TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025019952
公報種別
公開特許公報(A)
公開日
2025-02-07
出願番号
2023123885
出願日
2023-07-28
発明の名称
ウエーブエンボス成形金型の加工方法
出願人
テクノエイト株式会社
代理人
個人
,
個人
主分類
B21D
37/20 20060101AFI20250131BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】少ない種類の工具を用いて短い加工時間でウエーブエンボスを成形する金型を加工できるウエーブエンボス成形金型の加工方法を提供する。
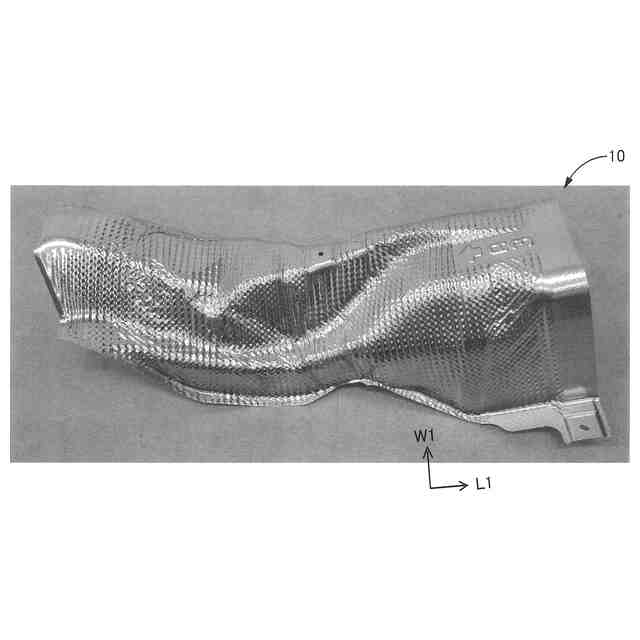
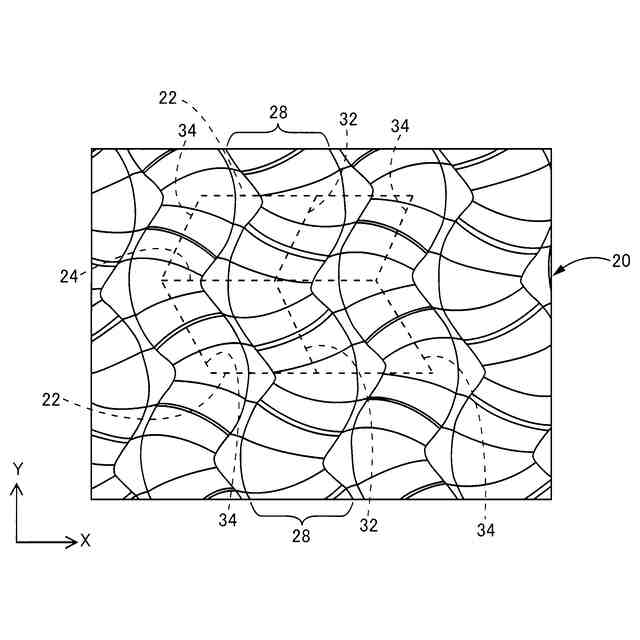
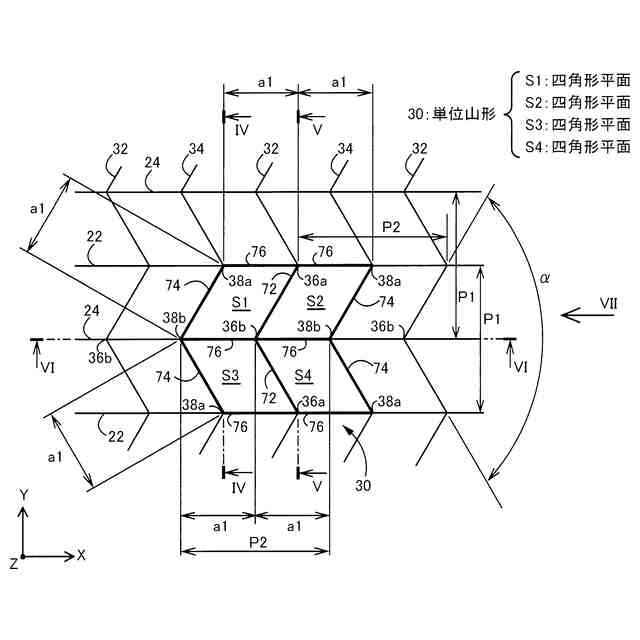
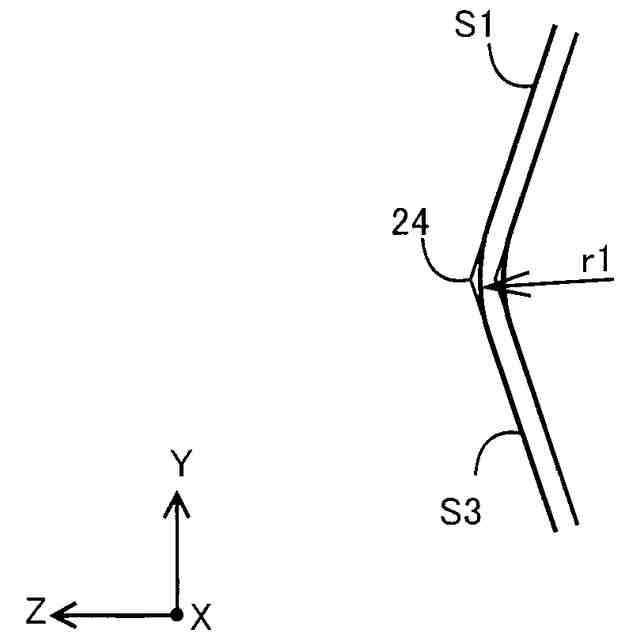
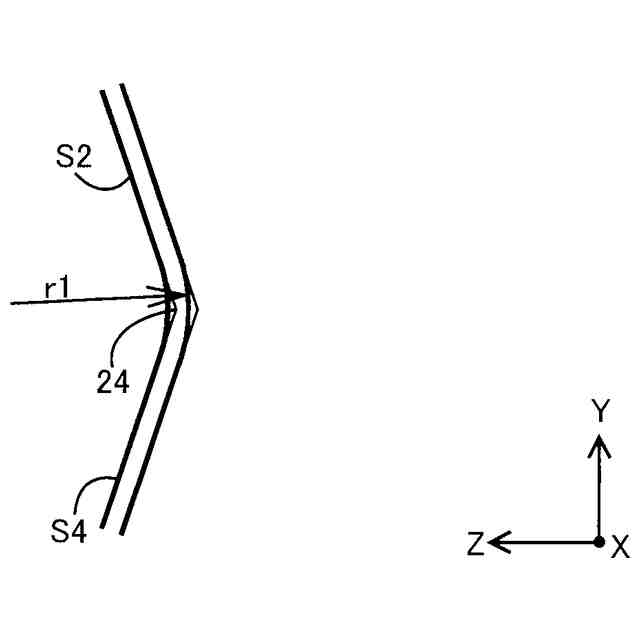
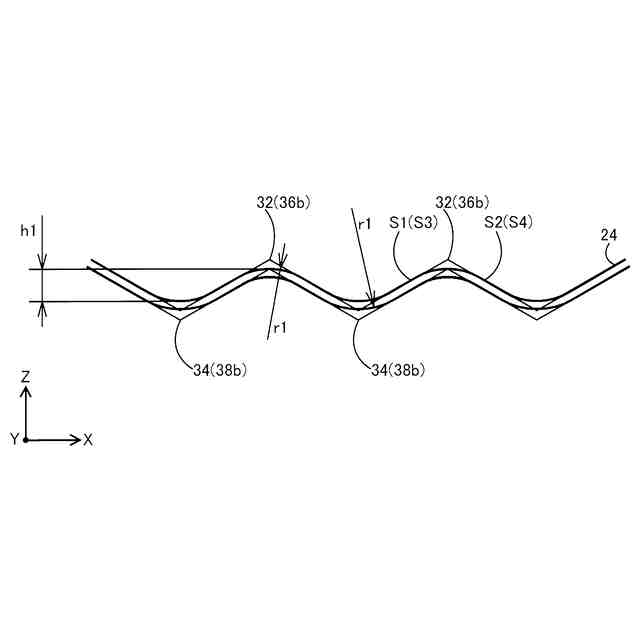
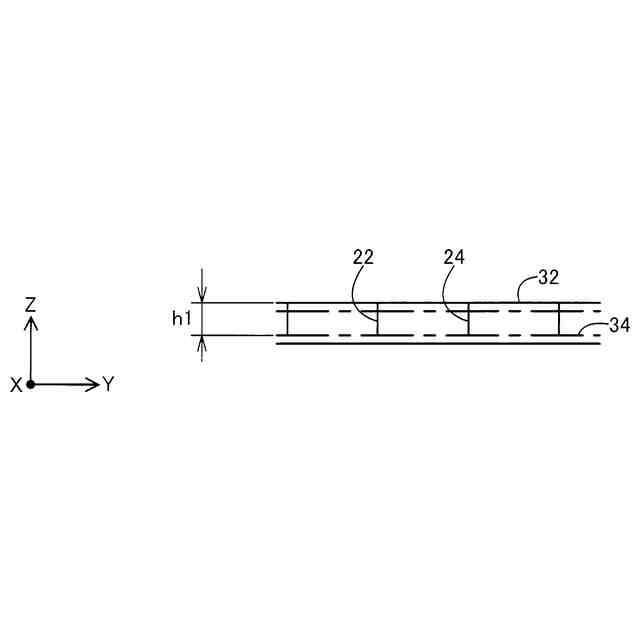
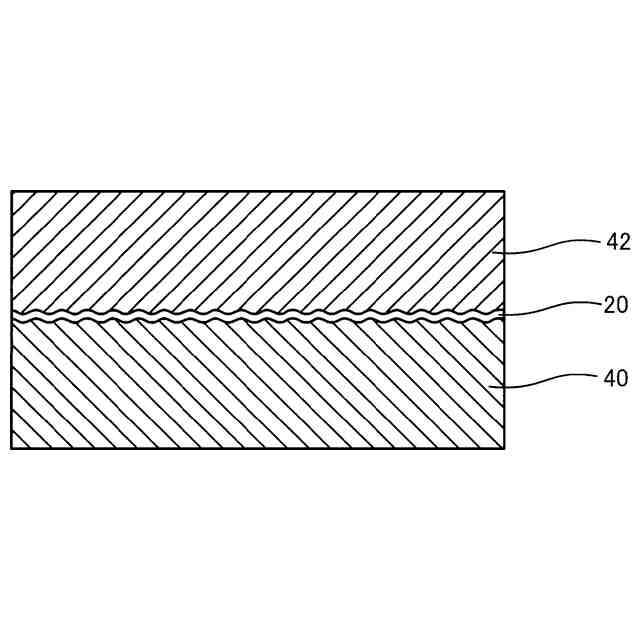
【解決手段】凸状切刃切削工具44を、凸状切刃切削工具44の回転中心線C1をエンボス金型の成形面に対して垂直とした状態で、前記成形面に平行且つ山線32(連続凸部28)間の谷線34に沿って蛇行移動させることで、規則的に蛇行しつつ一方向連続する連続凸部28が一定の間隔で複数本並列させられたエンボス成形板20をプレス成形するウエーブエンボス成形金型が得られる。切削時には、凸状切刃切削工具44をその回転中心線C1方向(Z方向)に移動させる必要がなく、X-Y平面内の移動のみにより、複数の連続凸部28が切削される。単一種の工具を用いて、短い切削加工時間でウエーブエンボス成形金型(下型40及び上型42)を加工できる。
【選択図】図9
特許請求の範囲
【請求項1】
一方向に沿って規則的に蛇行しつつ連続する連続凸部が一定の間隔で複数本並列させられたウエーブエンボス板をプレス成形するウエーブエンボス成形金型の加工方法であって、
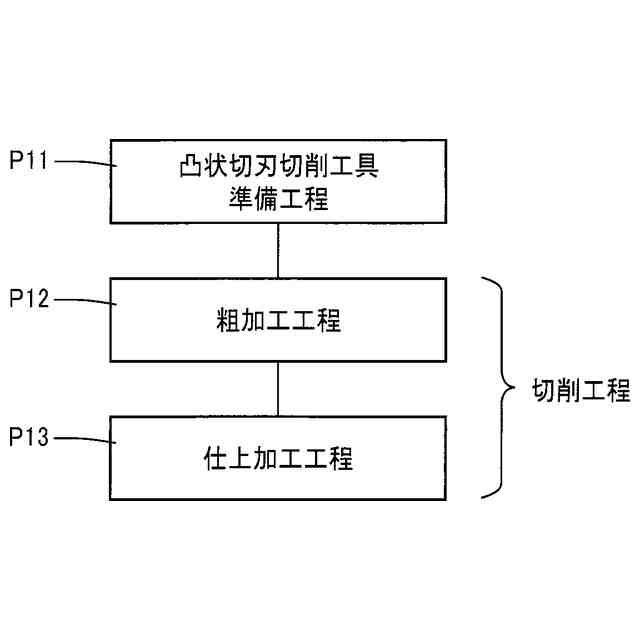
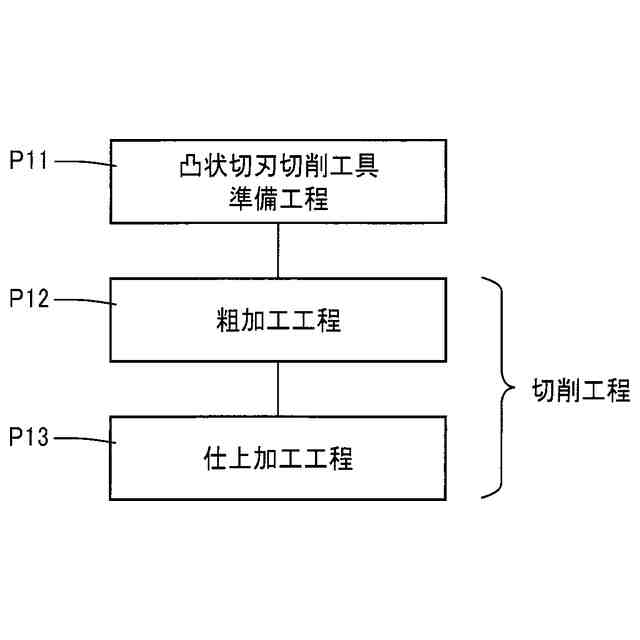
前記連続凸部の山頂から隣接する前記連続凸部の山頂までの前記連続凸部間の凹断面形状に対応する凸形状を有する凹面切削切れ刃と、前記凹面切削切れ刃に続いて外周側へ連続する平坦な直線切れ刃とを有し、前記凹面切削切れ刃の中央を通る回転中心線まわりに回転駆動される凸状切刃切削工具を、用意する凸状切刃切削工具準備工程と、
前記凸状切刃切削工具を、前記凸状切刃切削工具の回転中心線を前記ウエーブエンボス成形金型の成形面に対して垂直とした状態で前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる切削工程と、を含む
ことを特徴とするウエーブエンボス成形金型の加工方法。
続きを表示(約 660 文字)
【請求項2】
前記切削工程は、
前記ウェーブエンボス成形金型の前記成形面に形成すべき前記連続凸部及び前記連続凸部間の凹断面形状に対して、所定寸法の切削残りを形成する高さ位置で前記凸状切刃切削工具を保持しつつ、前記凸状切刃切削工具を前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる粗加工工程と、
前記切削残りのない高さ位置で前記凸状切刃切削工具を保持しつつ、前記凸状切刃切削工具を前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる仕上加工工程と、を含む
ことを特徴とする請求項1のウエーブエンボス成形金型の加工方法。
【請求項3】
前記凸状切刃切削工具は、前記直線切れ刃に続いて外周側へ連続し所定の曲率半径で前記ウエーブエンボス成形金型から離れる方向に曲成されたR切れ刃を有する
ことを特徴とする請求項1のウエーブエンボス成形金型の加工方法。
【請求項4】
前記凸状切刃切削工具は、前記凸状切刃切削工具の先端から前記凸状切刃切削工具の径よりも短い回転中心線方向寸法で形成されている切り屑排出溝を有する
ことを特徴とする請求項1のウエーブエンボス成形金型の加工方法。
【請求項5】
前記粗加工工程又は前記仕上加工工程において、前記凸状切刃切削工具は、3000rpm以下の回転速度で駆動され、850mm/min以下の送り速度で移動させられる。
ことを特徴とする請求項2のウエーブエンボス成形金型の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、規則的に蛇行しつつ一方向連続する連続凸部が一定の間隔で複数本並列させられたウエーブエンボス板を成形するウエーブエンボス成形金型の製作方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一方向に沿って規則的に蛇行しつつ連続する連続凸部が一定の間隔で複数本並列させられたウエーブエンボス板が知られている。たとえば、特許文献1の図2に記載されたウエーブエンボス板がそれである。このような、ウエーブエンボス板は、一対の金型を用いてプレス加工されることにより成形される。
【先行技術文献】
【特許文献】
【0003】
特許第6894038号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記特許文献1に記載のウエーブエンボス板を成形する成形金型の加工に際しては、切れ刃の回転軌跡が球状であるボールエンドミルを回転駆動しつつそのボールエンドミルを3軸方向にそれぞれ位置制御できる3軸切削盤を用いる。この場合、ボールエンドミルの位置を制御しつつ成形金型の表面を走査して切削するに際して、粗削り加工、3種類の中仕上げ加工、及び仕上げ加工毎に、切れ刃の径が異なる5種類の工具を必要とすると共に、それぞれの加工工程毎に多くの加工時間が必要となるという、欠点があった。また、それぞれの加工工程毎に3軸の位置制御に用いる大きなサイズの制御データを必要とし、その制御データの作成に多くの工数を必要とする欠点があった。
【0005】
本発明は、以上の事情を背景として為されたものであって、その目的とするところは、少ない種類の工具を用いて短い加工時間でウエーブエンボス板をプレス成形するウエーブエンボス成形金型の加工方法を提供することにある。
【課題を解決するための手段】
【0006】
第1発明の要旨とするところは、(a)一方向に沿って規則的に蛇行しつつ連続する連続凸部が一定の間隔で複数本並列させられたウエーブエンボス板をプレス成形するウエーブエンボス成形金型の加工方法であって、(b)前記連続凸部の山頂から隣接する前記連続凸部の山頂までの前記連続凸部間の凹断面形状に対応する凸形状を有する凹面切削切れ刃と、前記凹面切削切れ刃に続いて外周側へ連続する平坦な直線切れ刃とを有し、前記凹面切削切れ刃の中央を通る回転中心線まわりに回転駆動される凸状切刃切削工具を、用意する凸状切刃切削工具準備工程と、(c)前記凸状切刃切削工具を、前記凸状切刃切削工具の回転中心線を前記ウエーブエンボス成形金型の成形面に対して垂直とした状態で前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる切削工程と、を含むことにある。
【0007】
第2発明の要旨とするところは、第1発明において、前記切削工程は、(d)前記ウェーブエンボス成形金型の前記成形面に形成すべき前記連続凸部及び前記連続凸部間の凹断面形状に対して、所定寸法の切削残りを形成する高さ位置で前記凸状切刃切削工具を保持しつつ、前記凸状切刃切削工具を前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる粗加工工程と、(e)前記切削残りのない高さ位置で前記凸状切刃切削工具を保持しつつ、前記凸状切刃切削工具を前記成形面に平行且つ前記連続凸部間の谷に沿って蛇行移動させる仕上加工工程と、を含むことにある。
【0008】
第3発明の要旨とするところは、第1発明において、(f)前記凸状切刃切削工具は、前記直線切れ刃に続いて外周側へ連続し所定の曲率半径で前記ウエーブエンボス成形金型から離れる方向に曲成されたR切れ刃を有することにある。
【0009】
第4発明の要旨とするところは、第1発明において、(g)前記凸状切刃切削工具は、前記凸状切刃切削工具の先端から前記凸状切刃切削工具の径よりも短い回転中心線方向寸法で形成されている切り屑排出溝を有する。
【0010】
第5発明の要旨とするところは、第2発明において、前記粗加工工程又は前記仕上加工工程において、前記凸状切刃切削工具は、2500rpm以下の回転速度で駆動され、850mm/min以下の送り速度で移動させられる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
19日前
株式会社プロテリアル
鍛造装置
2か月前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
村田機械株式会社
プレス機械
5か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社オプトン
曲げ加工装置
23日前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
23日前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
18日前
日産自動車株式会社
逐次成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
29日前
株式会社三明製作所
転造装置
2か月前
株式会社不二越
転造加工用平ダイス
4日前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
10日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
24日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社エナテック
製品分離システム
18日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
22日前
トックス プレソテクニック株式会社
接合装置
17日前
株式会社不二越
転造加工用鋼製平ダイス
4か月前
日本製鉄株式会社
圧延装置
1か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
トヨタ紡織株式会社
カシメ装置
5か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
三菱重工業株式会社
ひずみ計測方法
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































