TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025028468
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2023133303
出願日
2023-08-18
発明の名称
可倒式受け座及び曲がり矯正装置
出願人
日本ゲージ株式会社
代理人
個人
,
個人
主分類
B21D
3/10 20060101AFI20250221BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
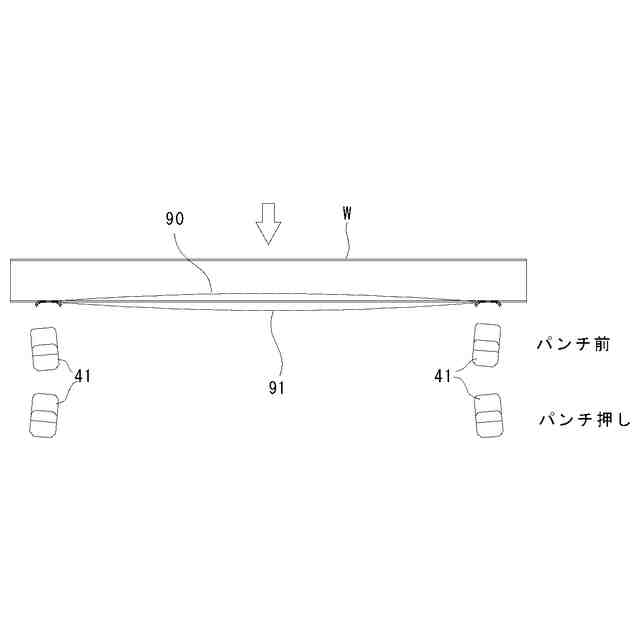
【課題】 中空軸の矯正を行う際、当該ワークの2点を支持し、中央付近を加圧した場合、支持部分が変形してしまう懸念があること。
【解決手段】 この曲り矯正装置の受け座では、受け部41によりワークWを支持した状態で前記パンチの先端の押圧部を降下させ、当該押圧部をワークWの受け座と受け座との間の位置において当該ワークを所定量だけ押す。パンチの押し込み量は、上記で計測した曲り量に対してスプリングバック等の条件を加味して予め計算した量とする。ワークWは実際の修正量以上に押す必要があるため、前記受け部41は、内側に傾くように揺動し、ワークWに対して面接触状態が維持される。前記パンチにより所定量だけ押した後、再びセンサーで曲がりの計測し、再計測の結果、曲りが確認できたら当該計測した曲がり分を修正するために再び前記受け部41でワークWを支持してパンチで押す。これを繰り返すことでワークWの全体の曲がりの矯正を行う。
【選択図】 図9
特許請求の範囲
【請求項1】
中空円筒長尺物のワークの両端を載せて当該ワークをパンチにより押して当該ワークの曲がり矯正を行う曲り矯正装置の受け座であって、
前記ワークの軸方向の所定の二点をその外周面で支持する一対の受け部と、
前記ワークの軸方向に対して直交する方向の回転軸をもって前記受け部を回転可能に支持する支持部と、
を有する曲り矯正装置の受け座。
続きを表示(約 150 文字)
【請求項2】
前記受け部の前記ワークの軸方向の角には、ワークの肉厚より大きい半径の面取りが設けられることを特徴とする請求項1に記載の曲り矯正装置の受け座。
【請求項3】
前記受け部と前記支持部との間には金属バネが渡されていることを特徴とする請求項1に記載の曲り矯正装置の受け座。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製の中空パイプ等の長尺物の曲がりを矯正するのに適した可倒式受け座及び曲がり矯正装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から金属棒の曲がりを矯正する装置として、特許文献1に記載されているようなものが知られている。この曲り矯正装置は、長尺物のワークの両端を支持する支持ロールと、当該ワークのうち支持ロールの間の部分を押す加圧ロールとを備えている。ワークは、自動的に送られ且つ支持ロールで支持された状態でその支持部分の中間位置に対して加圧ロールで加圧し、ワークの曲がりを矯正する。
【先行技術文献】
【特許文献】
【0003】
特開平1―278915号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、長尺物の矯正が必要となるワークとして、金属製の中空軸の矯正がある。矯正が必要となる中空軸として、二輪車のフロントフォーク等があげられる。しかしながら、従来の曲り矯正装置では、中空軸の矯正を行う際、当該ワークの2点を支持し、中央付近を加圧した場合、支持部分が変形してしまう懸念がある。本発明は、係る課題を解決するためになされたものである。
【課題を解決するための手段】
【0005】
本発明に係る曲り矯正装置の受け座は、中空円筒長尺物のワークの両端を載せて当該ワークをパンチにより押して当該ワークの曲がり矯正を行う曲り矯正装置の受け座であって、前記ワークの軸方向の所定の二点をその外周面で支持する一対の受け部と、前記ワークの軸方向に対して直交する方向の回転軸をもって前記受け部を回転可能に支持する支持部とを有する。
【0006】
前記受け部の前記ワークの軸方向の角には、ワークの肉厚より大きい半径の面取りを設けるようにしても良い。また、前記受け部と前記支持部との間には金属バネを渡すようにしてもよい。
【図面の簡単な説明】
【0007】
本発明の実施の形態1に係る曲り矯正装置を示す構成図である。
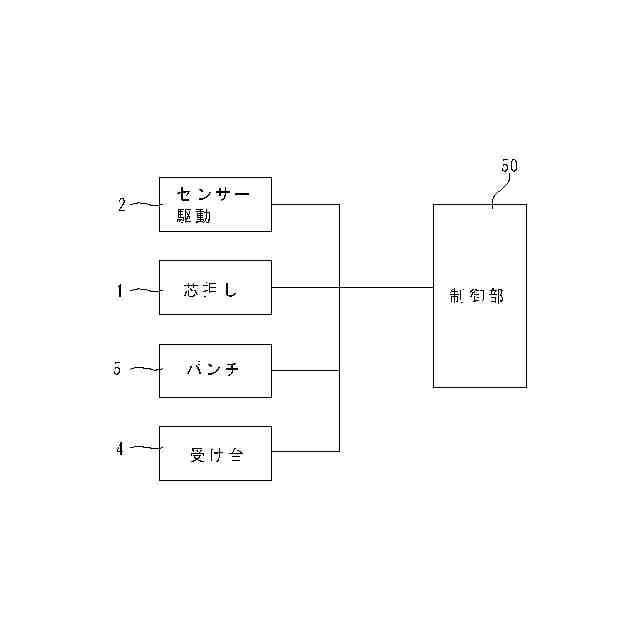
図1に示した曲り矯正装置のシステム構成図である。
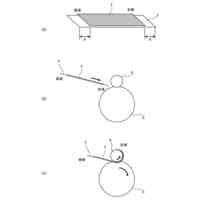
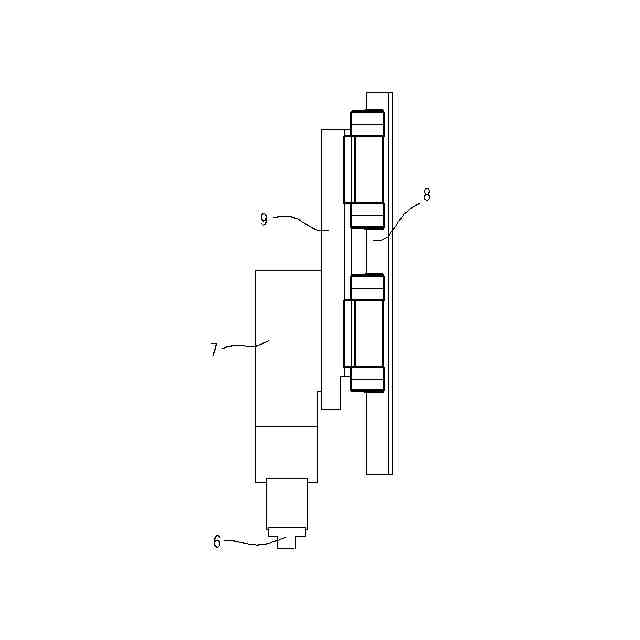
図1に示したパンチを示す構成図である。
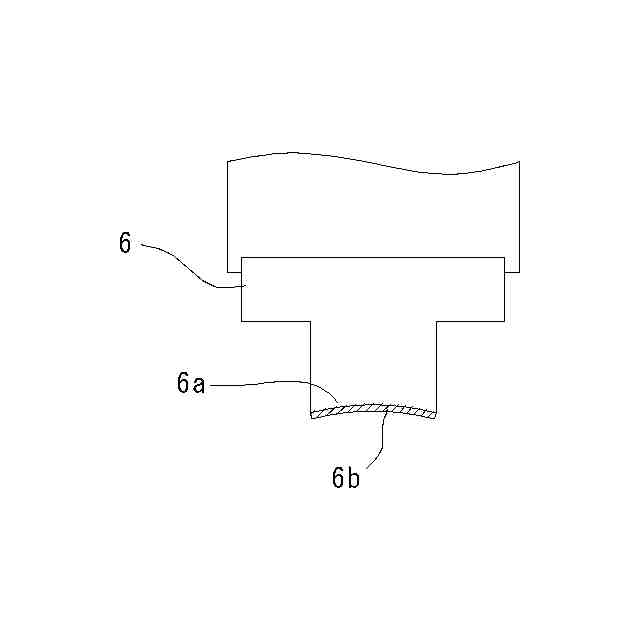
図3の一部拡大図である。
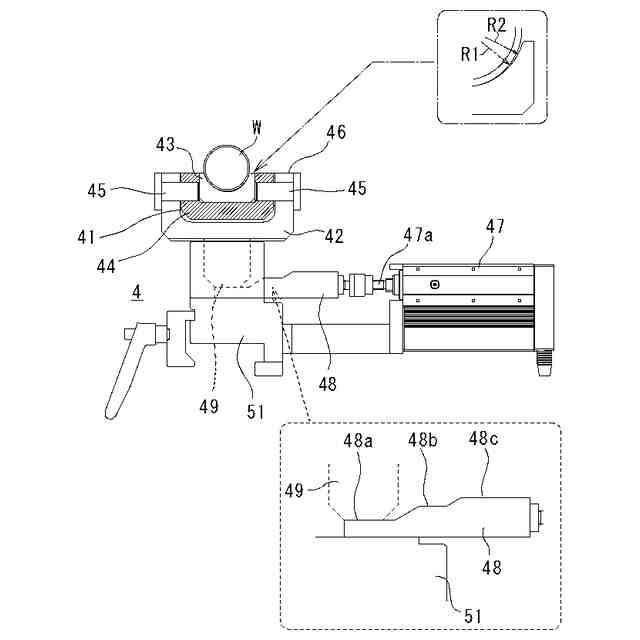
受け座を示す構成図である。
図5の一部拡大図である。
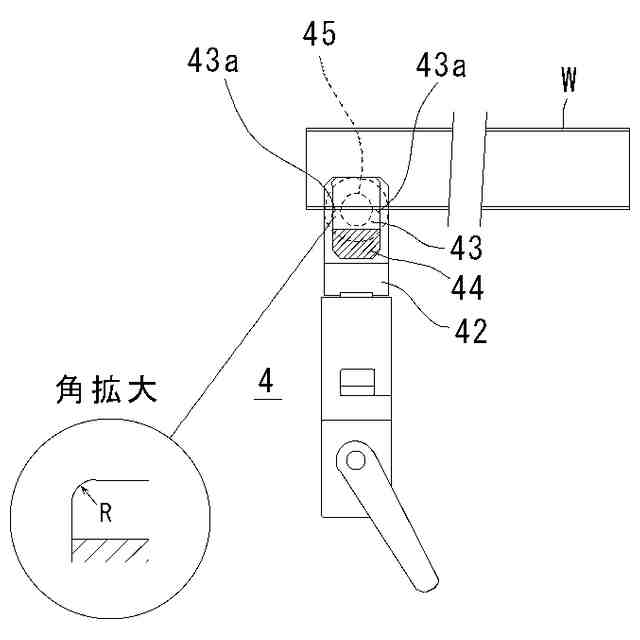
受け座にワークを載せた状態を示す説明図である。
この曲り矯正装置の動作を示す説明図である。
この曲り矯正装置の動作を示す説明図である。
この曲り矯正装置の動作を示す説明図である。
本発明の実施の形態2に係る曲り矯正装置の受け座を示す構成図である。
【発明を実施するための形態】
【0008】
(実施の形態1)
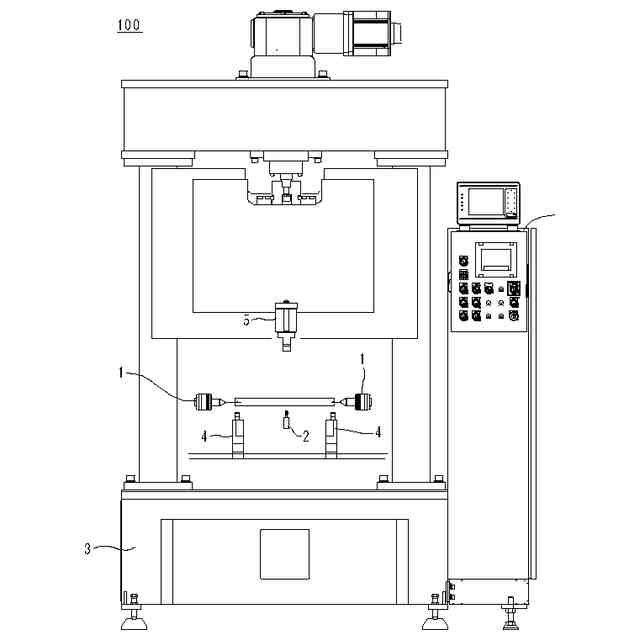
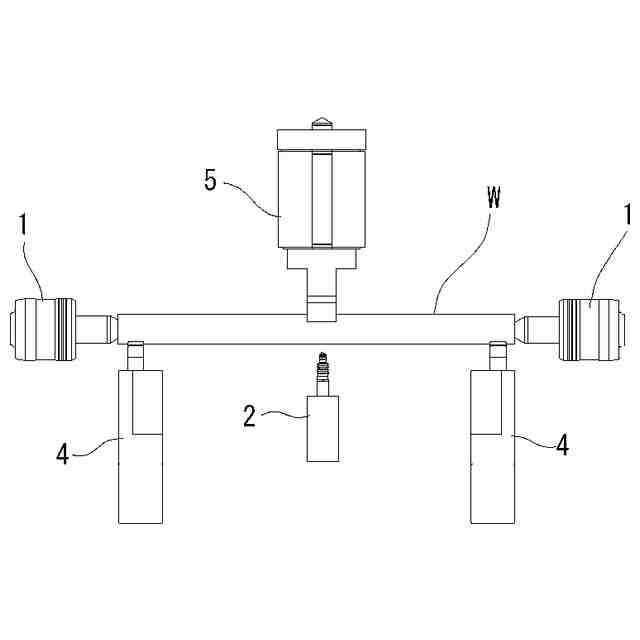
図1は、本発明の実施の形態1に係る曲り矯正装置を示す構成図である。図2は、曲り矯正装置のシステム構成図である。この曲り矯正装置100は、中空円筒形状で長尺物のワークを左右から回転可能に支持する一対の芯押し1と、当該ワークと共に芯押し1を回転させるサーボモータとを有する。ベッド3上の前記芯押し1と芯押し1との中央位置にはワークWの振れを検出するセンサー2が設けられている。当該センサー2は、例えばタッチプローブや反射型レーザ変位計である。前記芯押し1は先端が円錐形状であり中空パイプのワークWの内側に差し込むことで実質的に軸芯をもってワークWを支持する。一対の芯押し1は、前記サーボモータを配置した芯押し台に設けられ、手動又は自動でワークWの軸方向に送られる(図示省略)。
【0009】
ベッド3上には、前記ワークWの両端近傍を支持する一対の受け座4が配置される。更に、前記ワークWの軸方向であって前記受け座4と受け座4との間の上方位置には、ワークWを押すパンチ5が設けられる。また、曲り矯正装置100では、パンチ5やワークWを動かすためのサーボモータやそのドライバ等を各種のエンコーダやセンサー2の出力信号に基づいて制御する制御装置50を有する。
【0010】
制御装置50は、センサー2の移動や検出を制御するセンサー装置、芯押しのサーボモータ、パンチのサーボモータ、受け台の移動を行うリニア回転アクチュエータ47等の駆動制御を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
4か月前
トヨタ紡織株式会社
プレス金型
18日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社トラバース
パンチング加工装置
10日前
株式会社TMEIC
監視装置
16日前
株式会社アマダ
曲げ加工機
1か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
株式会社エナテック
製品分離システム
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
25日前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
株式会社IKS
滑り止め構造
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
5か月前
JFEスチール株式会社
板巻き加工品の製造方法
1日前
個人
日本刀の製造方法
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
5か月前
株式会社TMEIC
板離れ防止システム
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ