TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038396
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023144994
出願日
2023-09-07
発明の名称
転造加工用平ダイスおよびその製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20250312BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】転造加工用平ダイスの食付き部の加工歯全体の表面粗さを大きくすると、被加工材に対して加工歯の後方側の歯面のみが集中的に損傷して、当該歯面からクラックが発生し、加工歯全体の損傷を引き起こすという問題があった。
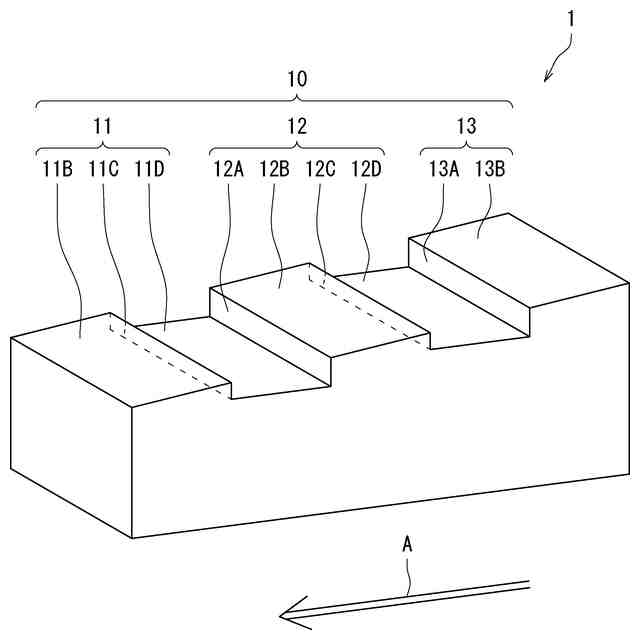
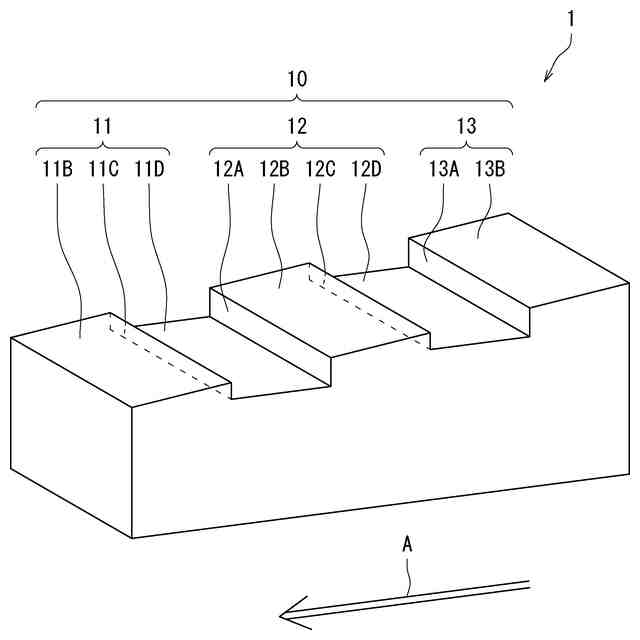
【解決手段】本発明は、被加工材に対して最初に転造加工を行う複数の加工歯11,12,13を備えた第1加工部10、および第1加工部10に連続して形成されて被加工材に対して引き続き転造加工を行う複数の加工歯を備えた第2加工部を有する転造加工用平ダイス1において、第1加工部10の加工歯11,12,13を転造加工用平ダイス1の移動方向Aに沿って前方側歯面12A,13A、上方側歯面11B,12B,13B、後方側歯面11C,12C、歯底面11D,12Dから形成して、前方側歯面12A,13Aの表面粗さを後方側歯面11C,12Cの表面粗さよりも大きくする。
【選択図】図1
特許請求の範囲
【請求項1】
被加工材に対して最初に転造加工を行う複数の加工歯を備えた第1加工部と、前記第1加工部に連続して形成されて前記被加工材に対して引き続き転造加工を行う複数の加工歯を備えた第2加工部と、を有する転造加工用平ダイスであって、前記第1加工部の加工歯は、前記転造加工用平ダイスの移動方向に沿って、少なくとも前方側歯面と、上方側歯面と、後方側歯面と、歯底面と、から形成されており、前記第1加工部の加工歯における前記前方側歯面の表面粗さは、前記後方側歯面の表面粗さよりも大きいことを特徴とする転造加工用平ダイス。
続きを表示(約 710 文字)
【請求項2】
前記第1加工部の加工歯における前記上方側歯面の表面粗さは、前記歯底面の表面粗さよりも大きいこと特徴とする請求項1に記載の転造加工用平ダイス。
【請求項3】
前記第1加工部の加工歯における前記前方側歯面の表面粗さは20μm以上35μm以下の範囲であって、前記後方側歯面の表面粗さは0.1μm以上10μm以下の範囲であることを特徴とする請求項2に記載の転造加工用平ダイス。
【請求項4】
請求項1ないし3のいずれか1項に記載の転造加工用平ダイスの製造方法であって、前記転造加工用平ダイスの素材に対して前記第1および第2加工歯を研削加工により製作する第1製作工程と、前記第1製作工程後に前記第1加工歯の前方側歯面および上方歯面に対してのみショットブラスト処理を行う第2製作工程と、を有することを特徴とする転造加工用平ダイスの製造方法。
【請求項5】
前記ショットブラスト処理には、セラミックス製の投射材を使用することを特徴とする請求項4に記載の転造加工用平ダイスの製造方法。
【請求項6】
請求項1ないし3のいずれか1項に記載の転造加工用平ダイスの製造方法であって、前記転造加工用平ダイスの素材に対して前記第1および第2加工歯を研削加工により製作する第1製作工程と、前記第1製作工程後に前記第1および第2加工歯に対してショットブラスト処理を行う第2製作工程と、前記第2製作工程後に前記第1加工歯の後方側歯面および歯底面に対してのみ研削加工もしくは研磨加工を行う第3製作工程と、を有することを特徴とする転造加工用平ダイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工材に対してスプライン歯形などの歯車を転造加工する転造加工用平ダイスおよびその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、転造加工による歯車の製造に転造加工用平ダイス(平ダイス)を用いる場合が増加している。転造加工による歯車加工は切削加工による歯車の製造とは異なり、平ダイスと被加工材である歯車の間に「滑り(すべり)」が発生すると、転造加工による加工効率が低下する。そのため、この「すべり」を抑制するために転造加工用平ダイスの食付き部における加工歯の表面を粗くした粗面部を設けて、被加工材と加工歯の滑り止め効果を狙っている(特許文献1ないし4参照)。
【先行技術文献】
【特許文献】
【0003】
特許第4266631号公報
特許第4371191号公報
特許第4830246号公報
特開昭62-289339号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、転造加工用平ダイスの食付き部の加工歯全体の表面粗さを大きくすると、被加工材に対して加工歯の後方側の歯面のみが集中的に損傷して、当該歯面からクラックが発生し、ひいては加工歯全体の損傷を引き起こすという問題があった。
【0005】
そこで、本発明は、被加工材に対して最初に転造加工を行う部位(食付き部)の加工歯の損傷を抑制し、工具寿命を向上した転造加工用平ダイスおよびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
そこで、本願発明は、少なくとも、被加工材に対して最初に転造加工を行う複数の加工歯を備えた第1加工部、この第1加工部に連続して形成されて被加工材に対して引き続き転造加工を行う複数の加工歯を備えた第2加工部を有する転造加工用平ダイスにおいて、当該第1加工部の加工歯を、転造加工用平ダイスの移動方向に沿って、少なくとも前方側歯面,上方側歯面,後方側歯面,歯底面から形成する。
【0007】
また、この第1加工部の加工歯における前方側歯面の表面粗さを後方側歯面の表面粗さよりも大きくして、上方側歯面の表面粗さを歯底面の表面粗さよりも大きくする。例えば、第1加工部の加工歯における前方側歯面の表面粗さを20μm以上35μm以下の範囲として、後方側歯面の表面粗さを0.1μm以上10μm以下の範囲とすることができる。
【0008】
また、転造加工用平ダイスの製造方法の発明については、転造加工用平ダイス素材に対して第1および第2加工歯を研削加工により製作する第1製作工程、この第1製作工程後に第1加工歯の前方側歯面および上方歯面に対してのみショットブラスト処理を行う第2製作工程から形成する。ショットブラスト処理を行う場合には、セラミックス製の投射材を使用することができる。
【0009】
もしくは、転造加工用平ダイス素材に対して第1および第2加工歯を研削加工により製作する第1製作工程、この第1製作工程後に第1および第2加工歯に対してショットブラスト処理を行う第2製作工程、この第2製作工程後に第1加工歯の後方側歯面および歯底面に対してのみ研削加工もしくは研磨加工を行う第3製作工程から構成してもよい。なお、本願発明における「表面粗さ」とは、JIS B0601にて規定されている「中心線平均粗さRa」と同義とする。
【発明の効果】
【0010】
本発明の転造加工用平ダイスは、第1加工部(食付き部)の加工歯における前方側歯面の表面粗さを後方側歯面の表面粗さに対して大きくすることで、被加工材に対して最初に転造加工を行う部位(食付き部)の加工歯の損傷を抑制した結果、被削材への食付き性を維持しつつ、工具(転造加工用平ダイス)の寿命が向上するという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社トラバース
パンチング加工装置
4日前
株式会社TMEIC
監視装置
10日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
3か月前
株式会社不二越
転造加工用平ダイス
26日前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社エナテック
製品分離システム
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
19日前
日本製鉄株式会社
圧延装置
1か月前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社TMEIC
板離れ防止システム
4か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
金田工業株式会社
はすば歯車の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































