、前記耐火物支持部に対して衝撃力を加える衝撃力付与装置と、前記耐火物支持部の外周から径方向に延びる突出部材と、前記耐火物支持部と前記衝撃力付与装置を支持するフレームを含む挿入機構部を備え、前記耐火物支持部の所定部は前記挿入用耐火物の特定部と接触可能であり、前記耐火物支持部の長手方向へ中心軸が延びる方向を中心軸方向とし、前記中心軸方向のうち前記挿入用耐火物が挿入される側を第一側とし、反対側を第二側とし、前記衝撃力付与装置によって前記耐火物支持部に衝撃力が加えられると、前記耐火物支持部は、前記中心軸方向の前記第一側へ押し出され、前記耐火物支持部に支持された前記挿入用耐火物は、前記耐火物支持部によって前記中心軸方向の前記第一側へ押し出され、前記突出部材が前記溶融金属容器に接触すると、前記耐火物支持部は前記中心軸方向の前記第一側への移動が規制される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛知製鋼株式会社
受け架台
1か月前
愛知製鋼株式会社
車両用システム
1か月前
愛知製鋼株式会社
磁気センサ装置
23日前
愛知製鋼株式会社
目標軌跡の設定方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
29日前
愛知製鋼株式会社
希土類磁石粉末の製造方法
2か月前
愛知製鋼株式会社
マーカシステム及び制御方法
1か月前
愛知製鋼株式会社
マーカシステム及び制御方法
1か月前
株式会社豊田中央研究所
外観検査装置
1か月前
株式会社豊田中央研究所
外観検査装置
2か月前
株式会社豊田中央研究所
外観検査装置
29日前
愛知製鋼株式会社
挿入用耐火物挿入装置、及び挿入用耐火物挿入方法
1か月前
トヨタ自動車株式会社
負極活物質及びその製造方法
1か月前
愛知製鋼株式会社
水素吸蔵合金、アルカリ蓄電池用負極及びアルカリ蓄電池
1か月前
トヨタ自動車株式会社
ニッケル水素電池用負極活物質及びその製造方法
1か月前
愛知製鋼株式会社
歯車部材の製造方法、歯車部材、および歯車部材の製造方法に用いられる鍛造金型
2日前
株式会社豊田中央研究所
加工順序の決定装置、加工順序の決定方法、およびコンピュータプログラム
5日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
14日前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
芝浦機械株式会社
成形機
7か月前
株式会社キャステム
鋳造品の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ